基于云服務器的經編機數據管理系統設計
2022-08-04 03:42:38鄭寶平蔣高明
紡織學報 2022年7期
鄭寶平, 蔣高明
(江南大學 針織技術教育部工程研究中心, 江蘇 無錫 214122)
經編機數據管理是經編企業正常運作的重要組成部分[1]。主要包括經編機運行狀態的監控,生產計劃的安排,產品質量的控制以及設備信息的安全等。傳統的經編機數據管理主要通過人工手寫、卡片記錄統計以及U盤拷貝等方式進行,該方式管理數據具有滯后性,且數據安全性低、準確性差,不易管理[2]。這種數據管理方式已不適用于現今的經編生產環境。隨著互聯網技術的不斷應用與創新以及行業信息化的不斷發展[3],經編機數據管理具備了新的管理理念與技術內容。
目前,互聯網技術在經編機數據管理上的應用研究也逐步深入。馮勇等[4]利用傳感器采集經編機的生產數據,通過紫蜂模塊將生產數據臨時保存在本地數據庫上,然后利用互聯網技術將經編車間數據上傳至服務器。夏棟等[5]提出了一種基于ARM(advanced RISC machine)的經編生產數據實時采集系統,對經編機數據采集模塊進行設計分析。朱啟等[6]通過企業內部局域網設計了基于瀏覽器/服務器模式(B/S)結構的MES管理系統,實現經編車間的網絡化管理。章國青等[7]應用STM32的數據采集終端采集經編機的運行及生產數據,通過阿里云DataV數據可視化平臺對數據進行展示。從查閱文獻可知,對經編機數據管理的研究主要從生產數據采集及數據顯示等方面進行,這些研究對提高經編企業的信息化程度具有重要意義。但文獻并未對經編機數據進行系統化分類,與經編機主控系統集成度低,應用外接采集終端采集的數據會產生時滯和偏差,且對經編機控制數據及工藝文件的管理尚不成熟,并未實現經編機數據全面系統化管理。
本文提出的一種基于云服務器的經編機數據管理系統,是以云服務器作為數據管理平臺。云服務器可實現計算資源的即開即用和彈性伸縮[8]。本文通過對云服務器平臺和主控系統的設計,實現經編機數據全面、高效以及安全的管理目的。
1 經編機數據管理原理
1.1 經編機數據模型
經編機設備包括主體機構及送經、橫移、牽拉等組件[9],在系統數據管理時主體機構數據包括靜態對象屬性、過程對象屬性、配置數據;組件信息模型數據主要為送經、橫移、牽拉靜態和過程對象屬性集,其數據結構模型如圖1所示。

圖1 經編機數據模型
在對經編機數據管理過程中,靜態對象集為經編機固有屬性,一旦配置完成不再改變,這類數據集亦可稱為經編機初始化數據,初始化后可上傳至云服務器保存。過程對象屬性集為經編機生產過程動態屬性,該屬性隨編織過程時間、經編機狀態等變化而實時改變,這類數據需要實時與云服務器進行交互,以實現云服務器數據實時更新,達到經編機數據高效管理性能。配置屬性集為經編機客戶端與云服務器之間數據交互的聯網參數,包括網絡IP地址、端口等參數。按照數據模型進行分類管理,是實現經編機數據管理系統設計的重要前提。
1.2 數據管理系統原理
為實現經編機高效、安全的管理模式,設計了一套基于云服務器的數據管理系統,控制原理如圖2所示。
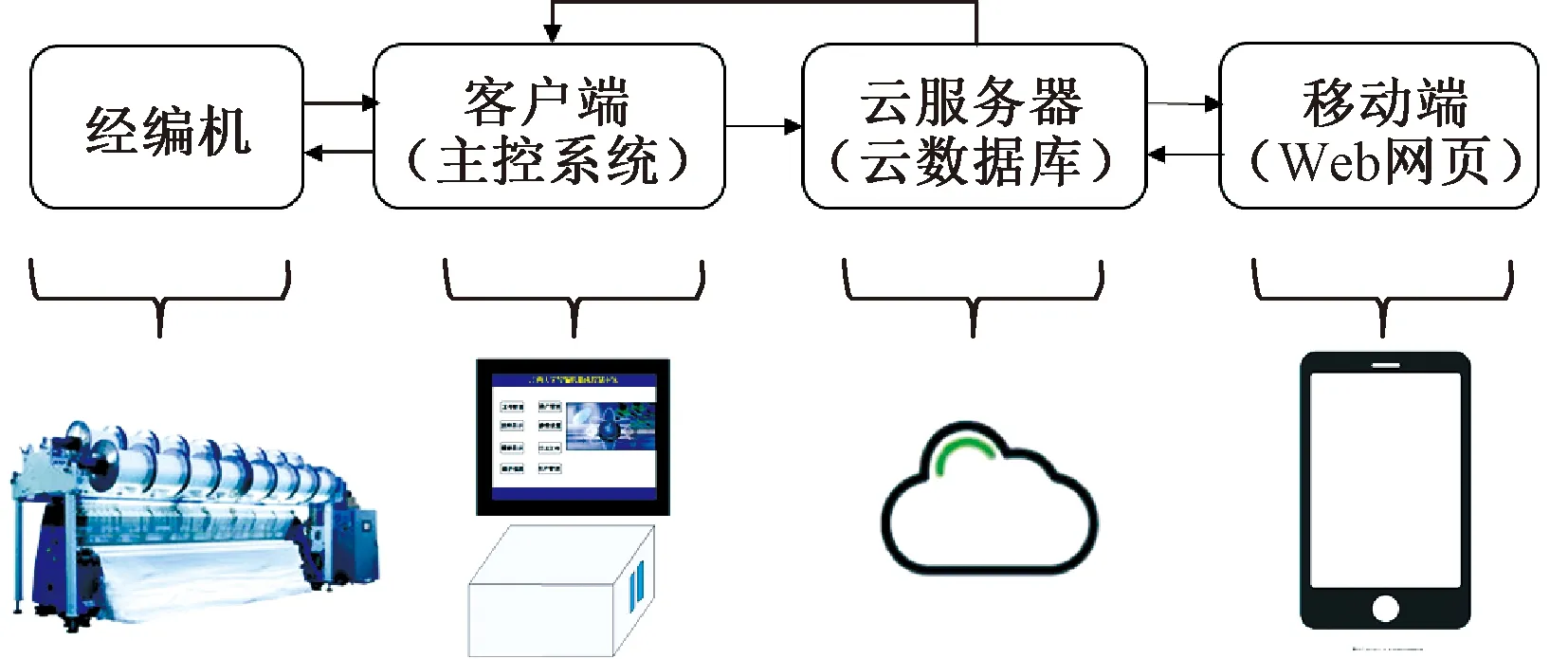
圖2 經編機數據管理系統原理
經編機編織過程中,主控系統通過主軸編碼器采集經編機運行數據,如機器速度、主軸角度等,并將采集數據進行實時運算,進而控制經編機送經、橫移、牽拉以及主電動機等進行相應編織動作。相對于云服務器,主控制系統屬于客戶端,客戶端通過互聯網與云服務器進行數據交互,實時向云服務器中的數據庫發送經編機編織各項數據,實現生產數據的遠程傳輸;同時,云服務器可以實時向客戶端執行部分操作,實現系統的遠程控制;另外,通過對云服務器FTP(文件傳輸協議)的運用,實現工藝文件的遠程傳輸,能夠快速、便捷、安全地進行工藝更換。當數據在云服務器交互后,通過移動端(Ipad、手機等)對云服務器數據進行訪問,采用Web網頁執行經編機數據的實時展示,實現了經編機數據的遠程管理。Web網頁的設計是采用C#編程軟件的ASP.net模塊實現。
在整個控制過程中,互聯網的應用是連接主控系統和云服務器的橋梁,不需要其他的中繼器或網關,不但節約成本,而且更便捷,無需額外通信協議。
2 云服務器系統設計
2.1 云服務器選型與配置
云服務器是經編機數據管理的應用平臺,系統云服務器供應商為阿里云,定制云服務器時需要考慮實際應用場景和需求。云服務器配置參數首先考慮CPU性能,其代表云服務器的運算能力。系統配置型號為Intel(R) Xeon(R) Platinum 8269CY CPU@2.50 GHz/2核。相較傳統服務器,根據CPU利用率情況,云服務器后續可以自由方便地擴展CPU核數。
內存是數據的中轉站,內存大小是決定云服務器緩沖速度的重要因素。云服務器可以在初選內存條件下測試內存的利用率,進行相應擴展或縮容。測試系統配置內存為4.0 GB。
網絡帶寬的大小能夠影響客戶端(經編機主控系統)和云服務器之間的交互。帶寬的配置取決于經編機數據管理類型、結構和訪問等。由于經編機數據管理系統主要是數據和文本的傳輸,很少涉及圖片和視頻的傳輸,帶寬無需設置過大。與其他硬件資源相比,網絡帶寬更昂貴。本文系統配置網絡帶寬4 M,實際需求可根據系統性能進行調整。
硬盤是存儲數據的地方,硬盤的大小要根據經編機的數據大小決定,該系統選用硬盤為80 GB。
為適合大眾操作習慣以及直觀的操作界面,操作系統配置Windows系統。另外,在云服務器所在的地方,最好選擇目標用戶所在的區域,這樣網站可以更快地打開。
2.2 云數據庫設計
云數據庫是用于數據存儲、分類、展示的應用系統,支持復雜數據查詢,并有強大的可視化管理工具,能夠輕松管理數據[10]。
數據庫設計時需要統一數據表建表規范,尤其是各數據類型與字節數,若數據類型或字節數出錯,會導致服務器和客戶端數據交互錯誤。
圖3示出經編機過程數據云數據庫設計方案。包括編織過程中動態變化數據,如機器速度、機器狀態、產量、班次、停車次數、生產效率、送經量、牽拉密度以及當前橫移橫列等,這些數據需要實時進行刷新交互。由于數據較多,圖中數據只展現建表規范,未列出所有過程參數。

圖3 過程數據云數據庫設計方案
經編機靜態數據庫包含主機屬性(如機號、機寬、機型等)、送經參數(如送經軸數、送經減速比等)、橫移參數(如梳櫛橫移角度、梳櫛累計最大移針量等)以及牽拉參數(牽拉減速比、牽拉輥直徑等)等,其建表規范與圖3一致。
2.3 文件傳輸搭建與設計
在實際應用中,經編機數據繁多,雖然通過云數據庫可以全部建表管理,但有部分數據相互之間影響較大,且具有整體性,若進行拆分建表,對數據管理直觀性較差。為保證數據文件的完整性,應采用文件傳輸方式執行。
2.3.1 文件傳輸平臺搭建
目前在Windows操作平臺,云服務器與客戶端之間文件傳輸采用FTP具有很大優勢,這是由于FTP文件傳輸效率非常高[11]。FTP服務器用于存儲文件,用戶可以使用FTP客戶端通過規范協議訪問位于FTP服務器上的資源,進而實現文件遠程傳輸。
圖4示出FTP服務器和客戶端文件傳輸規范,當主控系統需要訪問云服務器存儲的文件,此時云服務器內搭建的為FTP服務器,主控系統為客戶端。當云服務器需要訪問主控系統存儲的文件,此時主控系統運行的是FTP服務器,而云服務器運行客戶端。從而實現經編機文件雙向傳輸。
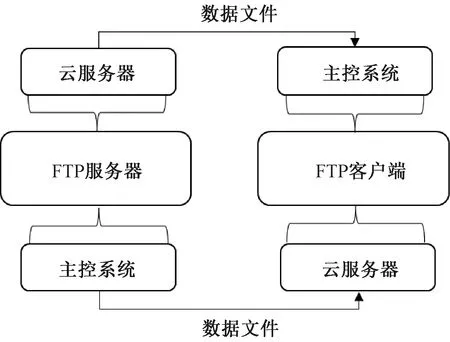
圖4 FTP服務器和客戶端文件傳輸規范
在對FTP服務器搭建配置時,可執行FileZilla應用系統進行快速、便捷的FTP搭建。FTP客戶端需按照協議設計系統對文件進行訪問。
2.3.2 文件傳輸方案設計
在經編機數據管理系統文件傳輸功能應用方面,主要是對工藝文件的傳輸。工藝文件涉及產品的諸多敏感信息,對于新開發產品,工藝文件安全性尤為重要。傳統采用U盤拷貝方式經手人較多,容易產生工藝泄漏。而通過FTP遠程傳輸,實現云服務器和主控系統直接對接,工藝員可以直接將設計的工藝上傳至FTP服務器,主控系統直接訪問提取,無需中間拷貝環節,安全、快捷、可靠。
為展示文件傳輸設計方案,本文以工藝文件傳輸為例。工藝員在設計軟件時對工藝墊紗數碼進行設計,還對工藝其它參數進行設計,包括原料、整經、穿紗方式等。完成設計之后,將導出一個上機文件,工藝員將導出上機文件放至FTP服務器指定文件夾內(如D:/1001/工藝數據),編號為1001經編機主控制系統定時訪問FTP服務器相應編號指定文件夾,并提取內部文件,實現工藝文件的遠程傳輸。經編機其他文件的傳輸亦可按照此方式進行。
3 經編機主控系統設計
3.1 數據交互通信建立
在經編機數據管理系統中,主控系統屬于數據交互客戶端。欲實現云服務器與客戶端數據交互,需使雙方建立通信。
主控系統與云服務器數據交互包括參數的傳輸和文件的傳輸,其中參數傳輸是與云數據庫建立通信連接,文件傳輸是與FTP服務器建立通信連接,2種通信連接方式存在差異,需分開設計。
3.1.1 ADO通信技術
主控系統與云數據庫通信連接有標準連接規范。首先,創建對象連接,采用的是ADO(ActiveX Data Object)技術,該技術可直接與數據庫連接,無需創建數據源,屬于數據庫訪問的高層接口[12]。
然后打開云數據庫進行連接,操作代碼如下:m_pConnection->Open("Provider=SQLNCLI10;Server=127.0.0.1;Database=KTCMachine;uid=sa;password=******","","",adModeUnknown).
其中,Provider為數據庫類型,Server為云數據庫IP地址,Database為云數據庫表的名稱,uid、password分別為連接的云數據庫帳號和密碼。
由于經編機數據需要實時傳輸,主控系統需要與云數據庫保持通信,同時防止網絡中斷等導致主控程序堵塞而致系統崩潰,在對主控程序設計時,需要為云數據庫通信另外開辟一條獨立線程,實現主控程序順暢運行。
3.1.2 FTP通信協議
與數據庫通信不同,主控系統與FTP服務器通信必須創建一個對象,并創建初始化網絡會話。通過調用會話類里面的函數建立一個FTP連接,連接到FTP服務器。
pConnection=pSession->GetFtpConnection(m_strFtp,m_strName,m_strPwd).
其中,m_strFtp為FTP服務器IP地址,m_strName和m_strPwd分別為FTP服務器登錄帳號和密碼。
當通信建立以后,主控系統采用查詢方式訪問FTP服務器對應路徑下資源文件,并對文件進行提取。同理,云服務器亦可以相同方式訪問主控系統文件資源。
3.2 控制參數的封裝設計
主控系統控制經編機編織,需要對經編機橫移、送經以及牽拉等機構的運動進行控制,以達到各機構的協同動作,這些數據可劃分為控制參數。欲實現控制參數的管理,需要對此類參數進行封裝設計。
3.2.1 橫移控制參數
橫移控制參數中最基本也是最重要的是橫移起止角度參數,該參數控制梳櫛進行針前墊紗、針背墊紗的起始和終止時間[13]。
經編機橫移起止角度根據機器型號的不同會有一定差異,但是一般經編機配置(主軸零位、梳櫛數等)確定,各梳櫛橫移角度亦無需更改,這類參數在系統運行過程與云服務器無需實時交互。當橫移角度確有微調變動,可通過點擊事件進行傳輸更新。由于主控系統在設計橫移控制方式時已定義各橫移角度的類型和字節數,可以采用二進制文件封裝方式對梳櫛橫移角度進行封裝,這類封裝方式數據結構直觀,不會造成有效位的丟失,并且儲存實型數值更節省空間。
橫移控制策略參數屬于橫移系統的優化參數,本文系統采用的PID控制策略,主要包括比例、積分、微分等參數,這類參數與梳櫛橫移起止角度類似,亦可采用二進制文件封裝。
橫移控制里面另外一類重要控制數據為橫移速度規劃曲線,這類參數直接影響經編機梳櫛橫移的穩定性和響應性能。
速度規劃曲線可由式(1)五次多項式公式推導,電動機運動角位移與時間(t)關系函數為
θp(t)=c0+c1t+c2t2+c3t3+c4t4+c5t5
(1)
式中,c0,c1,c2,c3,c4,c5為常數。
對θp(t)求導,得速度曲線函數:
vp(t)=c1+2c2t+3c3t2+4c4t3+5c5t4
(2)
根據梳櫛墊紗運動特點計算得到五次多項式速度規劃曲線函數:
(3)
式中,θ為梳櫛墊紗電動機運動角位移,rad。
由速度規劃曲線函數可以看出,速度規劃曲線與針前或針背墊紗電動機角位移和橫移時間有關,而墊紗運動是由工藝組織決定,橫移時間隨經編機速度變化而變化,因此,速度規劃曲線函數屬于動態變化數據。同時,針對不同的要求,速度規劃曲線也可以是其他函數,如正弦函數、修正梯形函數以及勻加減速函數等。
針對這類控制參數,本文系統設計了一種數據表封裝方法。將速度規劃曲線按照時間t進行均等劃分,分成n等分,然后跟速度規劃曲線函數進行擬合,得出速度與時間數據表。而電動機運動角位移和針前或針背橫移時間為系統變量,運動指令根據變量在線計算。數據管理系統只需管理函數數據表,上位機程序負責調用數據表進行函數計算擬合。
3.2.2 送經和牽拉控制參數
送經控制參數是控制送經電動機轉速以實現供紗編織運動,主要包括盤頭外周長、內周長及圈數等參數。隨著機器速度的變化,單位時間內送出紗線量也需跟隨變化,送經電動機轉速需跟隨主軸做相應調整[14]。編織過程中,主軸與從軸(送經電動機)之間傳動比公式為
(4)
式中:nm為主軸轉速,r/min;ωs為送經電動機轉速,r/min;Ry為盤頭外徑,mm;Fz為送經量,mm/臘克;ir為送經電動機與經軸的減速比。送經量Fz、送經電動機與經軸的減速比ir設置好后不再變化。
繞在盤頭上紗線半徑變化是由送經控制參數所決定,其函數關系式為
(5)
式中:qd為當前盤頭紗線圈數;qs為初始設定盤頭紗線圈數;cs為初始設定盤頭外周長,mm;cb為盤頭內周長,mm。
從上述計算公式可以看出,送經控制參數在控制送經過程中都參與了相應環節的計算,任何一個參數的改變都會導致計算結果的變化。同時,部分參數需要在現場根據生產環境而設置。為了保證送經控制參數的整體性,本文系統設計了ini配置文件(initialization file)封裝方法,這樣程序對外是開放的,當程序需要修改一些參數時無需修改程序代碼本身并重新編譯,可以根據需要進行必要的配置。
牽拉控制參數與送經控制參數類似,故可以采用同樣的封裝方式進行。
4 系統性能測試與分析
為了驗證系統創新性的設計在經編機數據管理上的優越性,對系統進行測試,并對編織過程中采集到的經編機數據進行分析。
4.1 數據管理系統測試
4.1.1 測試平臺搭建及測試原理
測試平臺硬件組成及系統功能見表1所示。

表1 測試平臺硬件名稱及功能
為方便進行管理,將測試用的6臺經編機進行編號,編號為1001-1006。
本文重點是設計了一種基于云服務器的經編機數據管理系統,因此,測試的目的是展示該管理系統對經編機數據管理的優化程度。采用云數據庫讀取和Web網頁技術顯示的方式查看經編機數據實時狀態,并實現工藝數據和封裝文件的遠程傳輸,分析對于實際生產過程的經編機數據管理性能。
4.1.2 測試內容與步驟
1)準備好測試所需硬件,確保經編機系列組(編號:1001-1006)網絡通暢,配置好云服務器信息,安裝好數據庫和FTP服務器,搭建好測試平臺。
2)將設計好的主控系統程序載入經編機控制系統,在云數據庫按照經編機數據模型建立數據庫表,搭建FTP服務器文件庫(包含工藝數據文件庫、配置數據文件庫),并與云服務器(云數據庫、FTP服務器)建立通信連接。
3)通過對云數據庫數據進行整理分析,將部分生產數據使用Web網頁技術用于實時顯示,測試生產數據遠程監控管理。
4)將工藝文件導入FTP服務器文件庫,測試工藝文件載入經編機主控系統情況。從配置數據文件庫測試經編機主控系統上傳配置數據狀況。
5)對主控系統和云服務器交互數據進行分析,得出實驗結論。
4.2 系統性能分析
4.2.1 數據與文件傳輸性能分析
圖5示出Web網頁顯示的經編機系列組生產數據(由于數據較多,只顯示部分數據作為測試),經過與經編機主控系統實際顯示數據對比,云服務器監測到的數據與實際生產數據吻合,且更新具有實時性,能夠快速準確實現經編生產管理。

圖5 Web網頁顯示經編機系列組數據
當工藝員設計好經編機工藝(工藝名稱:W型提花.wkc)時,將工藝文件直接放入搭建好FTP服務器工藝文件數據庫(編號:1001),如圖6所示。

圖6 FTP服務器工藝數據
從相應的經編機(編號:1001)控制系統查看工藝文件,經編機主控系統已獲取云服務器上的工藝文件,并可直接用于生產,實現了經編工藝的遠程傳輸功能。
同時,從云服務器配置數據路徑中查看主控系統封裝的文件信息,云服務器已獲取主控系統封裝的文件,且獲取的文件可實時更新。能夠對現場生產的經編機數據進行備份管理,既防止了經編機硬件損壞導致數據的丟失,又能快速查看經編機相應模塊配置數據,使經編機數據管理更加高效化。
4.2.2 云服務器性能分析
對云服務器性能進行測試主要包括數據庫并發能力、系統響應時間和網絡吞吐量等。
數據庫并發能力指最大同時連接經編機客戶端數量。經過測試,數據庫最大能支持客戶端并發連接數可達到32 767個,對于經編機數據管理的應用足夠。Web網頁設置2 s刷新頁面可與經編機實時數據同步,能夠達到系統響應要求。
當測試的經編機系列組同時與云服務器數據庫進行數據交互時,如圖7、8分別示出云服務器實時網絡吞吐量和CPU利用率。從圖7分析出數據吞吐量最大在200 kbps左右,而系統配置的網絡帶寬為4 M。從圖8分析出系統配置的CPU利用率最大在10%左右,利用率較低。因此,通過測試分析出系統配置的網絡帶寬和CPU性能都能滿足客戶端軟件需求,系統穩定性好。

圖7 云服務器實時網絡吞吐量
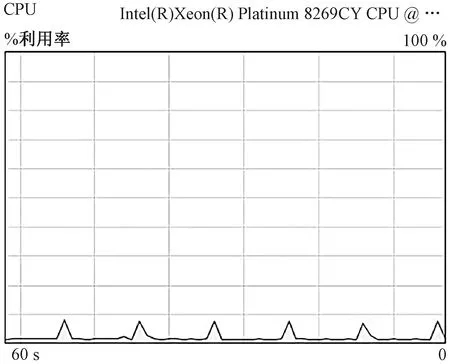
圖8 云服務器實時CPU利用率
5 結 論
采用云服務器對經編機數據進行管理已得到成功應用。云服務器平臺的應用不但免去了采購計算機硬件以及大量人力維護成本,同時還能享受到專業、高質量服務,提升運維效率。云服務器的鏡像功能可以大幅提升經編機數據的安全性能。
1)通過對云服務器進行系統配置,搭建了數據管理平臺,根據經編機數據模型在云服務器平臺設計了云數據庫表,并搭建了FTP服務器,設計了文件傳輸方案。
2)對橫移、送經及牽拉數據進行計算分析,設計出二進制文件、數據表以及ini配置文件封裝方案,實現主控系統與云服務器數據交互通信。
3)通過對云數據庫表中數據處理,采用Web網頁動態實時顯示經編機數據,實現經編機遠程監控,獲取的經編機數據穩定可靠。
4)經編機工藝文件快速安全載入主控系統,實現工藝文件的遠程傳輸,并且主控系統封裝的配置文件完整有效地上傳至云服務器,保證了經編機數據完整性,安全性。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(2017年9期)2017-09-26 03:41:45
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
