無機非金屬材料超聲檢測研究進展
2022-08-19 14:02:44鄒大鵬林奕欽葉國良范中嵐張永康曾呂明李校智
中國測試 2022年7期
鄒大鵬,林奕欽,,葉國良,范中嵐,張永康,曾呂明,李校智
(1. 廣東工業大學機電工程學院 省部共建精密電子制造技術與裝備國家重點實驗室,廣東 廣州 510006;2. 東莞理工學院機械工程學院,廣東 東莞 523808)
0 引 言
新型無機材料使用氧化物、氮化物、硅化物以及各種無機非金屬化合物經過特殊的先進工藝制成,已開發出一系列高溫高強、電子、光學以及激光、鐵電、壓電等新型無機材料,正向著高性能化、高功能化、仿生化、智能化、輕量化、復合化、低維化等方向發展,被廣泛應用于航空航天、兵器、電子、激光、紅外等技術領域。與此同時,對無機非金屬材料缺陷的無損檢測需求越來越大,也更為迫切。超聲波以不同的傳播速度及衰減特性傳播,從而對不同狀態和不同性質的無機非金屬材料實現無損檢測,成為主要研究方向之一。準確獲取材料的聲衰減系數和聲速這兩個聲學參數,有助于為材料性能、材料微觀結構、分層特征、粘結特性和材料缺陷的檢測和判斷提供依據。
本文以無機非金屬材料中廣泛使用、潛力巨大的陶瓷材料及復合材料的超聲檢測研究為例,分析國內外陶瓷以及復合材料的超聲檢測研究現狀,研究本身物理微觀結構和缺陷與超聲特性參數之間的關系,探討超聲檢測在陶瓷和復合材料領域的技術發展方向,為推動超聲無損檢測的研究和發展以及對陶瓷和復合材料的檢測提供借鑒。
1 超聲無損檢測原理與方法
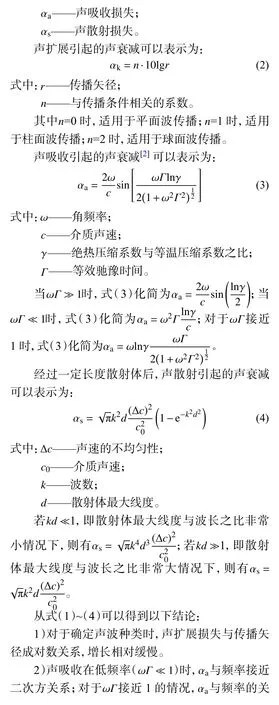
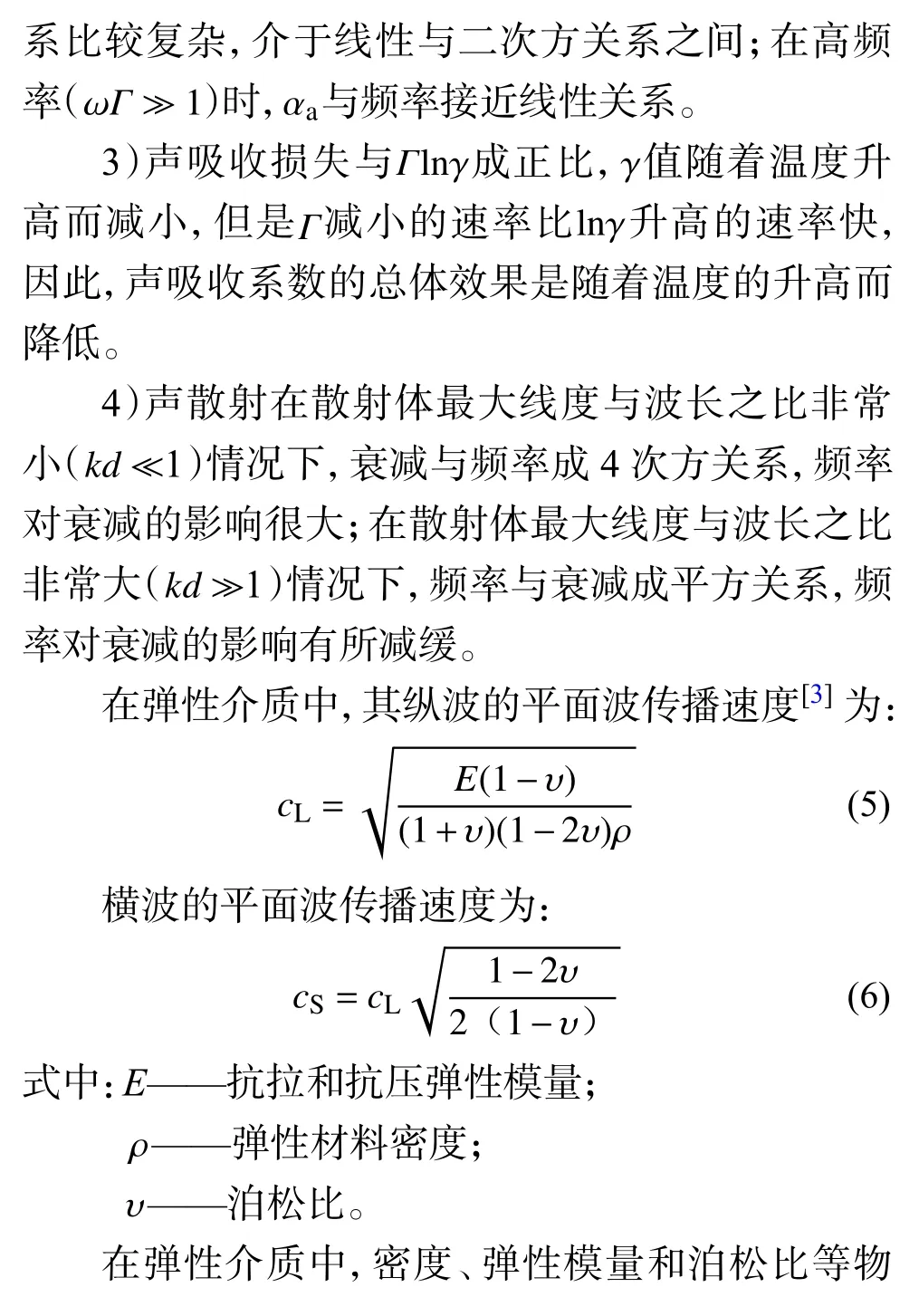
無機非金屬材料超聲檢測是利用與被測介質特性和狀態有關的非聲學量和描述介質聲學的超聲量之間存在的關系,通過獲取超聲檢測參數來分析和反演介質的特性和狀態。超聲波在介質傳播的強度損失主要包括[1]:1)由于聲波在傳播過程中不斷擴展導致的擴展損失;2)由于介質存在粘滯、熱傳導以及其他馳豫過程引起的聲強衰減的吸收損失;3)介質中非均勻性造成的聲散射損失。其中,聲散射與聲吸收導致的聲衰減主要取決于介質本身,是超聲檢測著重關注的影響因素。
2 陶瓷材料超聲波檢測研究
陶瓷材料具有耐高溫、耐腐蝕、耐磨損、比重小等優良性能,應用前景廣泛。其具有如下特征:1)脆性大,韌性很低;2)微小的缺陷易造成應力集中而導致破壞;3)在相同的工藝條件下,不同零件的強度差異很大。利用微觀結構和理想力學性能的關系,建立超聲聲學特性參數與材料微觀結構和材料性能的聯系,從聲學特性參數來評估材料物理特性,是陶瓷材料超聲檢測的基礎。
2.1 基于聲衰減的陶瓷物理特性超聲檢測研究
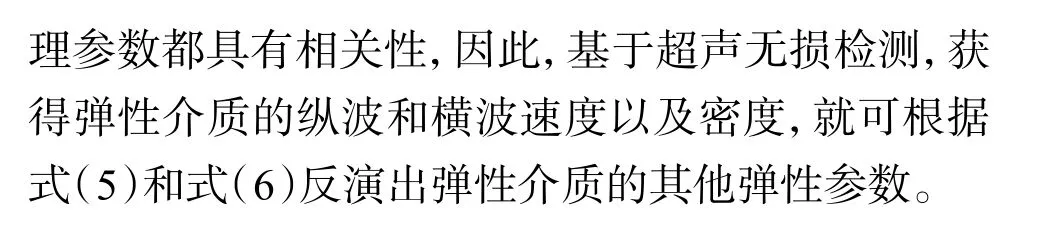
聲衰減與陶瓷材料的密度、孔隙微觀物理結構以及檢測頻率的關系明確。超聲波散射理論證明不同頻率超聲波在不同微觀結構和不同材料密度的陶瓷中傳播具有不同的散射機理[4]。陶瓷材料聲衰減與頻率具有非常高的相關性[5];并且呈現密度越大衰減越大的特性[6-7]。如表1所示,陶瓷密度是重要的參數之一,建立衰減與密度的關系模型,通過超聲檢測反演,可以實現制作陶瓷時預估陶瓷密度。

表1 陶瓷材料物理特性與聲衰減的關系
2.2 基于聲速的陶瓷材料物理特性超聲檢測研究
陶瓷材料物理特性與聲速的關系如表2所示。其中,聲速與孔隙率滿足較好的線性關系。陶瓷材料在低孔隙率時,孔隙形狀主要為球形且大部分相互獨立,在高孔隙率時,則為圓柱形且大部分相互聯系[9],因此在低孔隙率情況下,得到的擬合曲線精度較高[10];在高孔隙率情況下,得到的擬合曲線精度較低[11-12],這表明孔隙形狀對聲速的影響不可忽略。結合Mori-Tanaka[11]理論模型,扁球形孔隙比球形孔隙對聲速的影響更明顯[12]。
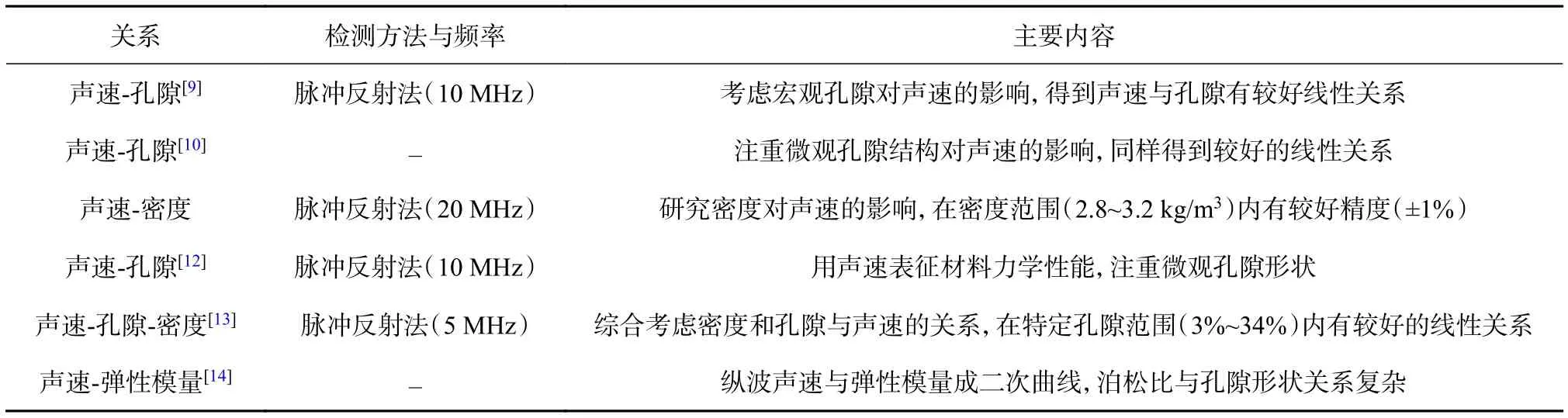
表2 陶瓷材料物理特性與聲速的關系
以上研究表明:1)基于孔隙單一物理參數的研究很多,但考慮多個物理參數與超聲波速度之間關系的研究較少;2)孔隙形態的表征方法存在差異,缺乏一致的標準。
借助于高速發展的計算機模擬仿真技術,對聲速與材料的各項物理參數關系進行多參數、多水平、系統性的分析,以及研究不同形狀缺陷孔隙的影響特性,有助于推動全面認知各個物理量之間的相互關系和對聲速的影響特性;并且通過結合日益提高的檢測技術,開展仿真分析與實驗測量的相互優化和驗證,更好地推動高精度聲速反演陶瓷材料物理特性參數在實際工程中的應用。
3 復合材料的超聲波檢測研究
纖維增強復合材料具有高彈性模量和高強度,廣泛應用于飛機、現代車輛和輕型結構中。近年來,高效探測復合材料需求推動了超聲波檢測的發展,逐步建立聲衰減法、聲速法與復合材料各項微觀物理結構參數的精確關系,推動在線監測和超聲成像。
3.1 基于聲衰減的碳纖維復合材料物理特性超聲檢測研究
由于碳纖維復合材料試樣參數的多樣性,推導出聲衰減與碳纖維復合材料的微觀物理參數的數學模型具有多種類型。其中,孔隙率被認為是影響剪切強度、彎曲強度、拉伸強度、壓縮強度和彈性模量等最重要的參數之一。聲衰減與孔隙率的關系通常為二次多項式,如表3所示。
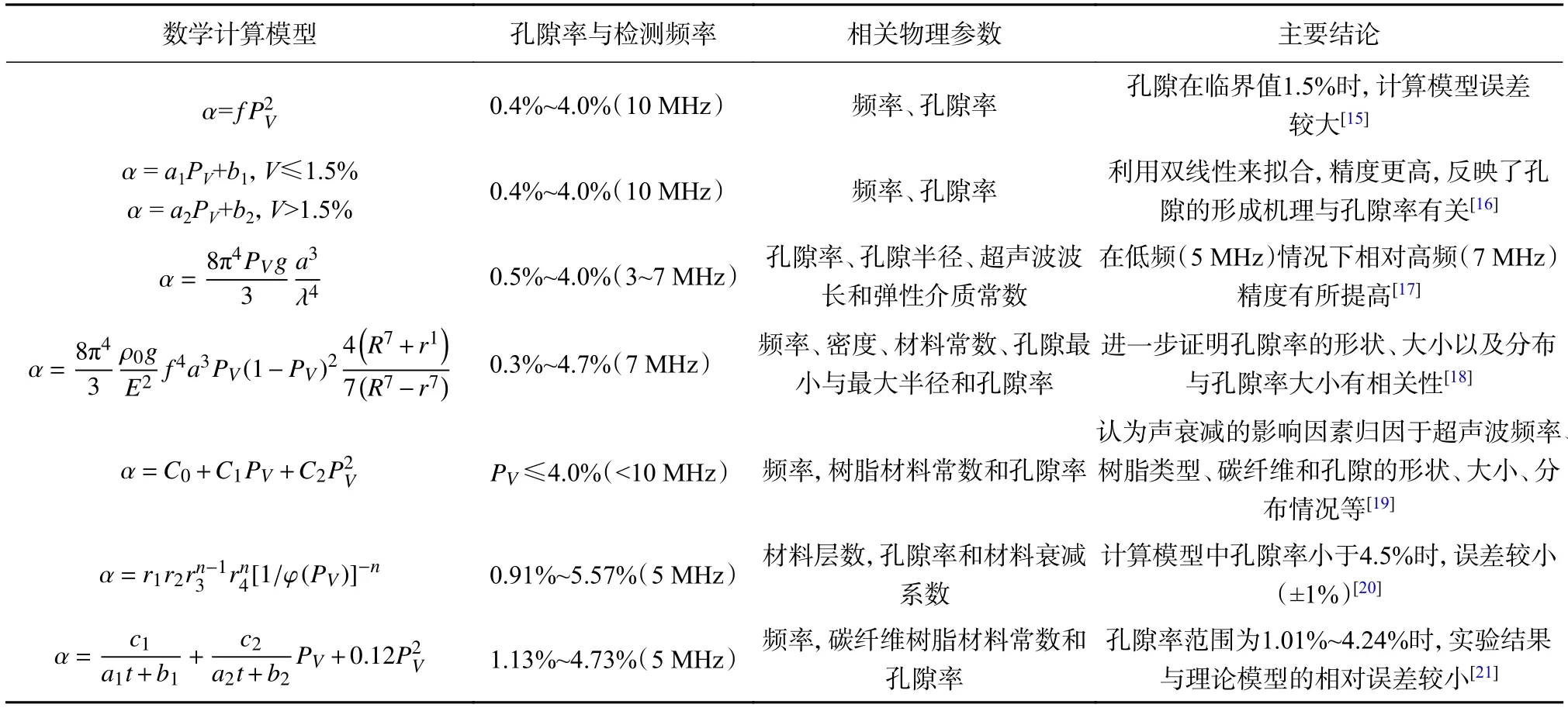
表3 碳纖維復合材料復合微觀物理參數與聲衰減的數學計算模型
碳纖維復合材料聲衰減的影響因素主要有檢測頻率、樹脂的類型、碳纖維和孔隙的形狀、大小和分布情況等[19];在孔隙處于某個臨界值時,其擬合曲線誤差會發生較大變化[15-16];由于不同復合材料有不同的衰減系數,使得臨界值有所不同[22];孔隙率>4%時,聲衰減與孔隙率的關系可簡化為二次型曲線[23],此時孔隙率和孔隙形態對聲衰減起到主導作用;如果綜合考慮碳纖維復合材料孔隙形狀、大小與分布的因素,則能提高計算模型的精度。
表3表明基于聲衰減法的復合材料檢測已經有了較好的數學模型,但因模型的影響因子多,計算復雜,其準確性和應用場合有待于提高,需要簡化形式,以便更實用。
因此,可以嘗試參考多孔隙介質模型的簡化過程,運用等效模型的方法,將多種參數等效成易于獲取的孔隙率和增強纖維含量的表達形式,提出模型簡單、參數少、通用性強的聲衰減模型,探索簡易可行模型計算、反演的檢測方法,從而應用于工程實際[24]。也可以嘗試采用神經網絡算法、深度學習算法等,構建訓練模型,建立專家庫,提高超聲檢測預測和反演的準確性。
3.2 基于聲速的碳纖維復合材料物理特性超聲檢測研究
碳纖維復合材料的物理特性孔隙率和增強纖維含量對聲速影響較大,通常與聲速呈現較好的線性關系,如表4所示。在各向同性的彈性復合材料中,當孔隙率從0升到5%時,縱波速度下降了約6%,表明縱波聲速對孔隙率并不敏感[25]。當復合材料中含有樹脂時,縱波速度相比橫波速度變化更為敏感,這一定程度上表明正交各向異性材料對聲波的傳播影響存在差異[26]。

表4 碳纖維復合材料物理特性與聲速的關系
廣義色散關系式(K-K關系)[30]可用衰減系數計算出相應相速度,進而研究相速度的色散特性[27]。當碳纖維復合材料的孔隙率大于0.08%~0.1%時,相速度受到色散作用明顯[31]。當超聲波波長與孔隙是同一量級時,不但會發生色散現象,而且衰減與相速度之間存在負相關[28]。隨著檢測頻率增大,由孔隙引起的散射干擾也會增大,因此,在借助聲速檢測分析技術的同時,配合其他物理性質的檢測技術,彌補聲速法對復合材料反映微弱的缺點,仍是一個有潛力的研究方向[32]。
4 無機非金屬材料缺陷的超聲檢測研究
4.1 陶瓷材料缺陷的超聲檢測研究
在航天航空、精密機械、石油化工、國防科技等領域對陶瓷材料要求具有高可靠性、高強度、強耐磨損性及高化學穩定性等。由此,對陶瓷材料缺陷的檢測非常重要。陶瓷材料缺陷超聲檢測是對材料聲學特性和物理特性充分研究清楚的基礎上,對于異常孔隙或異常雜質的研究。陶瓷材料缺陷的超聲檢測如表5所示。超聲波無損檢測可以實現微小缺陷(80~100 μm)的檢測[33],當缺陷與波長之比非常小時,缺陷表現出球面波的特性,因此能以較低頻率檢測微小缺陷[34]。綜合考慮陶瓷材料缺陷的大小(10~60 μm)與檢測頻率的關系,常用檢測頻率為1~100 MHz[35]。在陶瓷檢測應用中,超聲波利用反射波檢測陶瓷缺陷應滿足缺陷尺寸>檢測波長>m×平均粒徑(m=2~4)的條件[36]。
表5 陶瓷材料缺陷的超聲檢測
陶瓷缺陷檢測以檢測出陶瓷材料中的缺陷改變沒有缺陷時超聲波正常的傳播路徑、方式、特性而導致的差異特征作為研究基礎。目前存在主要問題為:陶瓷材料的缺陷微小,有時與正常的結構或者孔隙相當,需要較高的分辨率;同時較高的分辨率又會導致散射的加強,多途路徑的波形交錯,增加了分析的復雜性。雖然在低頻情況下,可利用缺陷對入射波散射呈現球面波特性,通過檢測缺陷散射的回波來檢測缺陷的位置和大小,但散射回波信號微弱,其精度仍有待進一步研究。而且陶瓷材料中微小的缺陷與標準陶瓷的區別,以及微小缺陷在標準陶瓷中如何影響超聲波的傳播機理仍然是有待于深入研究的內容之一。
4.2 碳纖維復合材料缺陷的超聲檢測研究
碳纖維復合材料中常見的缺陷種類有孔隙、分層、夾雜、纖維彎曲、富脂或貧脂,其失效引起的缺陷通常表現為基體裂紋、纖維斷裂、纖維界面結合不良和纖維缺層等。碳纖維復合材料缺陷的超聲檢測特性如表6與表7所示。
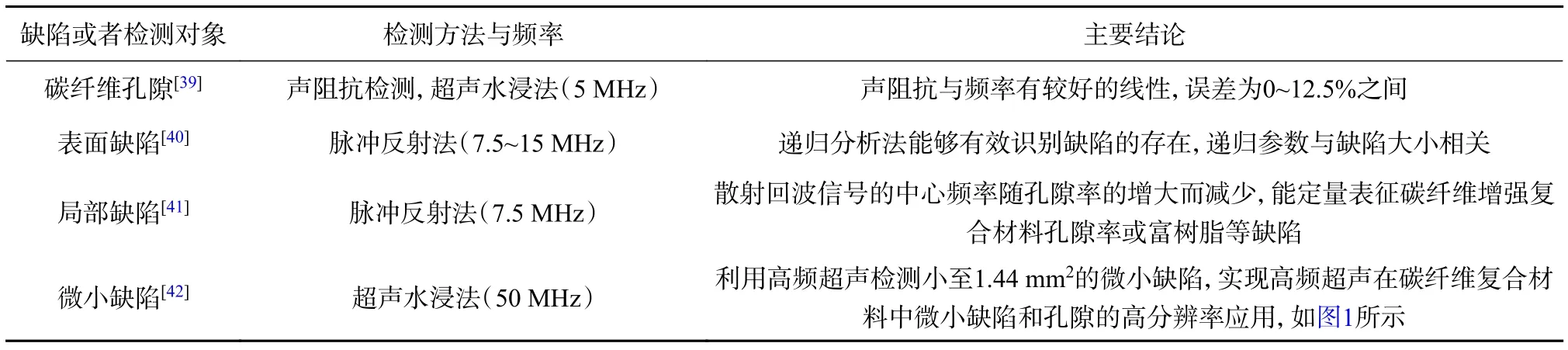
表6 碳纖維復合材料(CFRP)缺陷的傳統超聲檢測特性
表7 碳纖維復合材料(CFRP)缺陷的先進超聲檢測特性
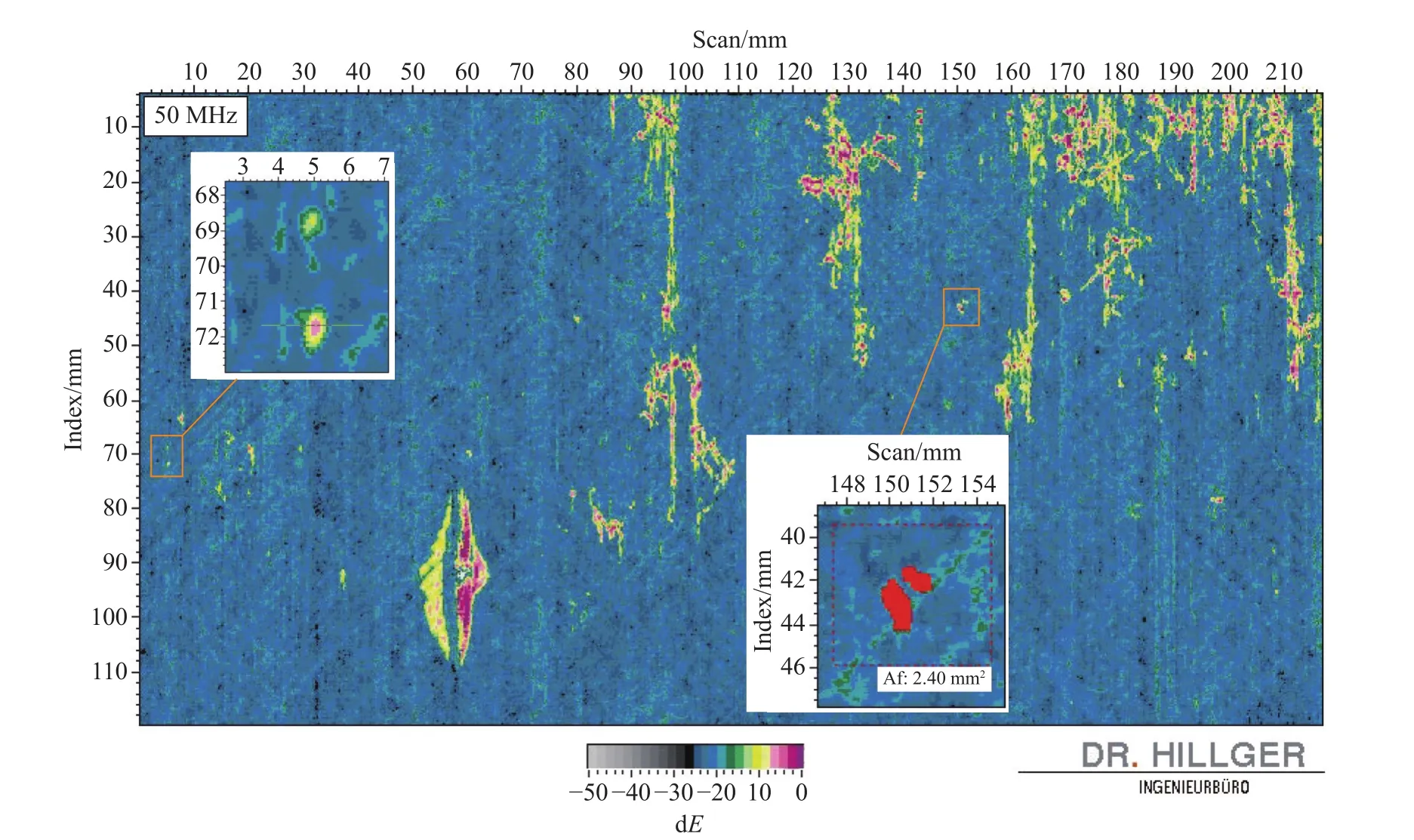
圖1 碳纖維復合材料的微小孔隙的高頻超聲(50 MHz)超聲C掃描結果[42]
通過以上分析,針對碳纖維復合材料采用的超聲檢測技術進行簡要分析。以上分析表明:1)超聲相控陣列檢測精度高、靈活性好,但檢測參數復雜、聲束控制困難導致對檢測對象的材料和結構的適應性較低。可以結合光追技術,人工智能識別[48-49]等計算機智能技術,基于判別不同材料和結構自適應生成合適的超聲相控陣檢測參數,推進相控陣技術應用和普及;2)空氣耦合超聲相比常規超聲檢測技術不需要耦合介質,缺陷判別方式簡單且易于實現自動化,但空耦換能器中心頻率低,橫向和縱向分辨率低,所以一般采用透射法針對薄壁零件和低阻抗材料進行檢測。可以研發具有較好阻抗匹配性質的空氣耦合換能器提高使用范圍,借鑒超聲相控陣技術,開發多通道、多頻率的空氣耦合新方法提高空氣耦合超聲的效率和精度;3)激光超聲具有遠距離、非接觸、高分辨等優點,但檢測質量易受激光波長、功率、檢測對象表面粗糙度,激光干涉儀靈敏度、外界環境等因素影響,同時,相比傳統超聲檢測系統,激光超聲檢測系統成本較高。可以通過研制高速脈沖激光器和高靈敏度干涉儀,同時借鑒超聲相控陣形成多通道多波長多頻率激光超聲相控陣,提高檢測精度和效率。
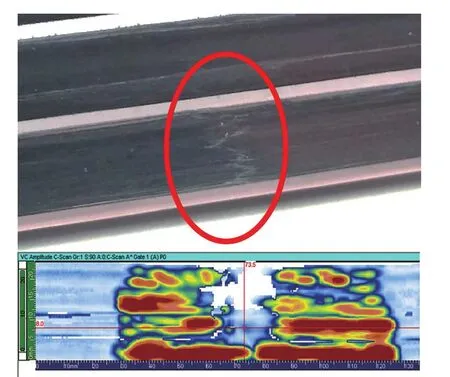
圖2 CFRP沖擊損傷超聲相控陣C掃描結果[44]
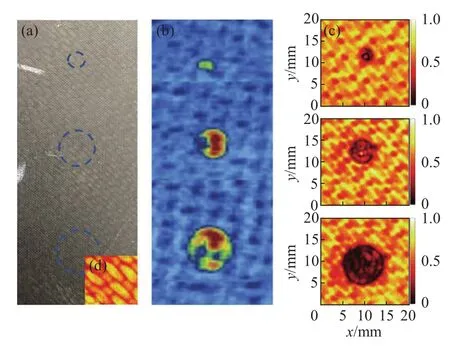
圖3 CFRP的空氣耦合激光超聲對比超聲相控陣C掃描結果圖[46]
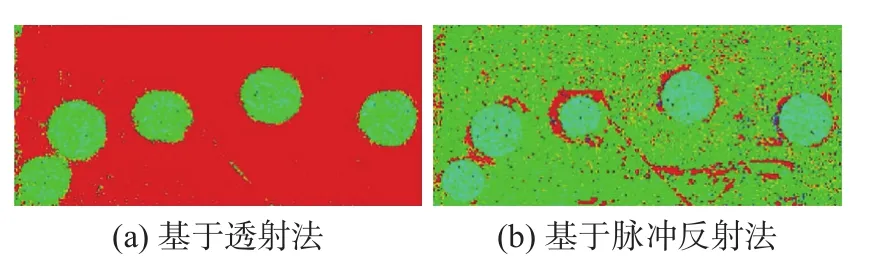
圖4 CFRP的激光超聲C掃描結果圖[47]
5 結束語
現有的無機非金屬超聲檢測方法中,聲衰減法判斷材料的物理微觀結構參數相對有效,從宏觀角度評估材料微觀結構的優勢明顯,但因孔隙形態形成機理的復雜性以及不規則性,使得衰減法在精確評估材料孔隙特征時具有難度。聲速法對微觀結構的形狀如孔隙形態有減弱干擾作用,使得其在判斷材料物理微觀結構時具備獨特優勢,但是要求其檢測系統足夠精密、檢測環境干擾足夠小。
隨著智能輕型產品和工業自動化的發展需求,越來越多的非金屬材料應用到工業和生活中,成為產品。鑒于無機非金屬材料中陶瓷材料的微孔隙、碳纖維復合材料的復雜性,為了提高非金屬材料的質量和性能的無損、自動、高效、準確檢測,有必要推動以下聲學檢測應用技術研究:
1)增強仿真分析技術的推廣應用,結合多物理場的仿真分析,深入分析無機非金屬材料的結構、組成、屬性與聲學特性參數之間的關系,明晰對超聲傳播的影響機制,建立物理與力學參數和聲學特性參數的簡便關系式;
2)開發各種條件下的可控實驗檢測技術,基于可控參數實驗分析,探尋無機非金屬材料的聲學特性與物理微觀結構參數的表象和本質關系;
3)推動超聲檢測三維成像技術,結合聲衰減法和聲速法,無機非金屬材料的結構、孔隙、缺陷等表面、內部、貼合界處等的結構超聲成像,實現自動化檢測與自動化識別。
4)將機器學習、深度學習和人工智能等融入超聲波產品性能和缺陷檢測中,實現高精度、高效率、高智能化和自動檢測系統的發展。
5)推動先進超聲檢測包括超聲相控陣列超聲、空氣耦合超聲、激光空氣耦合超聲和激光超聲的結合應用,實現智能標定、自動控制和軌跡規劃一體化的自動化檢測,基于多聲束發射與接收、全聚焦等提高先進超聲檢測精度和效率等。
猜你喜歡
井岡教育(2022年2期)2022-10-14 03:11:44
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:00
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中學生數理化·中考版(2017年12期)2017-04-18 12:55:05
中國塑料(2016年6期)2016-06-27 06:34:16
中學生(2015年2期)2015-03-01 03:43:33