電石乙炔法生產醋酸乙烯過程中精餾殘渣有效成分的回收與廢氣綜合處理
2022-08-03 13:46:20張東華安徽皖維高新材料股份有限公司
安徽科技 2022年7期
文/張東華(安徽皖維高新材料股份有限公司)
聚乙烯醇是開發潛力較大的基礎化工材料,因其具有良好的紡絲性、成膜性、黏結性,在化工、紡織、塑料、造紙、制革、黏合、建筑等領域具有廣泛用途。工業上,生產聚乙烯醇的主要原材料是醋酸乙烯,醋酸乙烯在催化劑的作用下發生聚合反應生成聚醋酸乙烯,聚醋酸乙烯通過醇解反應生成聚乙烯醇及相關副產物。醋酸乙烯的工業制備主要有石油乙烯法、天然氣乙炔法、電石乙炔法,目前國內應用比較廣泛的是電石乙炔法。電石乙炔法生產醋酸乙烯主要包括乙炔氣發生和凈化、醋酸乙烯的合成及精餾等工序[1]。由于主反應發生的同時還伴隨著許多副反應,合成工段送來的反應液,除醋酸乙烯外還有未反應的醋酸及溶解的乙炔、乙醛、丁烯醛、醋酐等雜質,必須在精餾工序中加以分離,使醋酸乙烯純度達到質量要求。本文研究醋酸乙烯生產過程中精餾殘渣有效成分的回收與廢氣綜合處理方法,以實現醋酸的高效回收及尾氣環保排放。
一、研究現狀
精餾工序的主要作用是將醋酸乙烯合成反應液中的醋酸乙烯分離出來,使其達到聚合工藝所規定的質量指標。研究表明,醋酸乙烯精餾殘渣主要來自生產環節中的醋酸乙烯精制工段, 殘渣中的有機物組分主要為醋酸及其他有機酸類, 其中醋酸的相對含量達到63.47%[2]。目前行業內對精餾殘渣的主要處理方式是將其經簡單蒸餾,送入堆池暫存后,交由有資質的危廢處理單位進行處理。但簡單蒸餾最多只能回收殘渣中80%的醋酸,其余醋酸在暫存及轉運的過程中不斷揮發,對生產環境造成一定的不良影響。同時,醋酸乙烯的合成階段,在乙炔氣洗滌塔內通過次氯酸鈉溶液對乙炔氣的洗滌,乙炔氣中的硫化氫、磷化氫、砷化氫等雜質被氧化生成硫酸、磷酸、砷酸等酸性物質,這些酸性物質以酸霧的形式夾帶于乙炔氣體中,加入氫氧化鈉堿溶液,與乙炔氣中所含酸性氣體發生酸堿中和反應,生成可溶性鹽。可溶性鹽和未反應的氫氧化鈉溶液一同排除,造成氫氧化鈉溶液的浪費。以上兩種處理方法均不太符合現代綠色發展的需求。因此,對醋酸乙烯生產過程中精餾殘渣有效成分的回收與廢氣綜合處理的方法進行研究,意義重大。
本文介紹的精餾殘渣有效成分的回收與廢氣綜合處理的裝置及方法,是利用減壓蒸餾的方法高效回收精餾殘渣中的有效成分醋酸,而且使生產聚乙烯醇合成階段產生的廢堿液得到高效利用,在降低企業生產成本的同時,也讓尾氣得以無污染綠色排放。本方法主要包括輕重組分分離、輕組分冷卻及廢氣堿洗和水洗等步驟。
二、精餾殘渣中醋酸的回收
精餾殘渣來自副產物以及未反應的原料等,一般具有易燃性、腐蝕性和高毒性,如不能得到有效利用和處置,可能會對環境造成污染[2]。為了解決精餾殘渣中有效成分醋酸回收問題,通過設置包括殘渣罐、U 型管、冷凝器、真空機組、餾出槽、餾出液送出泵、殘渣池、堿洗塔、堿液循環泵、引風機、乙炔氣洗滌塔和堿液補加泵的裝置,按照輕重組分分離、輕組分冷卻、廢氣的堿洗和水洗等過程完成。圖1 為該裝置流程圖。
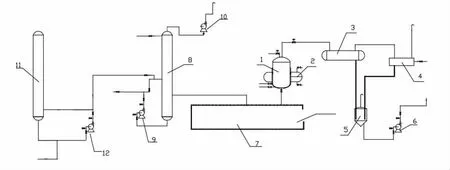
圖1 精餾殘渣有效成分回收與廢氣綜合處理裝置簡圖
將精餾殘渣從殘渣入口加入殘渣罐中,真空機組將殘渣罐抽為負壓,控制U 型管以及夾套溫度,使輕重組分分離,重組分包含焦油、阻聚劑對苯二酚和對苯醌等,夾帶少量醋酸,輕組分主要為醋酸和水。殘渣罐壓力由真空機組控制為-45 kPa,殘渣罐溫度由U型管以及夾套所通入蒸汽量控制,一般為110 ℃。輕組分進入冷凝器,醋酸蒸汽被冷凝為醋酸液滴,經冷凝器液相出口、冷凝液入口進入餾出槽,由餾出液送出泵將液態醋酸送回收工段進行循環利用;冷凝器通過循環水進行冷卻,水溫在25 ℃左右;冷凝器氣相入口處輕組分溫度在110 ℃左右,冷凝器液相出口處冷凝液溫度在50 ℃左右。
三、廢氣綜合處理
電石生產乙炔過程中生成的乙炔氣,工業凈化多采用次氯酸鈉,通過氧化反應進行凈化[3]。中和反應過程結束后,過量的氫氧化鈉與廢堿液通常被直接排入污水處理系統,造成了氫氧化鈉溶液的浪費。精餾殘渣經分離后的重組分進入殘渣池,渣漿中混有的醋酸氣體經殘渣池尾氣入塔口進入堿洗塔下部,與通過堿液入塔口所加的堿液相混合,發生酸堿中和反應,實現對合成工段產生的廢堿液的循環利用,未反應完的醋酸氣體再經過堿洗塔上段無離子水冷卻后,由引風機抽走。通過廢堿液對重組分中醋酸氣體處理后,渣漿廢氣中醋酸鈉含量降低到8%左右。
四、結語
通過對醋酸乙烯生產過程中精餾殘渣成分的有效利用和廢氣綜合處理,不僅實現了精餾殘渣中醋酸的回收,同時也讓廢堿液得到有效利用,減少了污染物的排放,醋酸的回收率可以提高至88%,廢氣中醋酸含量降低至約8%。殘渣蒸發罐采用減壓蒸餾的方法可以節約蒸汽1 t/h。