沖裁凸模制造工藝的改進
2022-07-26 05:30:06林靜財王周燕楊金健
模具制造 2022年6期
關鍵詞:工藝
林靜財,劉 健,王周燕,楊金健
(成都宏明雙新科技股份有限公司,四川成都 610091)
1 引言
沖裁模是沖壓生產中不可缺少的工藝裝備,良好的模具結構是實現工藝方案的可靠保證。沖裁模的工作部位是凸、凹模的刃口,刃口工作時承受沖擊力、剪切力、彎曲力,以及剪切材料的強烈摩擦力,因而對沖裁模的性能要求主要是指對模具刃口的性能要求。沖壓零件的質量好壞和精度高低,主要取決于沖裁模的質量和精度。
本文以實際案例通過對高精度沖裁模凸凹模在加工制造方面的材料、加工等方面開展研究,分析對沖裁凸模使用壽命低的原因,并對加工制造的工藝進行優化、改進。以達到提高沖裁凸模穩定性及使用壽命。
2 沖裁凸模情況說明
沖裁模的沖裁間隙為0.005mm,如圖1所示,根據實際生產經驗,沖裁間隙≥0.01mm沖裁模凸模在工作5 萬次左右會存在毛刺過大,而通過研磨刀口的方法恢復模具生產的情況產生。而本文中沖裁凸模在工作8,000 次左右就存在毛刺過大,制件尺寸超差的情況產生,明顯低于正常凸凹模的使用壽命。

圖1 沖裁結構示意圖
3 原因分析
沖裁凸模使用壽命低的原因,主要考慮沖裁凸模的材料、加工及凸模結構等方面有可能存在問題從而產生使用壽命低的情況。
(1)加工材料分析。
沖裁凸模、凹模材料均為S790,硬度檢測凸模硬度為65~67HRC。與設計技術要求一致。
(2)對模具沖裁部分現場確認。
經現場檢測沖裁凹模存在輕微松動的情況,取下沖裁凹模檢測,外形尺寸雙面比設計尺寸小0.004mm。在沖裁凹模松動的情況下,凸模沖裁時沖裁力不均勻,容易受到側向力的影響,導致沖裁凸模刃口使用壽命減短。
由沖裁結構圖1可知,到沖裁凹模松動時,沖裁凸模沖裁力不均勻,導致沖裁凸模出現壽命減短,甚至啃刀口的情況出現,如圖2所示。

圖2 沖裁凹模松動示意圖
(3)制造原因分析。
沖裁凸、凹模均由慢走絲線切割機床加工而成。通過光學影像儀發現:雖然慢走絲線切割機床加工表面看上去分布均勻,但從切割工件端面看慢走絲切割表面存在著凹凸不平的不規則電蝕層約0.001~0.0015mm,如圖3 所示,并且慢走絲線切割機床的電蝕層不均勻,可能與加工材料所含各種特殊金屬的排列不規整所造成。凹模鑲件為0/0.002mm過渡配合裝入凹模板后,鉗工將凹模鑲件裝入凹模板及模具高速工作都可能造成凹模鑲件表面的電蝕層脫落,從而造成沖裁凹模外形尺寸變小,沖裁凹模松動。

圖3 慢走絲切割光學測量儀測量圖
4 制造工藝的改進方案
(1)方案一。采用慢走絲線切割機床加工沖裁凹模外形時,將沖裁凹模外形單邊擴大0.001~0.0015mm,以抵消裝配時及模具工作時電蝕層損耗。
(2)方案二。由于磨削加工不會產生電蝕層,采用慢走絲精切沖裁孔后,外形由成型磨床加工完成,通過參照對比采用方案二加工方法重新制作沖裁凹模,通過光學影像儀檢測,成型磨床加工表面排列均勻,并且從端面看加工平整度均勻。尺寸合服制造要求,如圖4所示。
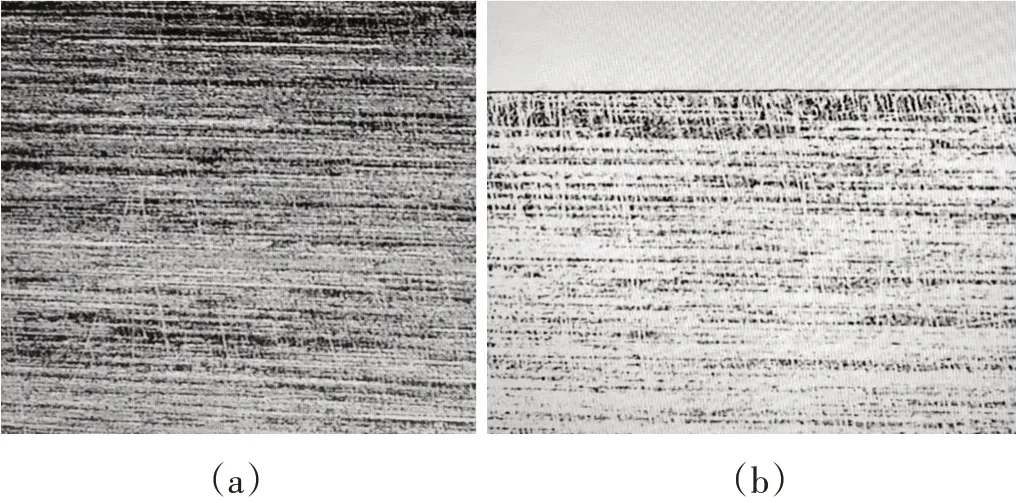
圖4 磨削加工光學測量儀測量圖
5 小結
通過加工制造工藝的改進優化,沖裁模由原來沖裁8,000 次左右就出現毛刺需要修整沖裁刃口的情況,提升為沖裁2萬次左右修整沖裁刃口,沖裁凸模使用壽命提升250%左右。但模具的使用壽命跟設計、材料、制造、裝配、維護等方面都有很強的聯系,各個環節必須及時發現異常并采取相應的措施。
本文從現場實際生產過程中對高精度沖裁凸模壽命短的情況,通過在加工制造方面進行情況分析,并結合各個加工工序的設備及工序特點進行制造工藝的改進,成功提高了沖裁凸模的使用壽命,同時也對高精度落料模的制造具有一定的借鑒作用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
