邊板柔性焊裝夾具系統電氣控制設計
2022-07-13 21:45:25文元雄崔樂徐龍艷
裝備維修技術 2022年26期
文元雄 崔樂 徐龍艷

摘? 要:本課題來源于東風汽車股份有限公司某車廂分公司兩個車型共計44個品種的邊板焊接的柔性化生產。本論文闡述了柔性具控制系統,該系統是利用S7-200PLC 作為主站,用TP178觸摸屏監控,EM253定位模塊發出脈沖信號控制V80伺服驅動系統,實現對金霸、小霸王兩個車型不同品種、伺服軸位置、數量的設定。經過現場測試表明,該系統運行穩定、可靠,滿足了設計要求,提高了車間生產效率。
關鍵詞:伺服驅動器、觸摸屏、焊裝夾具、S7-200PLC
1引言
在東風汽車股份有限公司某車廂分公司的焊裝夾具項目中,因焊接品種多達近五十種,車廂邊板的長度、寬度各不相同,為了達到客戶的生產要求,適應汽車結構焊接的柔性化生產,使用PLC控制可以所有品種均能在同一臺夾具上完成焊接,設計了本文的方案。PLC使用S7-200PLC。
2硬件設計
2.1系統硬件結構
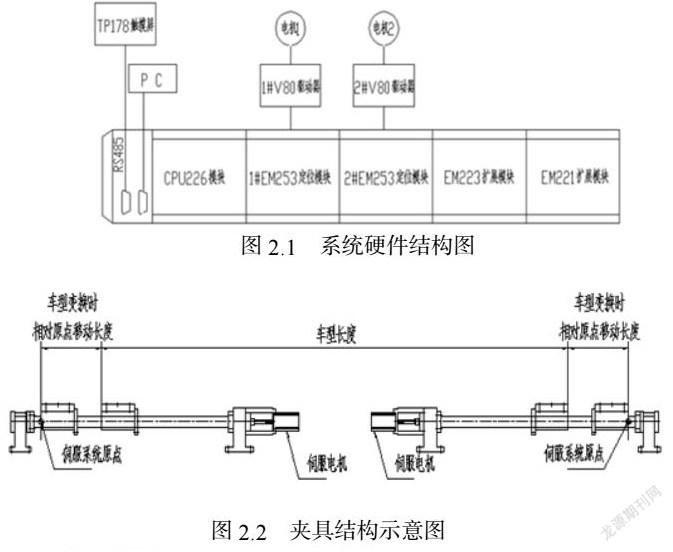
本文中主控單元是有24/16點I/O的S7-200 CPU 226控制,但設計需要48/32點I/O 于是通過EM221和EM223擴展后增加到對應點數,兩個RS485接口,一個用于和電腦連在一起,另一個和TP178觸摸屏進行數據交換,觸摸屏可以對現場監控及調試起很大作用。設計方案定位模塊在定位控制中,V80伺服電機通過接受EM253產生的高頻脈沖波動來對電機的位置及速度進行調節。因為左右各有一個定位模塊EM253,所以對應的伺服驅動和托盤也有兩個。系統的硬件結構如圖2.1所示:
2.2焊裝夾具結構
設計了如圖2.2所示的焊裝夾具,這樣就可以只用1套焊接夾具系統完成全部的車型品種的焊裝。每進行一次循環,焊裝的品種的個數就-1,一直減到0時,本品種完成焊裝,開始下一個品種。由使用者在觸摸屏中選取需焊裝的邊板品種編號和個數以及焊裝的次序,再在操作盒完成伺服驅動器所帶動托盤的調節和氣缸的松開和關閉。本結構有對稱的結構,兩邊都一個托盤,托盤的移動是V80電機經過滾珠絲杠和減速箱控制的,固定邊板用的氣動部分固定在托盤上,當托盤位移量不一樣時,焊接的品種也不一樣。
2.3電氣控制
電氣原理圖是電氣設計中必不可少的一部分,涉及輸入輸出及執行等多方面。本課題中設計的電氣原理圖有電源、上電檢查電路、運行繼電器控制回路、氣閥負載安全供電回路、1#EM253定位模塊及驅動器回路、2#EM253定位模塊及驅動器回路、PLC系統配置、CPU EM221擴展模塊(16DI)輸入I0.0-I2.7、EM223輸入I3.0-I6.7、EM221輸入I7.0-I8.7、EM223輸出Q0.0-Q1.7、EM223輸出Q4.0-Q7.7、雙通道端子轉換模塊、完成循環動作邏輯。
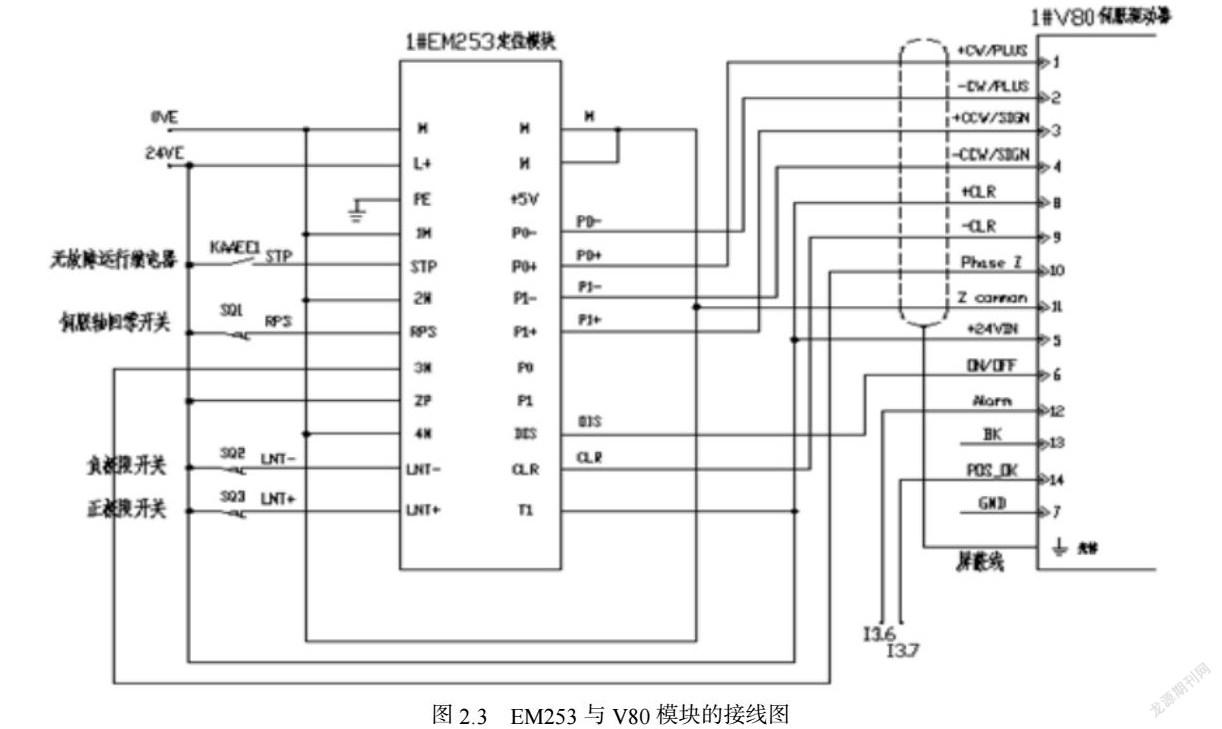
定位模塊EM253,用于S7-200 PLC定位控制系統中。通過產生高速脈沖來實現對單軸步進電機的開環速度、位置控制。通過S7-200 PLC的擴展接口,實現與CPU間的通訊控制。
S7-200 CPU附加定位模塊EM253個數,取決于CPU的電源帶載能力。CPU221不能附加;CPU222可以附加1個;CPU224/224XP可以附加3個,CPU226可以附加5個,EM253與V80模塊的接線如圖2.3所示。
電氣設備所控制結合車間環境情況及加工元件的形狀大小及夾具的布置,我們把夾具系統元件分布如圖2.4,一共有5組氣缸:VA、VB、VC、VD和VE共計五組。
3 軟件設計及調試
生產線完成設計以后,就是設備部件進行加工制造,和設備安裝調試的工作。
1,氣控制柜完成接線任務后,進行檢查。包括:①元件安裝是否正確;②線路的連接是否正確;③導線的使用是否正確;④元件及線路布置是否合理;⑤線路連接是否可靠等。
2,控制系統現場調試線路檢查無誤后,通電進行現場調試工作,對全部運動部分進行手動單步操作,找出錯誤并處理錯誤。
3,單步操作無錯誤時,對全部執行運動夾具執行自動操作,這個時候夾具生產線的整體運動。找出錯誤并處理錯誤。
4,調試的過程中會發現很多問題,如工藝流程的錯誤、程序代碼的不當、生產規范不合標準等,應快速改正。
5,調試最后進行試生產運行,注意安全。
4總結
在整個系統現場調試后,總體的運行情況良好,故障報警清晰。系統硬件是以西門子S7-200可編程控制器作為主站,利用RS485總線協議,通過PLC與TP178之間的雙向數據通訊,實現了工件品種、數量、位置的設定及設備狀態的實時監控。這個方案降低了設備的成本,操作也非常簡單,操作者能很快掌握,實現了柔性化生產,并且顯著得提高了生產效率。同時,利用V80伺服系統解決了夾具定位的位置不同這個困阻實現焊接品種的多樣性。
參考文獻
[1]彭振國.在汽車制造中的焊接技術現狀及發展趨勢[J].現代焊接,2006,8:5-9.
[2]曹彪,王元勛,昊翔宇,揚建國.汽車焊裝線氣動系統的設計探討[J].汽車工藝與材料,1999。11:38—41.
[3]于澄,孫藝.PLC在自動點焊機中的應用[J].機電工程,1997,2:33-37.
[4]鄧少屏. 西門子V80伺服系統在焊裝夾具上的應用[J]. 組合機床與自動化加工技術, 2010, 4: 72-74.
作者簡介:
文元雄,1963年,男,漢,籍貫:湖北省荊州松滋市,研究生,職稱:高級工程師,研究方向:工業電氣控制。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:38
