誤差齒面下直齒輪副內(nèi)部激勵(lì)及動(dòng)態(tài)特性分析
2022-08-26 07:52:44石萬凱
振動(dòng)與沖擊 2022年16期
劉 昶,石萬凱,劉 坤,劉 浩
(重慶大學(xué) 機(jī)械傳動(dòng)國(guó)家重點(diǎn)實(shí)驗(yàn)室,重慶 400044)
近年來隨著電動(dòng)汽車的普及,對(duì)齒輪傳動(dòng)系統(tǒng)振動(dòng)噪聲性能要求明顯提高。齒輪傳動(dòng)系統(tǒng)作為一種參數(shù)自激系統(tǒng),即使不受外部激勵(lì)的影響,在內(nèi)部激勵(lì)的作用下,系統(tǒng)也會(huì)產(chǎn)生自激振動(dòng)[1]。時(shí)變嚙合剛度和綜合嚙合誤差是齒輪系統(tǒng)最重要的內(nèi)部激勵(lì)[2]。因此,精確計(jì)算齒輪系統(tǒng)的時(shí)變嚙合剛度和綜合嚙合誤差,并在此基礎(chǔ)上研究各類型誤差對(duì)齒輪系統(tǒng)動(dòng)態(tài)特性的影響規(guī)律,對(duì)預(yù)估和控制齒輪系統(tǒng)振動(dòng)噪聲水平具有重要意義。
國(guó)內(nèi)外學(xué)者已就齒距累積偏差[3]、齒廓偏差[4-5]、裂紋故障[6]、齒面微觀形貌[7]等對(duì)齒輪傳動(dòng)系統(tǒng)動(dòng)態(tài)特性的影響開展了廣泛研究。現(xiàn)有研究中,時(shí)變嚙合剛度的計(jì)算方法通常可分為有限元法和解析法兩大類[8]。有限元法因其計(jì)算結(jié)果精確而被廣泛接受和應(yīng)用[9]。Yuan等[10]和Ma等[11]通過有限元方法分別研究了載荷和齒廓修形量對(duì)時(shí)變嚙合剛度的影響。隨著計(jì)算機(jī)技術(shù)的發(fā)展,盡管有限元法已在各個(gè)領(lǐng)域得到廣泛應(yīng)用,但在計(jì)算齒輪時(shí)變嚙合剛度方面仍存在一些不足。一方面,有限元法的計(jì)算精度與網(wǎng)格質(zhì)量有關(guān),通常為了提高計(jì)算效率、降低計(jì)算成本,網(wǎng)格尺寸很難達(dá)到微米級(jí),難以模擬齒輪加工誤差對(duì)時(shí)變嚙合剛度的影響;另一方面,為了簡(jiǎn)化有限元模型,通常僅考慮齒輪副中的部分齒對(duì),而每個(gè)輪齒的加工誤差不同,忽略了輪齒嚙合次序?qū)r(shí)變嚙合剛度的影響。
相較于有限元法,解析法具有更高的計(jì)算效率,且其計(jì)算結(jié)果與有限元法計(jì)算結(jié)果一致性較好,因此近年來受到越來越多的關(guān)注。解析法中常用的有材料力學(xué)方法[12]和彈性力學(xué)方法[13],但它們主要用于單齒剛度及單齒嚙合剛度的計(jì)算問題,而多齒嚙合時(shí),常通過將單齒嚙合剛度簡(jiǎn)單疊加得到。此外,在動(dòng)力學(xué)分析時(shí),多以理想齒輪為對(duì)象,計(jì)算其時(shí)變嚙合剛度,忽略了齒輪實(shí)際嚙合過程中,由加工、安裝誤差導(dǎo)致的輪齒脫嚙、線外接觸和偏載等一系列非正常嚙合現(xiàn)象對(duì)時(shí)變嚙合剛度的影響。
在齒輪動(dòng)力學(xué)分析時(shí),許多學(xué)者[14-16]采用簡(jiǎn)諧函數(shù)模擬齒輪綜合嚙合誤差,且其幅值通常采用假設(shè)的方式或根據(jù)齒輪精度等級(jí)對(duì)應(yīng)的公差值確定。然而,不同類型齒輪誤差導(dǎo)致的綜合嚙合誤差波形和幅值差異較大。此外,齒輪綜合嚙合誤差與時(shí)變嚙合剛度二者深度耦合,僅用簡(jiǎn)諧函數(shù)模擬齒輪綜合嚙合誤差而不考慮對(duì)時(shí)變嚙合剛度的影響,難以得到較為精確的動(dòng)力學(xué)分析結(jié)果。
基于上述原因,本文首先建立了考慮齒輪加工、安裝誤差的誤差齒面模型,提出了適用于該誤差齒面模型的承載接觸分析算法,并對(duì)直齒輪副的時(shí)變嚙合剛度和綜合嚙合誤差進(jìn)行了精確計(jì)算。在此基礎(chǔ)上,建立了直齒輪副彎扭耦合動(dòng)力學(xué)模型,研究了不同類型誤差對(duì)齒輪傳動(dòng)系統(tǒng)動(dòng)態(tài)特性的影響規(guī)律。
1 誤差齒面模型
為建立誤差齒面模型,首先將直齒輪齒面離散,如圖1所示。漸開線齒輪左右齒面分別被離散為n1×n2個(gè)相同大小的單元,各離散單元被近似為具有不同曲率半徑的圓柱面。假設(shè)每個(gè)離散單元具有一個(gè)控制點(diǎn),且該控制點(diǎn)位于離散單元的中心,并通過索引i和j定義控制點(diǎn)在齒面上的編號(hào)。

圖1 直齒輪離散齒面Fig.1 Discrete tooth surface of spur gear


圖2 齒輪加工誤差示意圖Fig.2 Schematic diagram of gear manufacturing errors

(1)

(2)
(3)

(4)
(5)
(6)

圖3為本文中齒輪安裝誤差的定義。AgBg和ApBp分別是從動(dòng)輪和主動(dòng)輪不考慮安裝誤差時(shí)的理論軸線位置。為了簡(jiǎn)化模型,本文中從動(dòng)輪和主動(dòng)輪的安裝誤差被等效轉(zhuǎn)換到從動(dòng)輪的軸線上。Ag2Bg2是考慮安裝誤差后從動(dòng)輪新的軸線位置。安裝誤差通過四個(gè)參數(shù)表示,即Δx,Δy,φ和γ。不同的安裝誤差可通過上述四個(gè)參數(shù)的不同組合獲得。a是標(biāo)準(zhǔn)中心距。考慮安裝誤差后,第n個(gè)輪齒誤差齒面上離散單元控制點(diǎn)的坐標(biāo)可通過式(7)計(jì)算得到

圖3 安裝誤差示意圖Fig.3 Schematic diagram of assembly errors
(7)
式中:M13=(1-sinγ)tanφ-sinφ;M23=-sinγ/cosφ;M33=sinγ-cosφ-1;M14=Δx+B[sinφ-(1-sinγ)tanφ];M24=a+Δy+Bsinγ/cosφ;M34=B(cosφ+1-sinγ)。
2 齒輪承載接觸分析
傳統(tǒng)的齒輪承載接觸分析算法計(jì)算過程復(fù)雜且存在數(shù)值不穩(wěn)定等缺點(diǎn)[18]。圖4展示了本文所建立誤差齒面模型中的部分齒面。由圖4可知,該誤差齒面由多個(gè)大小相等的離散單元組成,且由于加工、安裝誤差的影響,各離散單元與理論齒面之間的距離不等。此外,為考慮由齒輪加工、安裝誤差導(dǎo)致的輪齒脫嚙、線外接觸等一系列非正常嚙合現(xiàn)象對(duì)時(shí)變嚙合剛度和綜合嚙合誤差的影響,本文提出通過檢測(cè)齒面干涉狀態(tài)來判定輪齒是否參與接觸,其又可轉(zhuǎn)化為通過檢測(cè)誤差齒面上離散單元的干涉狀態(tài)來判定輪齒是否參與接觸。

圖4 誤差齒面示意圖Fig.4 Schematic diagram of error tooth surface
齒輪承載接觸分析通過一個(gè)迭代過程完成,如圖5所示。當(dāng)齒輪誤差齒面模型建立后,對(duì)于從動(dòng)輪的每一個(gè)輸出位置,將以一定步長(zhǎng)旋轉(zhuǎn)主動(dòng)輪,每次迭代過程中判定輪齒是否接觸并計(jì)算齒輪副所產(chǎn)生的力矩,根據(jù)計(jì)算結(jié)果結(jié)合二分法調(diào)節(jié)主動(dòng)輪旋轉(zhuǎn)步長(zhǎng),直至齒輪副所產(chǎn)生力矩與負(fù)載平衡,最終輸出從動(dòng)輪各位置處的時(shí)變嚙合剛度和綜合嚙合誤差。

圖5 承載接觸分析流程圖Fig.5 Flow chart of load tooth contact analysis
切片法已廣泛應(yīng)用于斜齒輪副時(shí)變嚙合剛度的研究中[19-21]。傳統(tǒng)切片法將齒輪沿齒寬方向劃分為多個(gè)切片,而每個(gè)切片之間是相互獨(dú)立的,即忽略切片之間的相互影響[22]。當(dāng)齒輪為不考慮誤差的理想齒面時(shí),該方法能取得較為準(zhǔn)確的計(jì)算結(jié)果。然而,當(dāng)考慮齒輪加工、安裝誤差時(shí),齒面上會(huì)出現(xiàn)瞬時(shí)接觸線不連續(xù)、偏載等非正常嚙合現(xiàn)象,傳統(tǒng)切片法將導(dǎo)致較大的計(jì)算誤差。因此,本文引入名義切片的概念。如圖1所示,本文中誤差齒面也可看作由n1個(gè)切片組成,而每個(gè)切片又由n2個(gè)離散單元組成。齒輪傳動(dòng)過程中,輪齒在載荷作用下會(huì)產(chǎn)生受載變形,而輪齒變形可被分為全局變形,包括輪齒彎曲、剪切、軸向壓縮以及齒輪基礎(chǔ)變形;局部變形,即赫茲接觸變形[23]。如圖6(a)所示,初始位置下,由于齒輪加工、安裝誤差的影響,各切片之間存在間隙和隨著主動(dòng)輪的轉(zhuǎn)動(dòng),各切片之間的間隙減小且部分切片參與接觸,但由于齒輪副產(chǎn)生的力矩不足以與負(fù)載平衡,主動(dòng)輪將繼續(xù)轉(zhuǎn)動(dòng),直至齒輪副所產(chǎn)生力矩與負(fù)載平衡,假設(shè)力矩平衡時(shí),各切片接觸狀態(tài)如圖6(b)所示。假設(shè)失去接觸的切片與相鄰接觸切片具有相同的全局變形,并且這些切片共同構(gòu)建了一個(gè)新的名義切片在每個(gè)名義切片上,具有最大變形量的切片被視為該名義切片的接觸中心。
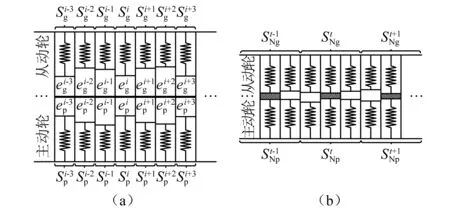
圖6 直齒輪副接觸過程Fig.6 Contact process of spur gear pair

(8)

(9)

根據(jù)Yang等[25],大齒輪和小齒輪之間的赫茲接觸剛度可由式(10)計(jì)算
(10)
式中,E為齒輪材料彈性模量。
圖6(b)中各切片由多個(gè)離散單元組成,為通過式(8)計(jì)算各名義切片的嚙合剛度,還需確定各切片上參與嚙合單元的位置。前文中將各離散單元等效為具有不同曲率半徑的圓柱面,因此,兩齒輪齒面上任意兩個(gè)離散單元(Σngigjg和Σnpipjp)存在四種接觸狀態(tài),如圖7所示。當(dāng)不考慮安裝誤差時(shí),兩離散單元(Σngigjg和Σnpipjp)的圓柱軸線平行,如圖7(a)和圖7(b)所示。基于空間直線方程,并結(jié)合離散單元控制點(diǎn)坐標(biāo)和法向量可求得兩圓柱軸線之間的距離dc,則切片總變形為
(11)
式中,ρngigjg和ρnpipjp分別為離散單元Σngigjg和Σnpipjp對(duì)應(yīng)的曲率半徑。


圖7 離散單元接觸狀態(tài)Fig.7 Contact state of two discrete elements
(12)

齒輪副力矩平衡方程為
(13)

齒輪副的時(shí)變嚙合剛度可通過所有名義切片的剛度求和而得
(14)
假設(shè)空載下主從動(dòng)輪初始接觸時(shí),從動(dòng)輪的輸出位置為θg,而主動(dòng)輪的轉(zhuǎn)動(dòng)角度為θp,則綜合嚙合誤差為
e=(θg-θpzp/zg)rbg
(15)
式中,zg和zp分別為從動(dòng)輪和主動(dòng)輪齒數(shù)。
3 動(dòng)力學(xué)建模
不考慮齒面摩擦的影響,建立如圖8所示直齒輪副彎扭耦合動(dòng)力學(xué)模型。根據(jù)牛頓第二定律,可推得系統(tǒng)的動(dòng)力學(xué)分析模型為
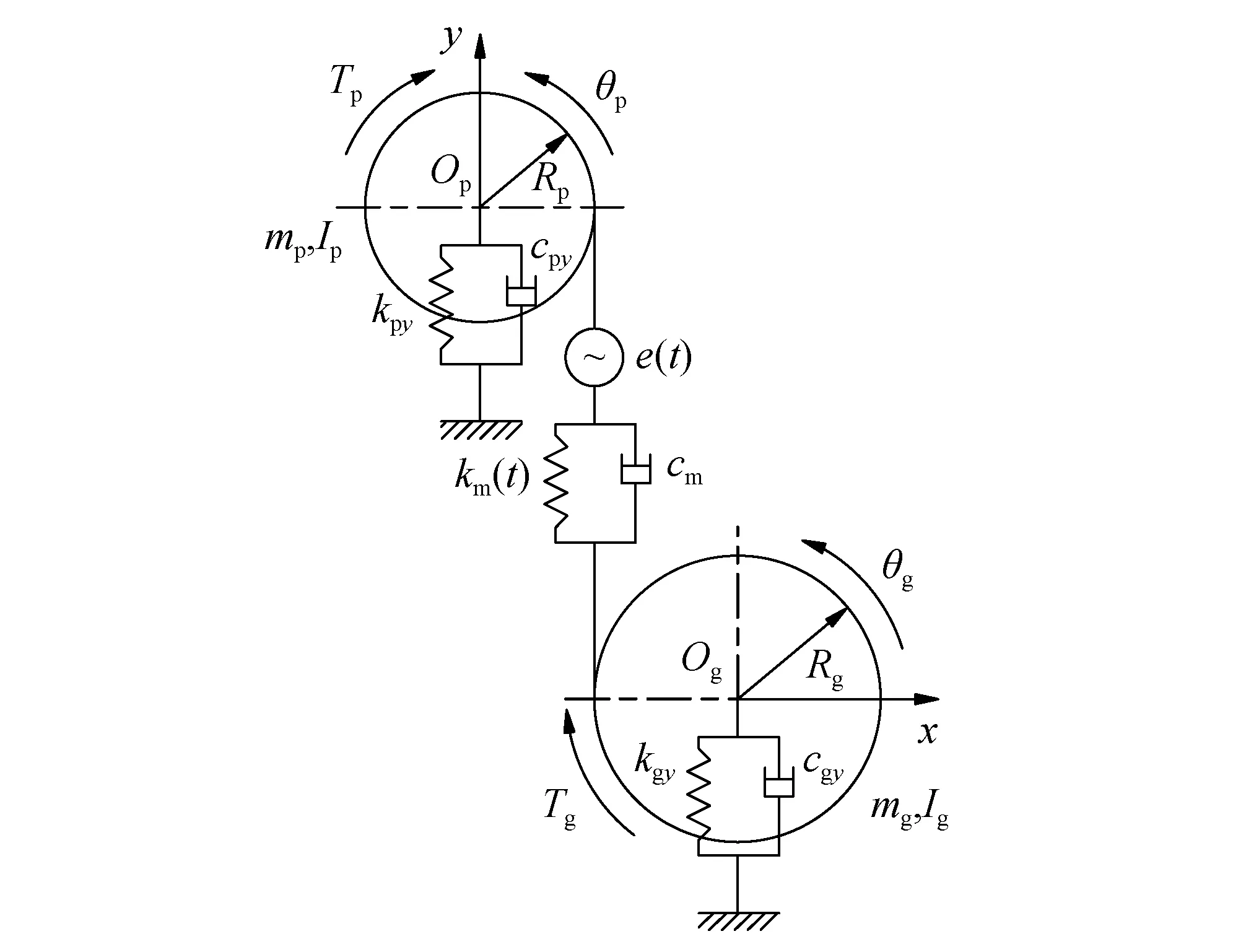
圖8 齒輪系統(tǒng)動(dòng)力學(xué)模型Fig.8 Gear system dynamic model
(16)
式中,下標(biāo)p和g分別為主動(dòng)輪和從動(dòng)輪;m和I分別為齒輪的質(zhì)量和轉(zhuǎn)動(dòng)慣量;ky和cy分別為齒輪沿y方向的支撐剛度和阻尼;y和θ分別為齒輪在y方向和扭轉(zhuǎn)方向的振動(dòng)位移;rb為齒輪的基圓半徑;T為齒輪的扭矩;cm和km(t)分別為嚙合阻尼和時(shí)變嚙合剛度;δ為沿嚙合線的動(dòng)態(tài)傳遞誤差,δ可表示為
δ=-yp-rbpθp+yg-rbgθg-e(t)
(17)
式中,e(t)為時(shí)變綜合嚙合誤差。
動(dòng)力學(xué)方程中時(shí)變嚙合剛度和時(shí)變綜合嚙合誤差可分別通過式(14)和式(15)求得。本文中忽略嚙合阻尼的時(shí)變性,嚙合阻尼通過經(jīng)驗(yàn)公式求得,計(jì)算公式為[26]
(18)
式中:ξ為輪齒嚙合阻尼比,一般為0.03~0.17,本文取0.1;km為時(shí)變嚙合剛度均值。
4 計(jì)算結(jié)果分析與討論
4.1 模型驗(yàn)證
為了驗(yàn)證本文中齒面離散模型及承載接觸分析算法的計(jì)算精度,以Chen等研究中的齒輪副為對(duì)象,計(jì)算理論齒面下的時(shí)變嚙合剛度和綜合嚙合誤差。本文與Chen等研究中時(shí)變嚙合剛度計(jì)算結(jié)果對(duì)比如圖9所示。通過對(duì)比可知,時(shí)變嚙合剛度均值和峰峰值分別相差2.05%和0.90%,且時(shí)變嚙合剛度隨接觸齒對(duì)數(shù)目的變化而發(fā)生突變。此外,理論齒面下,整個(gè)嚙合周期內(nèi)齒輪副綜合嚙合誤差為0。上述結(jié)果驗(yàn)證了本文中齒面離散模型以及承載接觸分析算法的可行性,并說明該方法具有較高的計(jì)算精度。

圖9 時(shí)變嚙合剛度和接觸齒對(duì)數(shù)Fig.9 Time-varying meshing stiffness and number of contact tooth pairs
4.2 加工誤差對(duì)內(nèi)部激勵(lì)影響分析
齒輪副時(shí)變嚙合剛度和綜合嚙合誤差的計(jì)算結(jié)果不僅受到加工和安裝誤差的影響,還會(huì)受到輪齒嚙合次序的影響。當(dāng)主從動(dòng)齒輪齒數(shù)不同時(shí),主動(dòng)輪旋轉(zhuǎn)一周后,相互嚙合的輪齒發(fā)生變化,從而影響時(shí)變嚙合剛度和綜合嚙合誤差的計(jì)算結(jié)果。為了避免計(jì)算周期過長(zhǎng),本文中選用具有相同齒數(shù)的主從動(dòng)輪作為研究對(duì)象,齒輪副參數(shù)如表1所示。

表1 直齒輪副參數(shù)Tab.1 Parameters of spur gear pair
本文中主從動(dòng)齒輪均采用5級(jí)精度,根據(jù)ISO齒輪精度標(biāo)準(zhǔn),齒輪副精度參數(shù)如表2所示。

表2 直齒輪副精度參數(shù)Tab.2 Precision parameters of spur gear pair
齒距累積偏差通常在多個(gè)輪齒上大致呈正弦形式分布,多數(shù)文獻(xiàn)中使用正弦函數(shù)來模擬齒距累積偏差,但忽略了齒距累積偏差的隨機(jī)性。參照袁冰等研究中齒距累積偏差生成模式,本文中采用正弦函數(shù)與服從正態(tài)分布的隨機(jī)變量疊加來模擬齒距累積偏差。主動(dòng)輪和從動(dòng)輪的齒距累積偏差如圖10所示。另外,齒面各離散單元齒廓偏差幅值和各輪齒齒厚偏差幅值均通過隨機(jī)函數(shù)在其公差帶中選取。當(dāng)齒輪生成完成后,校核其公法線長(zhǎng)度,若不滿足要求,則上述偏差重新選取,直至齒輪副所有精度參數(shù)滿足表2中所示公差范圍。

圖10 齒距累積偏差Fig.10 Cumulative pitch deviation
不同類型加工誤差影響下直齒輪副時(shí)變嚙合剛度和綜合嚙合誤差,如圖11所示。由圖11可知,理論齒面下時(shí)變嚙合剛度呈周期性變化,且綜合嚙合誤差為0。當(dāng)考慮齒距偏差時(shí),時(shí)變嚙合剛度在θ1= 0.932 0 rad和θ=2.265 4 rad處發(fā)生突變,且在θ1區(qū)間[0.932 0,1.017 5]和[2.122 3,2.265 4]中時(shí)變嚙合剛度大幅減小。此外,當(dāng)考慮齒距偏差時(shí),綜合嚙合誤差發(fā)生階躍變化,這說明由于齒距偏差的影響,在嚙合齒面間產(chǎn)生了不同的初始間隙。為研究時(shí)變嚙合剛度產(chǎn)生突變及大幅減小的原因,計(jì)算了從動(dòng)輪不同轉(zhuǎn)角下接觸齒對(duì)數(shù)目,如圖12(a)所示。在θ1區(qū)間[0.932 0,1.017 5]和[2.122 3,2.265 4]中,由于齒距偏差的影響,接觸齒對(duì)數(shù)目由雙齒接觸變?yōu)閱锡X接觸,從而導(dǎo)致時(shí)變嚙合剛度大幅減小,甚至發(fā)生突變。同時(shí),結(jié)合圖11(b)中綜合嚙合誤差分析可知,綜合嚙合誤差階躍值最大為5.580 8 μm,其次為4.669 7 μm,它們分別對(duì)應(yīng)區(qū)間[2.122 3,2.265 4]和[0.932 0,1.017 5]與相鄰區(qū)間綜合嚙合誤差的差值。由此說明,齒距偏差導(dǎo)致嚙合齒面間產(chǎn)生初始間隙,而該間隙無法被輪齒受載變形補(bǔ)償時(shí),將導(dǎo)致部分齒對(duì)脫嚙,也即當(dāng)齒輪綜合嚙合誤差階躍值超過一定范圍后會(huì)導(dǎo)致時(shí)變嚙合剛度發(fā)生突變。

圖11 不同加工誤差下時(shí)變嚙合剛度和綜合嚙合誤差Fig.11 Time-varying meshing stiffness and composite meshing error considering different types of manufacturing errors
由圖11(a)可知,當(dāng)考慮齒厚偏差時(shí),時(shí)變嚙合剛度略微減小,且各嚙合周期中時(shí)變嚙合剛度減小值不同。圖12(b)為齒厚偏差影響下從動(dòng)輪旋轉(zhuǎn)1.570 8 rad時(shí)主動(dòng)輪齒面瞬時(shí)接觸線,雖然瞬時(shí)接觸線與理論接觸跡重合,但是考慮齒厚偏差會(huì)使輪齒減薄,單齒柔度增加,從而使時(shí)變嚙合剛度略微減小。此外,由圖11(b)可知,當(dāng)考慮齒厚偏差時(shí),綜合嚙合誤差為0。這是由于本文中齒厚偏差通過輪齒的右側(cè)齒面定義,齒距偏差通過左側(cè)齒面定義,如圖2所示,而本研究中左側(cè)齒面為工作齒面,因此齒厚偏差的引入并不影響齒輪副的綜合嚙合誤差。
當(dāng)考慮齒廓偏差時(shí),時(shí)變嚙合剛度和綜合嚙合誤差在其理論值附近產(chǎn)生微小波動(dòng)。圖12(c)為齒廓偏差影響下從動(dòng)輪旋轉(zhuǎn)1.570 8 rad時(shí)主動(dòng)輪齒面瞬時(shí)接觸線。由圖可知,受齒廓偏差的影響,主動(dòng)輪齒面接觸線不再與理論接觸跡重合,而是分布在其兩側(cè),即發(fā)生了線外接觸,這是時(shí)變嚙合剛度和綜合嚙合誤差產(chǎn)生微小波動(dòng)的原因。

圖12 不同加工誤差下齒面瞬時(shí)接觸狀態(tài)Fig.12 Instantaneous contact state of tooth surface considering different types of manufacturing errors
由上述分析可知,齒距偏差是影響時(shí)變嚙合剛度和綜合嚙合誤差的主要因素。此外,加工誤差的引入會(huì)同時(shí)影響時(shí)變嚙合剛度和綜合嚙合誤差,二者深度耦合。在動(dòng)力學(xué)分析過程中,僅通過簡(jiǎn)諧函數(shù)模擬綜合嚙合誤差,而忽略加工誤差對(duì)時(shí)變嚙合剛度的影響,難以得到較為精確的動(dòng)力學(xué)分析結(jié)果。
4.3 安裝誤差對(duì)內(nèi)部激勵(lì)影響分析
根據(jù)圖3中對(duì)安裝誤差的定義,安裝誤差由四個(gè)參數(shù)(Δx,Δy,φ和γ)表示,它們可被分為中心距誤差(Δx和Δy)和軸線傾斜誤差(φ和γ)兩類。由于Δx和Δy對(duì)齒輪副中心距的變化影響類似,因此本文中僅考慮安裝誤差Δy,φ和γ對(duì)時(shí)變嚙合剛度和綜合嚙合誤差的影響,安裝誤差參數(shù)如表3所示。

表3 直齒輪副安裝誤差Tab.3 Assembly errors of spur gear pair
不同安裝誤差下時(shí)變嚙合剛度和綜合嚙合誤差,如圖13所示。由圖13(a)可知,在安裝誤差Δy的影響下,當(dāng)中心距增大時(shí),時(shí)變嚙合剛度減小,且由于中心距增大,嚙合齒面間初始間隙增加,從而導(dǎo)致單齒嚙合區(qū)間變大,而雙齒嚙合區(qū)間變小;當(dāng)中心距減小時(shí),時(shí)變嚙合剛度增加,而對(duì)單、雙齒嚙合區(qū)間影響較小,甚至出現(xiàn)單齒嚙合區(qū)間略微變大,這是由于在本文28 N·m載荷和-0.2 mm中心距誤差下,時(shí)變嚙合剛度增加導(dǎo)致輪齒受載變形減小,反而延緩了第二對(duì)輪齒進(jìn)入嚙合。此外,在安裝誤差φ和γ的影響下,時(shí)變嚙合剛度具有不同程度的減小,而單、雙齒嚙合區(qū)間無明顯變化,且針對(duì)相同大小的軸線傾斜誤差(φ和γ),軸線傾斜誤差φ對(duì)時(shí)變嚙合剛度的影響更大。圖14為從動(dòng)輪旋轉(zhuǎn)0.314 2 rad時(shí),主動(dòng)輪齒面瞬時(shí)接觸線。由圖14(a)和圖14(d)可知,由于中心距誤差Δy的引入,當(dāng)中心距增加時(shí),主動(dòng)輪齒面瞬時(shí)接觸線向齒頂移動(dòng),從而導(dǎo)致時(shí)變嚙合剛度減小;相反地,當(dāng)中心距減小時(shí),主動(dòng)輪齒面接觸線向齒根移動(dòng),從而使時(shí)變嚙合剛度增加。由圖14(b)、圖14(c)、圖14(e)和圖14(f)可知,在軸線傾斜誤差φ和γ的影響下,主動(dòng)輪齒面發(fā)生了不同程度的偏載,齒面實(shí)際接觸線縮短,從而導(dǎo)致時(shí)變嚙合剛度減小。當(dāng)φ=±0.1°時(shí),約50%的齒面脫離接觸,而當(dāng)γ=±0.1°時(shí),約33%的齒面脫離接觸,因此相同大小誤差下,軸線傾斜誤差φ對(duì)時(shí)變嚙合剛度的影響大于軸線傾斜誤差γ。

圖13 不同安裝誤差下時(shí)變嚙合剛度和綜合嚙合誤差Fig.13 Time-varying meshing stiffness and composite meshing error considering different types of assembly errors
由圖13(b)可知,在安裝誤差的影響下,齒輪副綜合嚙合誤差為一定值,且當(dāng)齒面為理論齒面或軸線傾斜誤差φ=-0.1°和γ=0.1°時(shí),綜合嚙合誤差為0。當(dāng)φ=0.1°和γ=-0.1°時(shí),綜合嚙合誤差分別為32.884 5 μm和11.928 0 μm。當(dāng)中心距減小時(shí)(Δy=-0.2 mm),綜合嚙合誤差為正值,即67.394 3μm;當(dāng)中心距增大時(shí)(Δy=0.2 mm),綜合嚙合誤差為負(fù)值,即-69.392 3 μm。
4.4 系統(tǒng)動(dòng)態(tài)特性分析
為研究加工誤差和安裝誤差對(duì)系統(tǒng)動(dòng)態(tài)特性的影響,將上文求得的時(shí)變嚙合剛度和綜合嚙合誤差代入動(dòng)力學(xué)方程,并在MATLAB軟件中利用ODE15S進(jìn)行仿真,計(jì)算了不同誤差下齒輪副的動(dòng)態(tài)傳遞誤差,并對(duì)計(jì)算結(jié)果在時(shí)域和頻域內(nèi)進(jìn)行分析。
理論齒面下和所有類型加工誤差綜合作用下齒輪副動(dòng)態(tài)傳遞誤差及其頻譜特性,如圖15所示。本研究中主動(dòng)輪轉(zhuǎn)速為2 400 r/min,嚙合頻率為fm=0.1×104Hz。由圖15可知,理論齒面下動(dòng)態(tài)傳遞誤差峰峰值為4.158 2 μm,其頻譜成分主要為嚙合頻率及其倍頻。考慮所有類型加工誤差時(shí),動(dòng)態(tài)傳遞誤差峰峰值為7.437 4 μm,其峰峰值較理論齒面明顯增大。此外,對(duì)比圖15(c)和圖15(d)可知,考慮所有類型加工誤差后,動(dòng)態(tài)傳遞誤差頻譜中1×104~2×104Hz間高頻成分顯著增加,而幅值有所減小。為研究動(dòng)態(tài)傳遞誤差的主要影響因素及頻譜中高頻成分的來源,分別對(duì)不同類型加工誤差作用下的動(dòng)態(tài)傳遞誤差進(jìn)行了分析,如圖16所示。
當(dāng)分別考慮齒距偏差、齒厚偏差和齒廓偏差時(shí),動(dòng)態(tài)傳遞誤差峰峰值分別為8.392 1 μm,4.043 5 μm和5.396 1 μm。與理論齒面下動(dòng)態(tài)傳遞誤差計(jì)算結(jié)果對(duì)比可知,齒距偏差和齒廓偏差均導(dǎo)致動(dòng)態(tài)傳遞誤差峰峰值增加,且齒距偏差的影響大于齒廓偏差,而齒厚偏差對(duì)動(dòng)態(tài)傳遞誤差峰峰值的影響較小。雖然當(dāng)僅考慮齒厚偏差時(shí)和理論齒面下,綜合嚙合誤差均為0,但齒厚偏差的引入導(dǎo)致輪齒減薄,時(shí)變嚙合剛度的變化導(dǎo)致動(dòng)態(tài)傳遞誤差峰峰值減小。相較于齒廓偏差,當(dāng)考慮齒距偏差時(shí),動(dòng)態(tài)傳遞誤差峰峰值與考慮所有類型加工誤差時(shí)動(dòng)態(tài)傳遞誤差的峰峰值更為接近。此外,從動(dòng)態(tài)傳遞誤差的頻譜分析圖可以看出,當(dāng)僅考慮齒厚偏差時(shí),其頻譜成分與理論齒面下相同,均為嚙合頻率及其倍頻,而當(dāng)考慮齒距偏差和齒廓偏差時(shí),動(dòng)態(tài)傳遞誤差頻譜中1×104~2×104Hz間高頻成分均有增加,其中齒距偏差下動(dòng)態(tài)傳遞誤差高頻成分增加更為顯著,且與考慮所有類型加工誤差時(shí)的頻譜成分更為接近。因此,齒距偏差是影響動(dòng)態(tài)傳遞誤差的主要因素,且齒距偏差是動(dòng)態(tài)傳遞誤差頻譜中高頻成分的主要來源。為減小齒輪系統(tǒng)動(dòng)態(tài)傳遞誤差的峰峰值,齒距偏差應(yīng)根據(jù)載荷大小合理分配,避免由于輪齒脫嚙導(dǎo)致的時(shí)變嚙合剛度突變對(duì)動(dòng)態(tài)傳遞誤差的影響。
圖17為不同安裝誤差下動(dòng)態(tài)傳遞誤差計(jì)算結(jié)果。根據(jù)前文中時(shí)變嚙合剛度和綜合嚙合誤差計(jì)算結(jié)果可知,理論齒面下和軸線傾斜誤差φ=-0.1°以及γ=0.1°時(shí),綜合嚙合誤差均為0,通過對(duì)比圖15(a)、圖17(c)和圖17(e)可見,時(shí)變嚙合剛度均值越小,動(dòng)態(tài)傳遞誤差均值越大。此外,圖17(a)~圖17(f)中,動(dòng)態(tài)傳遞誤差的峰峰值分別為6.002 8 μm,4.675 9 μm,2.899 4 μm,4.717 0 μm,5.033 0 μm和2.882 0 μm。由圖13和圖14可知,當(dāng)γ=0.1°時(shí),約33%的齒面脫離接觸,時(shí)變嚙合剛度均值和峰峰值減小,從而導(dǎo)致動(dòng)態(tài)傳遞誤差的峰峰值減小;然而,當(dāng)φ=-0.1°時(shí),約50%齒面脫離接觸,時(shí)變嚙合剛度的均值和峰峰值進(jìn)一步減小,反而使動(dòng)態(tài)傳遞誤差的峰峰值增加。對(duì)中心距誤差而言,當(dāng)Δy為負(fù)偏差時(shí),時(shí)變嚙合剛度均值增加;當(dāng)Δy為正偏差時(shí),時(shí)變嚙合剛度均值減小;同樣大小的中心距誤差下,負(fù)偏差對(duì)動(dòng)態(tài)傳遞誤差峰峰值的影響小于正偏差。由圖13(b)可知,在安裝誤差影響下,齒輪副綜合嚙合誤差為一定值。對(duì)比圖17(b)和圖17(e)可知,當(dāng)時(shí)變嚙合剛度相同時(shí),綜合嚙合誤差的均值對(duì)動(dòng)態(tài)傳遞誤差的均值和峰峰值影響較小。此外,從動(dòng)態(tài)傳遞誤差的頻譜分析中可以看出,不同類型安裝誤差下,其頻譜成分主要為嚙合頻率及其倍頻。

圖17 不同類型安裝誤差對(duì)動(dòng)態(tài)傳遞誤差的影響Fig.17 Influence of different types of assembly errors on dynamic transmission error
綜上分析可知,為減小動(dòng)態(tài)傳遞誤差的峰峰值,應(yīng)避免由軸線傾斜誤差引起的偏載現(xiàn)象發(fā)生,雖然一定程度內(nèi)的偏載導(dǎo)致時(shí)變嚙合剛度均值和峰峰值減小,使動(dòng)態(tài)傳遞誤差峰峰值減小,但超過一定范圍后,不僅動(dòng)態(tài)傳遞誤差的峰峰值增加,也會(huì)導(dǎo)致齒面接觸應(yīng)力增加,縮短齒輪疲勞壽命。此外,雖然本文中中心距負(fù)偏差對(duì)動(dòng)態(tài)傳遞誤差峰峰值的影響小于正偏差,但是中心距負(fù)偏差會(huì)進(jìn)一步導(dǎo)致嚙入沖擊激勵(lì)增大,不利于改善高速齒輪系統(tǒng)的動(dòng)態(tài)性能。
5 結(jié) 論
(1)加工、安裝誤差同時(shí)影響時(shí)變嚙合剛度和綜合嚙合誤差,二者深度耦合。加工誤差中,齒距偏差是時(shí)變嚙合剛度和綜合嚙合誤差的主要影響因素;齒距偏差作用下,綜合嚙合誤差呈階躍變化,當(dāng)階躍值超過一定范圍后會(huì)導(dǎo)致輪齒脫嚙,時(shí)變嚙合剛度發(fā)生突變;齒距偏差也是齒輪系統(tǒng)動(dòng)態(tài)傳遞誤差的主要影響因素。
(2)安裝誤差影響下,綜合嚙合誤差在整個(gè)嚙合周期內(nèi)為一定值;中心距誤差導(dǎo)致瞬時(shí)接觸線在齒面上移動(dòng),時(shí)變嚙合剛度隨中心距的增加而減小;軸線傾斜誤差導(dǎo)致齒輪出現(xiàn)偏載現(xiàn)象,齒面接觸線縮短,時(shí)變嚙合剛度減小,且軸線傾斜誤差φ較軸線傾斜誤差γ對(duì)時(shí)變嚙合剛度的影響更大。
(3)為減小齒輪系統(tǒng)動(dòng)態(tài)傳遞誤差的峰峰值,齒距偏差應(yīng)根據(jù)載荷大小合理分配,同時(shí)應(yīng)避免由軸線傾斜誤差引起的偏載現(xiàn)象發(fā)生;此外,雖然中心距負(fù)偏差對(duì)動(dòng)態(tài)傳遞誤差峰峰值的影響小于正偏差,但在采用中心距負(fù)偏差時(shí),應(yīng)結(jié)合齒廓修形,降低由中心距負(fù)偏差帶來的嚙入沖擊。
