基于PDW電器插座級進模設計
2022-07-26 05:28:02代洪慶
模具制造 2022年6期
關鍵詞:設計
代洪慶
(黑龍江八一農(nóng)墾大學工程學院,黑龍江大慶 163319)
1 引言
采用傳統(tǒng)方法設計沖壓模具時,通常先分析制件的結(jié)構工藝性,再進行工藝計算,最后利用繪制二維裝配圖和零件圖。這種設計方法在設計簡單沖壓模具時,具有方便、靈活、快捷的特點。但在設計較復雜的多工位級進模時,模具結(jié)構不直觀,易出錯,且工藝計算量大,嚴重影響了設計效率[1]。PDW(Progressive Die Wizard 級進模設計向?qū)В┦荢iemens 公司基于NX三維軟件開發(fā)的、針對多工位級進模設計的專業(yè)模塊。軟件具有鈑金零件設計、毛坯展開、毛坯排樣、廢料設計、排樣設計、沖壓力計算、模具結(jié)構設計、添加模具標準件等功能。相比于傳統(tǒng)二維模具設計方法,采用PDW模塊能顯著縮短模具設計與制造周期,降低生產(chǎn)成本和提高產(chǎn)品質(zhì)量[2]。本文以PDW模塊為設計平臺,介紹了某電器插座多工位級進模的設計過程。
2 設計準備
在多工位級進模設計前,應先建立鈑金件模型,計算鈑金件毛坯的展開尺寸,確定中間各工步的形狀和尺寸,為后續(xù)設計做準備。
2.1 創(chuàng)建電器插座鈑金模型
在NX 軟件中創(chuàng)建鈑金模型有兩種方法:第一種方法是在建模模塊中建立工件模型,然后利用鈑金識別命令,識別模型中鈑金特征,并確定沖壓的基準面;第二種方法是利用NX軟件中的鈑金模塊創(chuàng)建電器插座的模型。本文采用第二種方法創(chuàng)建的鈑金模型如圖1 所示。此電器插座材料為QSn6.5-0.1,板料厚度1.5mm,年產(chǎn)量為100萬件。制件中間為Z字形折彎,頂部有一個φ6.2mm的圓孔,兩側(cè)為90°的直角彎曲。
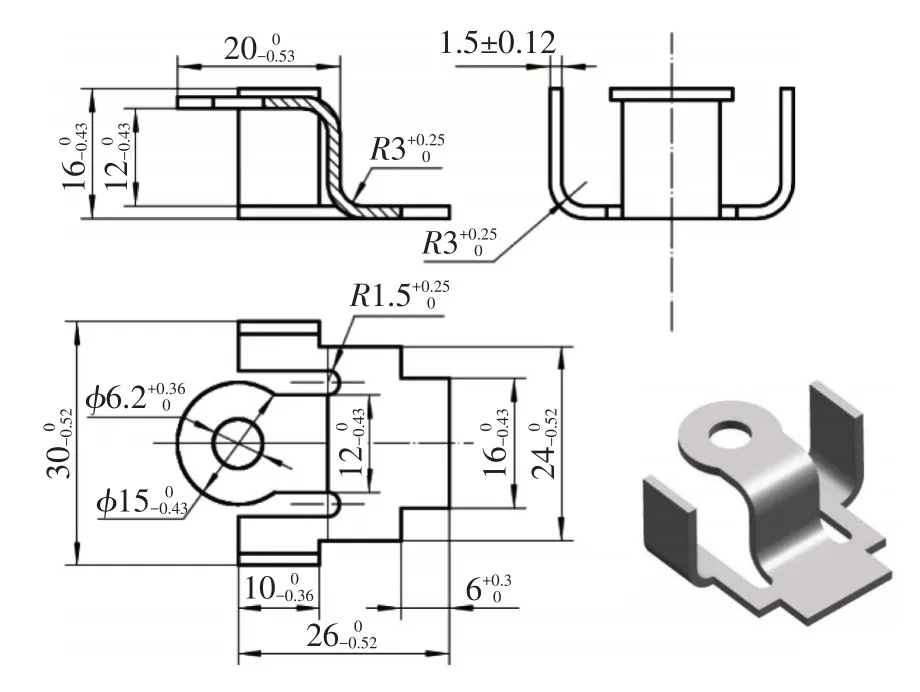
圖1 電器插座零件圖
2.2 鈑金件展開
當沖壓工序中有彎曲、拉深和脹形等成形工序時,先要把鈑金件展開,得到鈑金件的毛坯尺寸[3]。與傳統(tǒng)的毛坯展開計算不同,PDW模塊可以定義折彎系數(shù)和材料力學性能,自動計算出毛坯尺寸。展開后得到的鈑金件毛坯長度為58.404mm,寬度為43.404mm,如圖2所示。
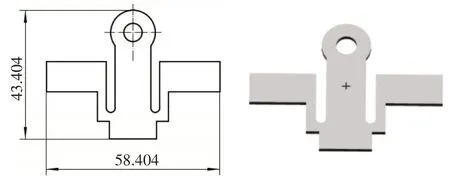
圖2 毛坯尺寸
2.3 定義各中間工步
定義中間工步是在軟件中創(chuàng)建各個中間工步的鈑金件模型,其目的是為創(chuàng)建各中間工步的凸模、凹模做準備。定義中間工步命令可以創(chuàng)建一個裝配結(jié)構,該裝配結(jié)構利用了NX 的Wave 技術,各中間工步之間具有關聯(lián)性,即其中一個工步發(fā)生更改,其后續(xù)工步也會隨之發(fā)生改變[4]。此例中電器插座的彎曲成形是在2 個工步完成的,由于彎曲工步前要設置2個沖切廢料的工步,所以,設置中間工步數(shù)量為3,起始工步為3,步距為60mm。創(chuàng)建的各中間工步如圖3所示。

圖3 各中間工步
3 工藝設計
3.1 初始化項目
前期的準備工作做好后,即可將設計好的鈑金模型導入到PDW 模塊,然后用初始化項目命令創(chuàng)建一個工程項目,在這個工程項目中可以設置工程的基本信息,如項目的名稱、項目文件存儲的位置、鈑金件的材料和板料厚度等。
3.2 毛坯布局及廢料設計
利用毛坯布局命令導入展開好的毛坯模型,通過調(diào)整毛坯的位置、間距、角度和排列方式,設計出毛坯的布局。為了提高材料的利用率,本例毛坯布局采用雙側(cè)對排,步距為60mm,條料寬105mm,材料的利用率為31.94%。如圖4所示。
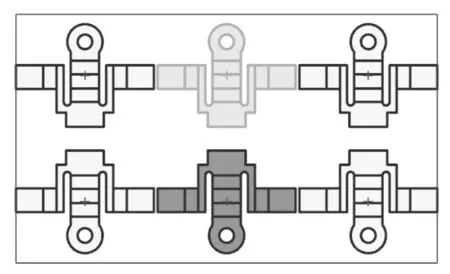
圖4 毛坯布局
為了得到毛坯的外形,必須將毛坯間的多余廢料沖裁掉。在廢料設計時應將廢料分解成多個簡單形狀,以便提高沖廢料凸模的強度,且要注意各廢料之間由于不恰當?shù)姆纸猱a(chǎn)生的毛刺、尖角、不圓滑等質(zhì)量缺陷[5]。如廢料1 和廢料2 之間應有少量重疊部分(0.5mm過切),板料共設計了15塊廢料如圖5所示。
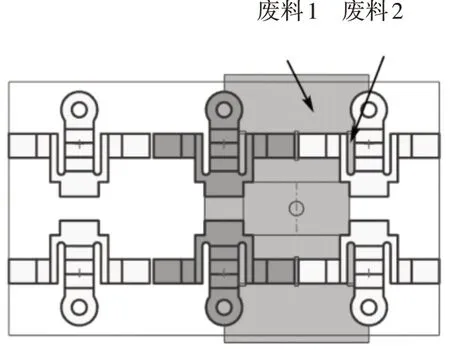
圖5 廢料設計
3.3 排樣的設計與仿真
條料排樣可以設置沖壓的工步數(shù),并將中間工步安排到條料的具體位置,通過仿真沖裁產(chǎn)生3D條料。本例中電器插座有4處彎曲,中間的Z字形彎曲和兩側(cè)的90°彎曲。中間的Z字形彎曲可以采用一次彎曲成形,但考慮彎曲后回彈較大,且尺寸精度不易保證,所以采用先向向下彎曲,再向上彎曲的方法來成形。為使沖壓件不偏移,兩側(cè)的彎曲應同時進行。排樣圖如圖6所示,第1工步:沖定位孔,雙成形側(cè)刃沖切周邊余料,沖切中間廢料,為以后的成形工藝做準備;第2工步:沖切余料;第3工步:沖φ6.2mm孔;第4工步:一次彎曲;第5工步:彎曲成形;第6工步:切斷。

圖6 排樣圖
3.4 計算沖壓力及確定壓力中心
計算沖壓力是為了選擇合適的沖壓設備,同時也為校核工作零件的強度做準備。沖壓力不僅包括沖裁力,由于沖壓件需要兩次彎曲,所以包括彎曲力。沖壓力一般是根據(jù)經(jīng)驗公式計算,壓力中心即為沖壓力合力的作用點,由于沖壓力分布不均勻,為了防止模具發(fā)生偏磨,計算的壓力中心應與模具的中心相重合。確定壓力中心可采用解析法和懸掛法,制件越復雜,計算量越大。采用PDW 模塊的沖壓力的計算命令可自動計算出沖壓力和壓力中心。經(jīng)計算沖壓力為361628.430N,壓力中心坐標為(-124.440,0,0)。圖7中的圓點即為壓力中心,此點應與模板的中心重合。
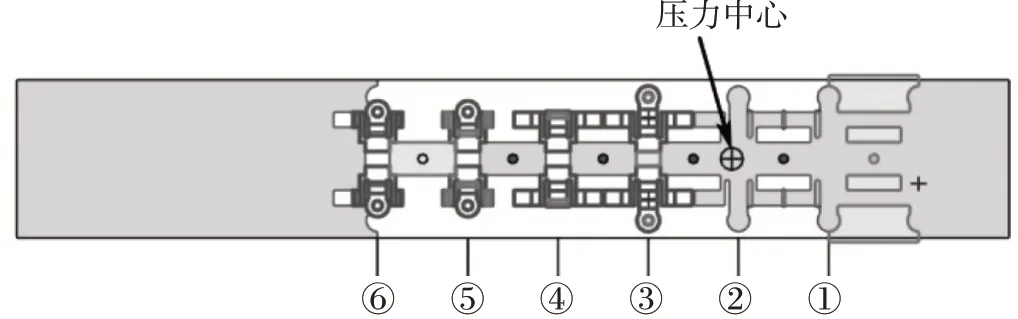
圖7 壓力中心
4 模具結(jié)構設計
結(jié)構設計包括選擇模架,設計沖裁彎曲工序的凸模、凹模,選擇適合的螺釘、銷釘、卸料螺釘、導柱、導套等標準零件。
4.1 加載模架
模架是模具的主體結(jié)構,它用于連接級進模的所有零件,并承受沖壓過程中的全部載荷。所以,模架應具有足夠的強度和剛度,保證級進模在沖壓過程中不變形,不被破壞。PDW提供標準模架庫和模架的編輯和修改工具,具體參數(shù):模架選擇DB_UNIVERSAL1目錄下的9plate 模架。規(guī)格為600×200mm,即從上到下依次為上模座、上模墊板、凸模固定板、卸料板背板、卸料板、凹模板、凹模墊板、下模座和模腳。由于模具較為復雜,為了便于修磨模具,卸料板和凹模板的結(jié)構采用并列組合式,由兩個部分組成,一部分為彎曲成形區(qū)域,另一部分為沖裁區(qū)域。
4.2 沖裁模設計
PDW 模塊為用戶提供了標準圓形沖裁凸模和凹模,圖8 所示為第1 工步的沖定位孔的凸模。同時對于異形凸模也提供了用戶自定義的設計方法,如第2工步的沖廢料凸模,如圖9所示。本例中模具結(jié)構緊湊,模具件的空間較小,凹模采用整體式凹模,采用線切割和坐標磨床加工,即加工方便又容易保證加工的尺寸精度。

圖8 標準圓形凸模

圖9 異形凸模
4.3 彎曲模設計
第4工步向下折彎,采用的標準折彎凸模鑲件,利用螺釘固定在凸模固定板上。同時為了防止凸模彎曲,增加了固定在下模反側(cè)壓塊,凹模直接在凹模板上加工。第5工步的彎曲模具與此類似,這里不一一贅述。其整體彎曲模具如圖10所示。

圖10 彎曲模
4.4 其它輔助零部件
其它輔助零部件如導向裝置、定位零件和卸料零件,多數(shù)都可以選擇標準零件如圖11所示,PDW的零件庫中提供了大量的標準件。

圖11 輔助標準零件
定位裝置是第3 工步和第5 工步前,采用φ5.94mm 的導正銷導正。為了保證模具的精確導向,采用了4 個可拆卸式外導柱導套,板內(nèi)采用10個小導套。卸料板采用卸料螺釘?shù)跹b在上模。本例的卸料螺釘采用組合式,由內(nèi)六角螺釘、墊片、套管和彈簧組成,卸料螺釘對稱分布,工作長度保持一致。
4.5 模具整體結(jié)構
模具整體結(jié)構如圖12所示。

圖12 模具整體結(jié)構
5 結(jié)束語
PDW 模塊為多工位級進模設計提供了全流程的解決方案,鈑金設計、毛坯展開、排樣設計、計算沖壓力、模架設計、加載標準零件,這些功能極大地提高設計者的工作效率,縮短了所需的設計時間。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
