聚酰胺66 高強工業絲紡牽聯合機及生產工藝探討
2022-08-08 15:22:08任玉國RENYuguo
價值工程 2022年23期
任玉國REN Yu-guo
(北京中麗制機工程技術有限公司,北京 101111)
0 引言
生產聚酰胺的起始原料主要來自石油,少量來自煤和植物原料。聚酰胺66 作為聚酰胺主要品種之一,具有強度高、耐摩擦、耐高溫、耐腐蝕等特性,綜合性能較好,需求量占全球聚酰胺產品的比重為44%。中國聚酰胺66 產能逐年增長。目前只有國外幾家公司擁有成熟的聚酰胺66生產技術,包括日本旭化成公司和美國杜邦公司。該產品與聚酰胺6 相比較,具備良好的機械強度、剛度、耐熱和耐磨性,以及良好的抗蠕變性能及較低的干熱收縮率等優勢,在車輛、無人機、電子電氣中有著很廣闊的應用領域,并有著很好的市場發展前景。目前,國內企業生產聚酰胺6 工業絲的裝備及工藝已經相對成熟,但國內用戶紡制錦綸66 工業絲的技術還不太成熟。而國內企業紡制聚酰胺66 工業絲的工藝仍不很完善。
1 聚酰胺66 高強工業絲紡牽聯合機的工藝流程和設備特點
1.1 聚酰胺66 高強工業絲紡牽聯合機的工藝流程
聚酰胺66 高強工業絲紡牽聯合裝置的主要工藝是:干切片→轉鼓固相增黏→紡絲料倉→螺桿擠壓機熔融擠壓(帶氮氣保護)→纏繞螺線加熱熔融液體輸送→紡絲技術熔融液體計量→組件噴絲頭→緩冷裝置→組合式過熱蒸汽噴射、單體吸收裝置→驟冷裝置→甬道加濕裝置→唇式上油系統→喂入熱輥+分絲輥→第一對低溫牽伸輥→第二對中溫牽伸熱輥→第三對高溫牽伸熱輥→第四對高溫牽伸定型熱輥→松弛定性部件→調張力導盤→網絡器→高速卷裝。
1.2 原料
聚酰胺66 切片:美國英偉達,編號:U4800 原生切片,相對粘度為2.7,熔體密度1.15g/ml,熔點252℃,平衡吸水率2.5%。25 公斤/包。
1.3 聚酰胺66 高強工業絲紡牽聯合一體化設備技術參數和規格如圖1、表1
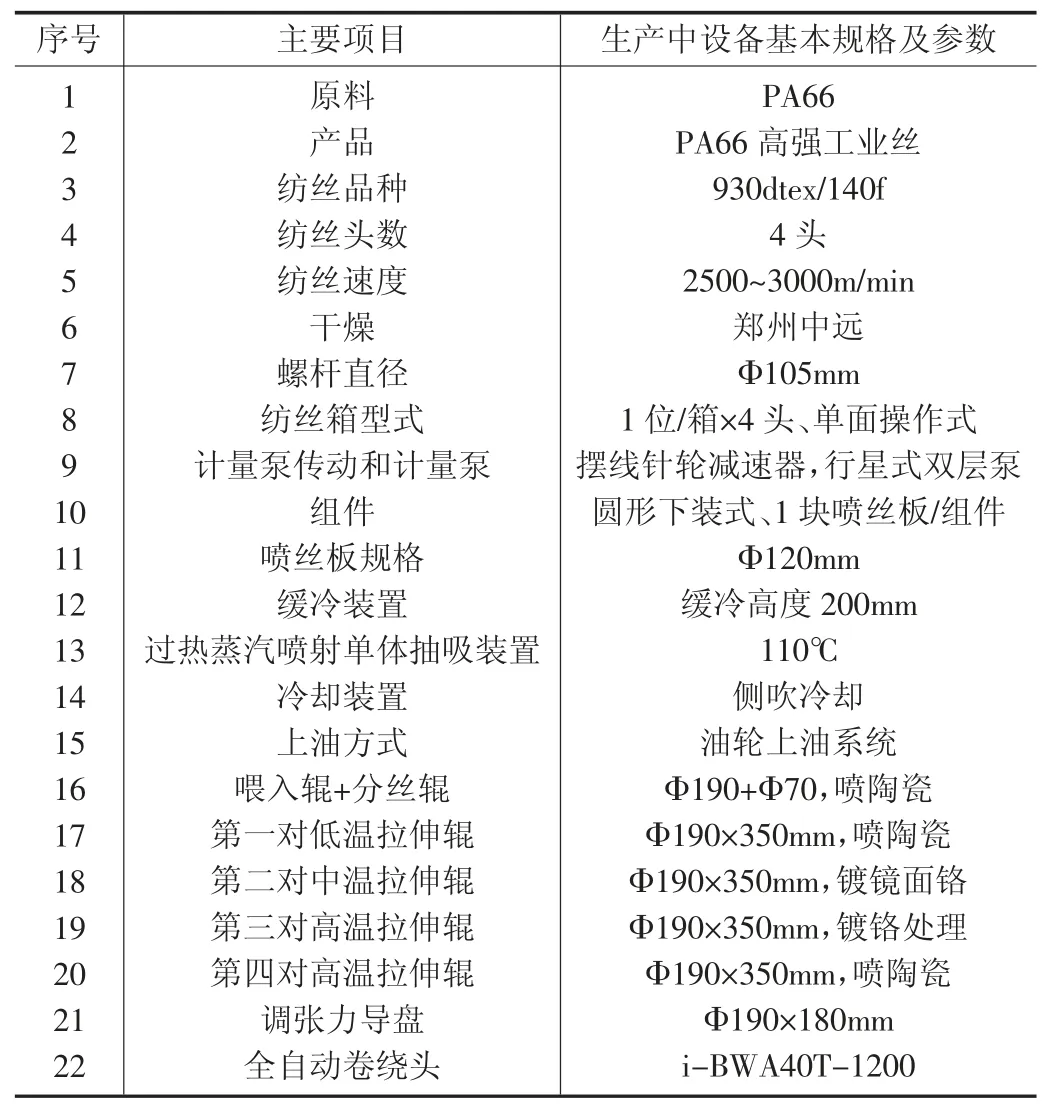
表1 聚酰胺66 高強工業絲紡牽聯合設備技術參數
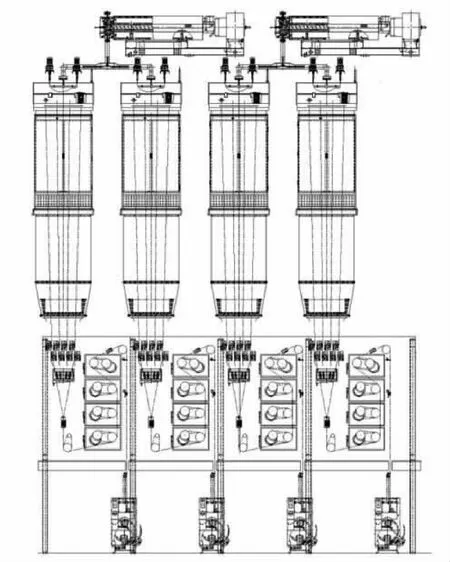
圖1 全機布置圖
1.4 設備形式及技術特點
1.4.1 公用工程設備
空壓機的選用:一般選用高效節能變頻式的螺桿壓縮機,因為此種形式加壓機安全性最高。而且螺桿壓縮機元件較少,無明顯的易損件,且延壽長。恒壓供氣,視工況產氣。同時從使用上維護起來比較方便。此種螺桿壓縮機有較高的自動化水平,動力平衡性強。由于螺桿式壓縮機無不平衡慣性力,能夠穩定地高速運行,也適用于移動式壓縮機,重量輕、穩定性好、占用面積小,環境適應性較強,壓力露點溫度在-20℃。設置了空壓機的節能監測裝置,并安裝了干燥機聯控職能系統,與空壓機配套操作,降低了能耗。
保持管網壓力波動穩定,并控制空壓機的加卸載,設置了節能輔助柜。流量計算監控管理模塊實時自動監控壓縮空氣控制系統的流速、氣壓、露點數據。選用一臺22kW的空壓機,在制造時確定工作壓力為7bar。為滿足這一壓縮空氣潔凈標準,其推薦配置如圖2 所示。
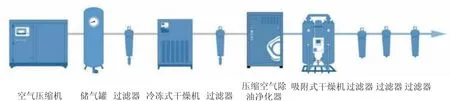
圖2 空壓設備布置圖
空調的選用:復合式空調,一樓環境進風28000Nm3/h,熱輥冷卻風6000Nm3/h,環境回風41000Nm3/h;二樓側吹風20000Nm3/h;三樓:環境回風12000Nm3/h。根據生產工藝要求,擬選擇空調機規格如下(4.0+4.0)×104m3/h 復合空調機組1 臺,空調機組所需冷量約50×104Kcal/h,裝機容量90kW。
真空轉鼓干燥器:鄭州中遠干燥系統FKT310 系列、固相增粘系統,使用低溫催化劑,無氫耗氨氣凈化系統。采用低露點除濕系統。干燥溫度75℃,干燥時間4~6 小時,干燥能力0.6 噸/小時。增粘后相對粘度3.4。
1.4.2 螺桿擠壓機
螺桿具有三段有效長度,分別為輸送段、壓縮段、計量段。第一段是輸送段,原料在此處控制不能被塑化,但要達到預熱溫度,且原料受壓擠實,主要完成輸送任務。第二段是壓縮段,此段前后具有一定的壓縮比例變化,螺槽體積漸變,由大逐漸變小,并且加熱溫度要達到物料的塑化程度,此處對物料產生壓縮,完成塑化的物料進入到第三段。第三段是計量段。此處物料達到塑化溫度,同時能夠定量地、準確地輸送熔體物料,以供給擠出頭,此時溫度不能低于塑化溫度。聚酰胺66 切片需要耐磨性高的螺桿,所以選擇了耐磨性很強而且淬透層深的材質,采用了高耐磨的萊氏鉻鋼,此類鋼中包含17%足有的耐磨性強的萊氏體碳化物。用這種鋼材生產的螺桿,表面硬度達到了HRC60-62(HV700-800),并且帶有非常深的可淬透性。當螺棱的表面磨損之后,重新露出的表面還是與以前的表面具有同樣的耐磨性。實踐表明,用這種鋼制成的螺桿在生產聚酰胺66 時,螺桿壽命比用氮化鋼制成的螺桿要高出數倍。螺套材料是在預先加工好的中碳鋼筒體或無縫鋼管上用離心澆注的方法澆鑄一層Xaloy101 合金,形成雙金屬的機筒。
在螺桿擠壓機參數選型時,選擇合適的螺桿直徑,螺槽深度至關重要。按所紡成品絲旦數和兩條螺桿擠壓機配套的4 個位、4 頭紡、紡速3000 米/分、后剩余拉伸倍數等計算產量。配套的拉伸卷繞機產量公式計算如下:
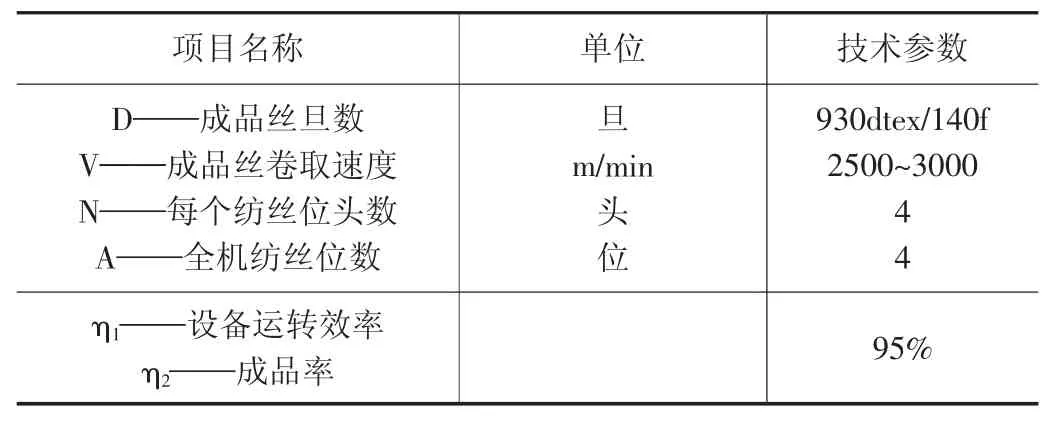
表2 聚酰胺66 高強工業絲紡絲生產技術參數表
按照設計的生產能力選擇擠壓機,首先要對螺桿擠壓機理論生產能力作出計算:
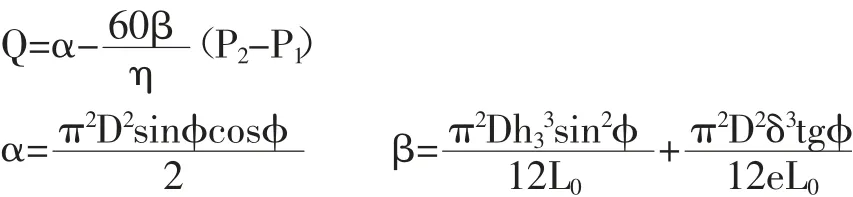
式中:Q—體積擠出量(cm3/min);
n—螺桿轉速(r/min);
P1—進計量段壓力(Pa);
P2—出計量段壓力(Pa);
α— 正流流量常數(cm3);
η—熔體黏度(Pa·S);
β—逆流和漏流流量常數(cm3);
L0—螺桿計量段長度(cm);
D—螺桿直徑(cm);
h3—計量段槽深(m)。
1.4.3 紡絲箱體
紡絲箱體采用的是一個位一個箱體的結構設計方式,箱體中包含內包括了二臺紡絲計量泵和四個紡絲設備部件。計量泵為一進二出的結構,流量為15cc/r ,拖動電機功率為1.5kW。
由于聚酰胺66 熔體極易結膠,因此紡絲箱體采用上下層的分體式,由下箱體與上箱體組成,縮短了熔體的停留時間,提高了熔體熱效應,也便于定期拆卸煅燒。上箱體主要包括熔體管路和金屬砂,電阻絲加熱介質,下箱體包括組件及導熱油。箱體內的熔體管道系統設計為全螺紋可拆卸的形式。聚酰胺66 熔體經過一種特別設計的管道配置網絡,直接進入紡絲技術箱體中,并在管道內設有靜態混合器元件,能將熔體充分混合均勻化,并以相等的時間和壓力降送入每一個紡絲泵的入口,而熔體分配管為夾套式構造并由熱媒進行保溫。
熔體在各個紡絲位置上的滯留持續時間、溫度、剪切速度與壓力分配必須均衡一致,在連接處無死角避免存料快速降解,并減少滯留點和死點。下裝式高壓自封圓型組件、紡絲箱都是由熱媒加熱保溫。并有熱媒溫度檢測點。在每個紡絲箱體上都設置有熔體壓力檢測點,以持續測量紡絲組件壓力,紡絲箱體外部由絕熱材料作為填充物的保溫隔熱罩保溫。
紡絲熔體通過熔體分配管路進入紡絲箱體。計量泵的主要功能是使熔體在高壓下連續不斷地精確地供應組件和紡絲。因為計量泵要達到很高的精密測量準確性,泵動傳動軸需經由永磁同步電機直聯擺線針齒減速機的控制、變頻調壓。每個泵彼此獨立控制傳動。傳動軸也能夠伸縮,傳動系統軸包括了萬向聯軸節和保險銷等保護裝置。
1.4.4 紡絲組件和噴絲頭
紡絲組件和噴絲頭是整個紡織流程中最關鍵的組件之一,紡絲組件結構設計為下裝弧形結構,主要由鎖緊螺母、壓蓋、熔體分配室、噴絲板、組件體、密封墊、不銹鋼珠、燒結金屬板,以及多層過濾網等組成。主要特征:內部組成由不銹鋼珠,燒結金屬板取代了原來的海砂和多層過濾網,燒結金屬板的過濾面積和體積要比海沙和多層過濾網多50%,通過不銹鋼珠過濾網可以防止原料和海砂很快結塊,使原材料在熔體分配室腔內的混勻時間比較充分,可以延長使用期限,從而保證了過濾組件傳熱均勻,增加熔體的均勻度;獨特的網封和自緊封確保組件不泄漏。組件內部傳熱均勻,增加了熔體的均勻度;由于熔體的黏度較高,因此采用了特殊的連線封和自緊密封確保組件不泄漏。
紡絲組件尺寸為:?120mm,噴絲板為140 孔。板面孔的排布形式與孔之間的間距的選取非常關鍵,在有限的板面上排布孔數,增大間隙并進行適當的布置。噴絲頭端面的小圓孔的布置方式要使每條單絲都要達到均勻一致的冷卻要求,并應使熔體流量、效率分配均勻,因此為保證每單條絲束都冷卻充分,絲在冷卻吹風的圓周方向上可以互相交錯,避免阻擋。在相同的冷卻要求下,絲束才能良好地冷卻。
1.4.5 緩冷裝置
為保證初生纖維的內外結構的一致性,并且為了避免聚酰胺66 熔體從噴絲板噴出后突然驟冷,產生內部大分子鍵的交纏,從而直接影響成型絲的整體硬度及強度,所以需要在噴絲板下設置延緩驟冷區,使聚酰胺66 熔體暫時在(220~250)℃的熱空氣保留一段時間而不至于急速冷卻,特別設計緩冷加熱器以起延緩驟冷效果的作用。
1.4.6 過熱蒸汽噴射單體抽吸裝置
聚酰胺66 切片中具有一定含量的單體和低聚物。這些單體和低聚物在紡絲過程中,在高溫下會以氣體形態隨熔體從噴絲孔中持續析出,在經過側吹風和環境溫度的冷卻作用下,會結晶并粘附在噴絲板比表面和側吹風的風網板表面,惡化了紡絲條件,造成斷頭率增加。所以在噴絲板下部設置復合式蒸汽及單體抽吸系統,該系統裝置使用110℃的過熱蒸汽以及高壓水噴射抽吸單體,同時還在吸嘴部位設置電加熱板,以確保單體沒有冷卻結晶并阻塞抽吸口。
1.4.7 絲束的冷卻裝置
側吹風的冷卻風溫彼此形成由高至低的階梯關系。側吹風所選擇的最大有效放風量長度為1500mm,而制冷設備對流體狀絲條的冷卻作用的好壞,對化纖材料的物理特性、成型化纖的工藝特性及其纖維的相關技術指數等都將造成直接影響。由于聚酰胺66 纖維熔體的粘度較高,所以對紡絲的工藝條件要求的也較為苛刻,若側吹風冷卻不理想(如側吹風的溫度過高或過低),因此一旦側吹風冷卻控制不到位時(如側吹風的溫度控制偏高或偏低),將對絲束的物理參數的強力變化也造成很大的影響。一旦側吹風冷卻裝置的吹風冷卻溫度過低,因纖維驟冷會發生纖維外表面快速固化,而纖維內核心卻仍然保持熔融狀態的現象,而出現纖維表層迅速地冷凝,但纖維的內部結構依然處于熔體狀態,使纖維形成皮芯清晰結構狀態,皮芯纖維因發僵、發硬,后道拉伸倍數會顯著降低并且強力下降;如果側吹風冷卻裝置溫度過高,因纖維冷卻不徹底,在制造過程中易使毛絲數量增加,而且在紡絲的卷繞流程中容易產生單絲纖維間的粘連現象,聚酰胺66 工業絲在紡制時,主風道壓力:600Pa 風溫通常調節為(17-25℃)±1℃。風速不均勻度≤±4%,平均相對濕度(75-85)±5%,最大風速0.5-1.0m/s。側吹風由制冷系統向側吹風裝置供應穩定、清潔的冷卻風。
1.4.8 上油裝置
采用可調節角度形式的油輪上油裝置設計:在拉伸裝置上部設有了油輪上油裝置,每組上油裝置采用雙油輪的結構設計,每組油輪設計為上下錯位夾縫式設計,保證絲束的整體表面都能充分上油,使每根單絲不交織或疊絲,從而克服了以前的絲束單邊上油的缺點,根據紡絲品種差異,變頻器精確控制油輪電機,從而控制油輪的供油量,使上油均勻。油輪表面吸附率0.4g/cm2。絲束將在經導絲裝置時會滴落部分油劑,由接油盒收集油劑,油盒采用可拆卸組合式設計。
生產聚酰胺66 粗旦工業絲時,由于絲束的單根絲數量較多,單絲纖度為4-9dpf,因此為了提高該絲束的上油均勻度,油劑必須選用煙霧量小、擴散性較強的油劑。
1.4.9 拉伸定形
聚酰胺66 絲束自上而下,經過油輪上油部件,對絲束表面進行上油,并經過預網絡器將絲束表面的油劑吹均勻,再經過剪絲吸絲器及導絲器,傳送至?190mm 喂入輥及?70mm 分絲輥,其輥殼表面為陶瓷。絲束在喂入分絲輥上纏繞3 圈,保持常溫狀態,作用是將初生的絲束握持住消除附加張力,并給予絲束一定的速度,速度為555m/min。然后傳送至第一對低溫熱輥,喂入分絲輥與第一對熱拉伸輥保持1∶1.02 的速比,使絲束保持一定的張力,并將絲束在第一對低溫熱輥表面穩定鋪開,并對絲束進行了低溫預加熱,溫度設定位75-85℃,紡速566m/min。
絲束在第一對低溫熱輥上纏繞5~6 圈后傳至第二對高溫拉伸熱輥,輥殼表面為陶瓷,第一對低溫熱輥與第二對高溫拉伸熱輥拉伸倍數為3.4 倍,溫度設定位200-220℃,紡速1924m/min。
絲束在第二對高溫拉伸熱輥上纏繞5~6 圈后傳送至第三對高溫拉伸熱輥,其輥殼表面為陶瓷,第二對高溫拉伸熱輥與第三對高溫拉伸熱輥拉伸倍數為1.5 倍,溫度設定位220-240℃,紡速2886m/min。
絲束在第三對高溫拉伸熱輥上纏繞5~6 圈后傳送至第四對拉伸定型熱輥,其輥殼表面為陶瓷,第三對高溫拉伸熱輥與第四對拉伸定型熱輥拉伸倍數為0.96 倍,溫度設定位180-200℃,紡速2770m/min。
絲束在第四對拉伸定型熱輥上纏繞5~6 圈后傳送至松弛加濕部件,達到為絲束松弛加濕作用。接著進入松弛導盤(φ190×180mm),輥殼表面為陶瓷,無加熱功能,起松弛消除張力作用。絲束在弛導盤纏繞后送至終網絡打結,打結后傳送至i-BWA40T-1200 系列卷繞裝置完成卷繞。
1.4.10 卷繞成形
采用北京中麗制機公司的新型摩擦輥主動式i-BWA40T-1200/4 型細卡盤全自動換裝筒高速卷繞頭。卷繞頭卡盤的錠長為1200mm,4 頭紡卷繞頭,動程250mm;紡絲卷裝速度為2500m~3000m/min,夾頭電機采用高速伺服型。
2 主要工藝參數
主要工藝參數見表3、表4。
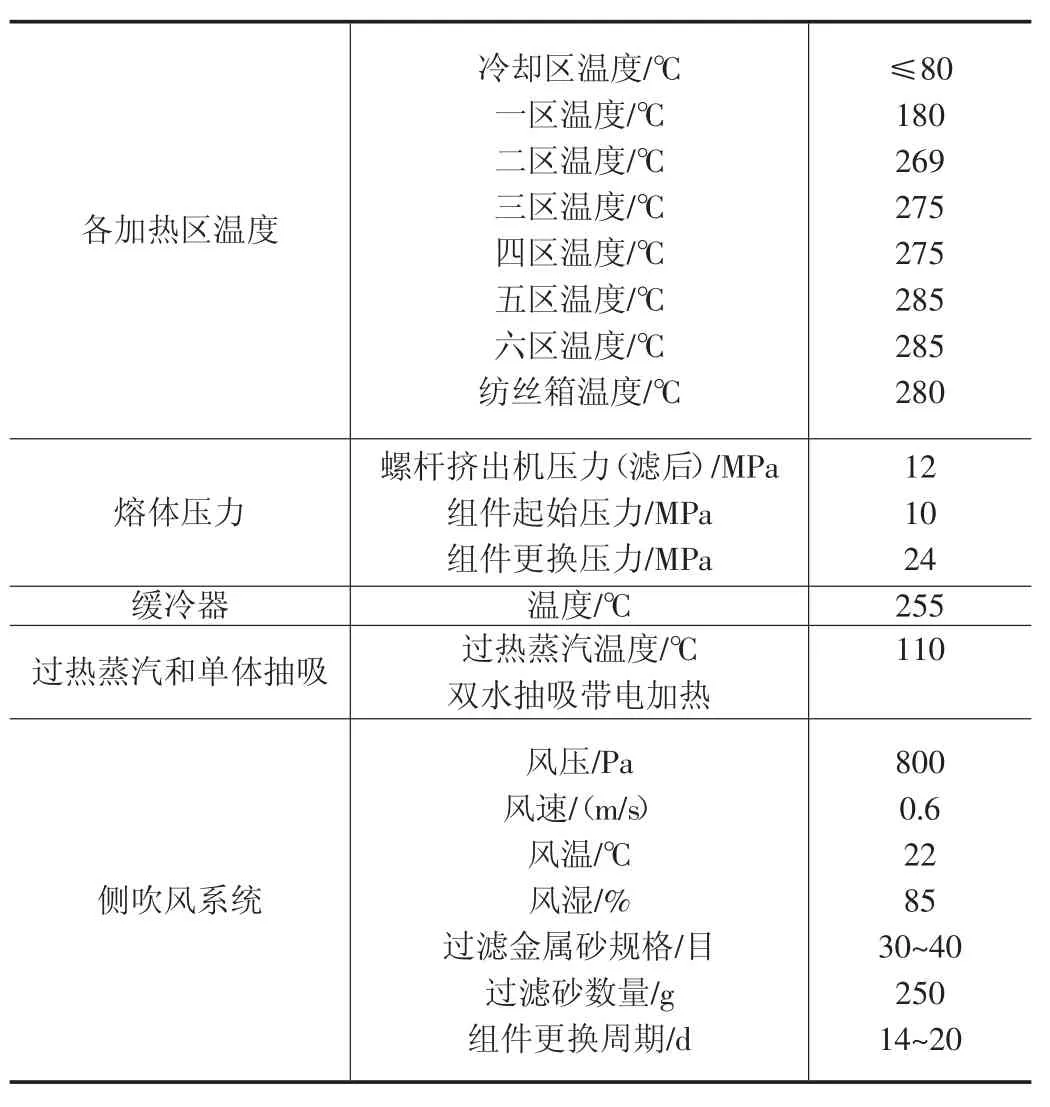
表3 典型產品纖維的紡絲工藝表
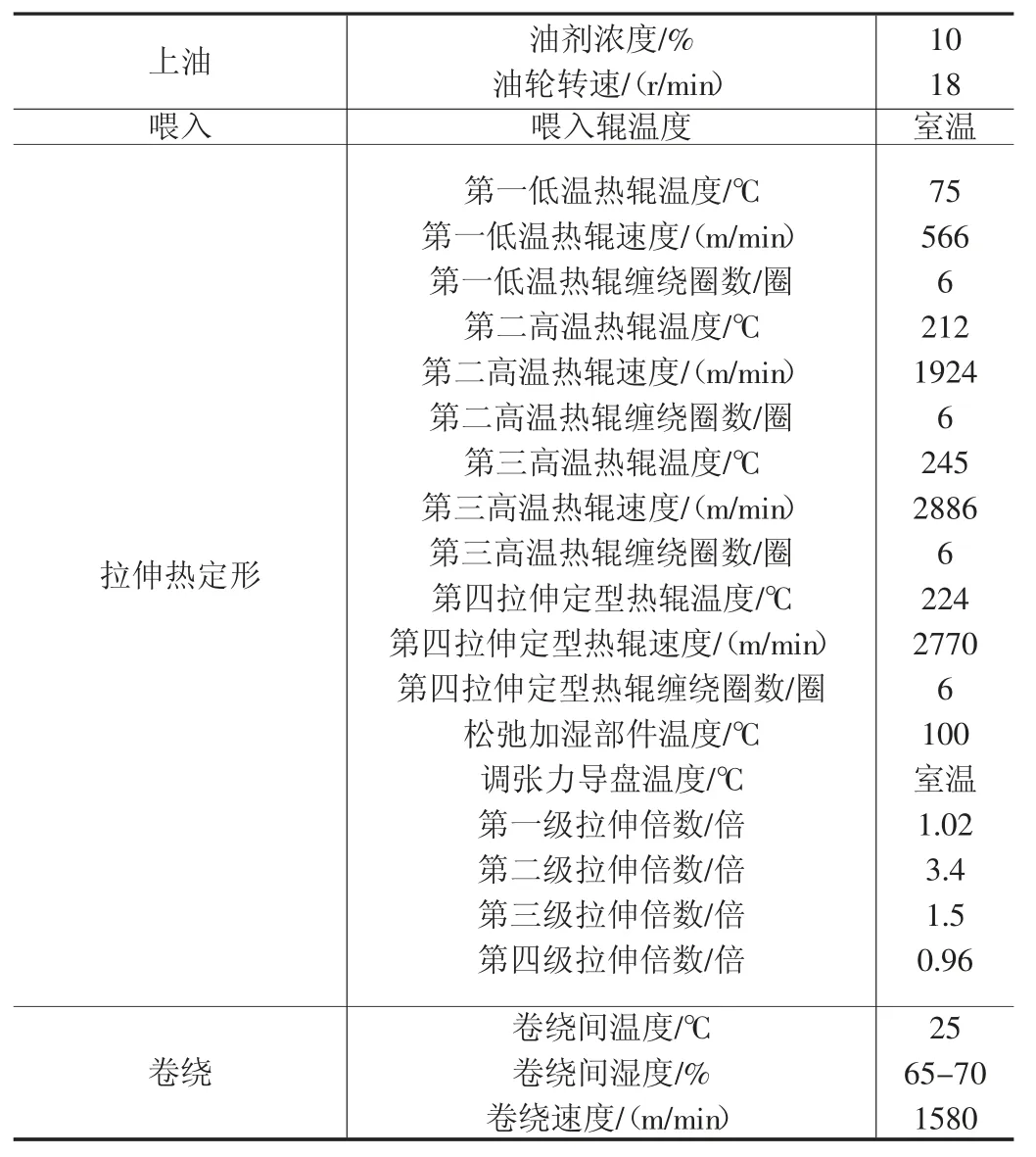
表4 典型產品的拉伸-熱定形-卷繞工藝
3 結果
新設計的聚酰胺66 設備在紡絲箱體設備上進行了改進,改為上下層分體式,并對組件的內部結構進行了一定的改進,單體抽吸的新型結構設計,側吹風部位的結構改善,以及油輪新結構的設計,對熱輥的重新排布等,拉伸熱輥的新排布,所生產930dtex/140f 聚酰胺66 工業絲,成品絲經檢測線密度在921-935 dtex 范圍內,斷裂強度在8.92CN/dtex~8.94CN/dtex,屬于一等品,成品絲率達95%。(表5)用[J].輪胎工業,2007(10):618-620.
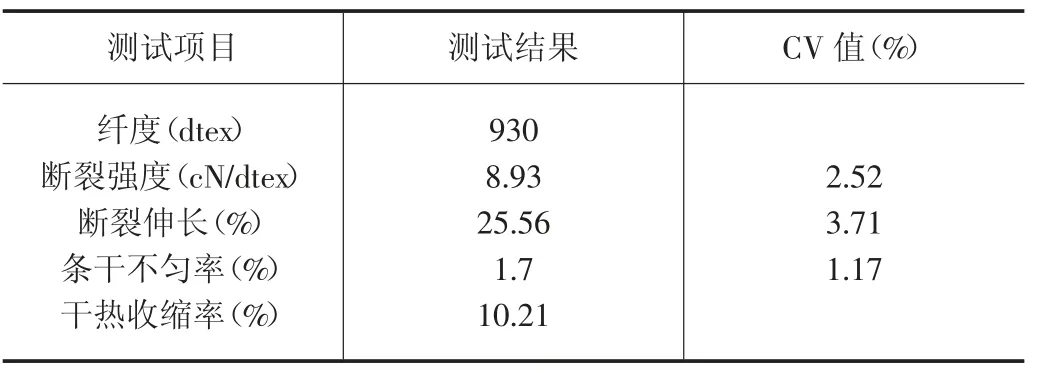
表5 成品絲測試結果