既有工業廠房生產設備藝術修復再利用施工技術*
2022-08-28 02:17:58孫曉陽
施工技術(中英文) 2022年15期
孫曉陽
(中國建筑第八工程局有限公司總承包公司,上海 201204)
0 引言
20世紀60—70年代,為滿足生產生活需要,國內各地依托資源產地,建造了大量原材料、鋼設備加工廠等廠房。經歷社會環境變化、生產工藝變革等,出現了大量廢棄廠房及鋼設備。通過對鋼設備及廠房進行加固改造,解決鋼設備出現的表面銹蝕、結構損壞、廢渣堆積等問題,將鋼設備重新修復再利用并作為工業藝術街區的組成部分,喚起工業文明記憶,成為亟待解決的難題。
江蘇園博園項目主展館位于南京市江寧區,主展館場地為原昆元水泥廠和銀佳白水泥廠廠址,水泥廠建成于20世紀70年代。鋼設備主要包括水泥廠和其他房屋生產線鋼設備。通過對既有水泥廠工業遺址進行加固改造,實現城市功能的織補與生態修復,塑造具有前瞻性和標志性的建筑,主要施工內容包括鋼設備拆除、補強加固(增設支撐、補焊、增設螺栓)、內部耐候磚積灰清理、表面清理及耐久性保護,形成既有工業廠房生產設備藝術修復再利用施工技術。
1 技術特點
1)采用專業檢測儀器對鋼設備情況進行檢測,對鋼設備腐蝕程度進行鑒定,并通過對原有鋼設備的拆除、替換、加固及表面處理,實現生產線鋼設備的再利用。
2)對廠房生產設備進行成像并建模,形成三維空間數據后,對鋼設備模型進行有限元計算,對比分析鋼設備拆除前、后應力變化,確定拆除順序,形成新的加固形式與構造。
3)通過分析已建立的三維模型,明確鋼設備拆除與加固位置,對綜合空間利用、展陳效果、鋼設備情況進行分析,確定鋼設備保留、拆除范圍及方法,制定專項施工方案,合理安排施工順序。
4)通過反復試驗,使用不同的油漆材料與表面處理工藝制作小樣,在最大限度上保存和展示工業遺產。
5)現場精確測量,確定切割分段位置,通過搭設支撐架體或使用汽車式起重機進行吊裝作業,定位加固構件,按照施工順序依次進行拆除、加固,并使用聚乙烯醇薄膜進行表面保護,設置硬隔離封閉施工完成區域,進行成品保護。
2 施工工藝流程
既有工業廠房生產設備藝術修復再利用施工工藝流程如圖1所示。
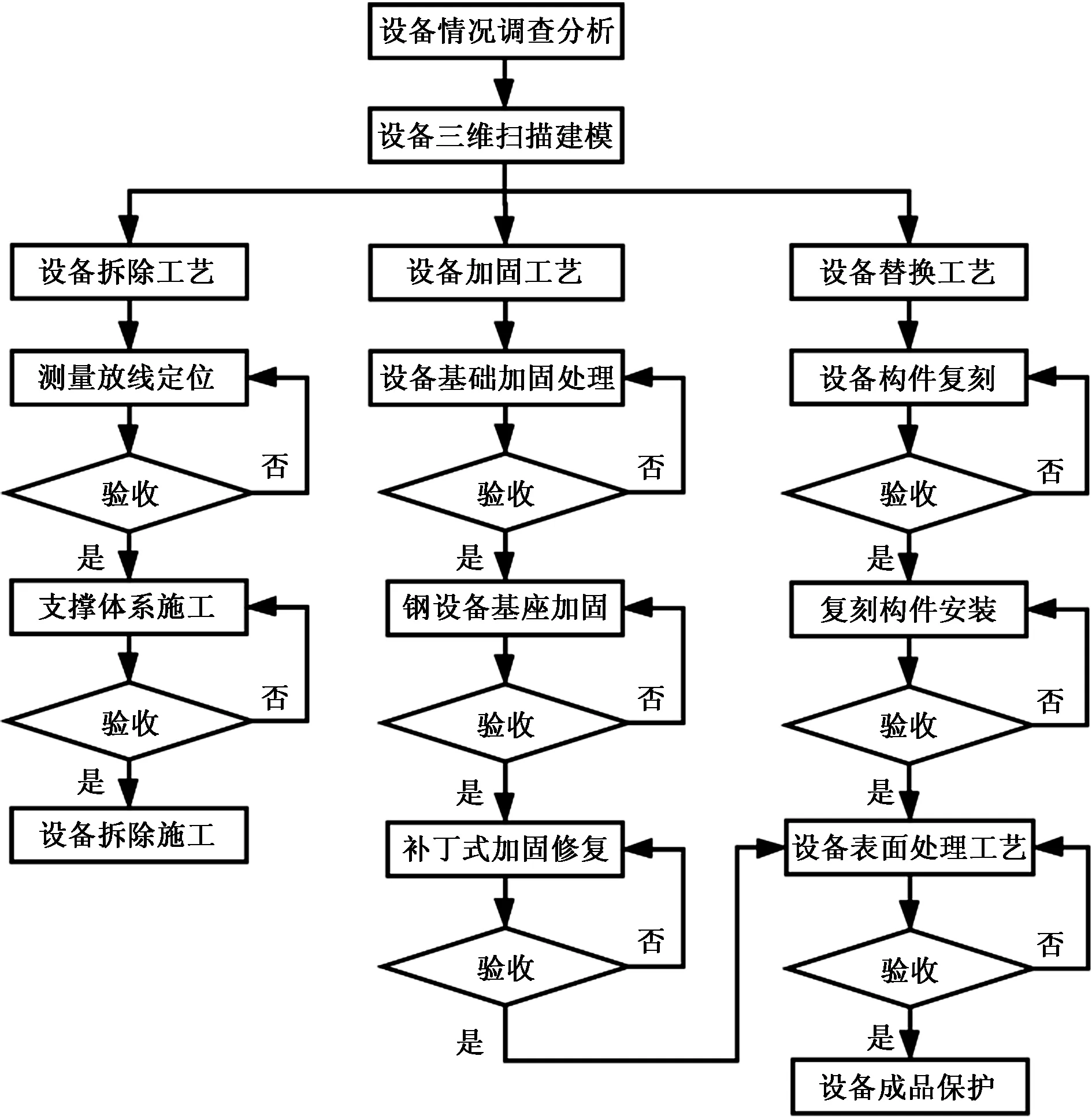
圖1 施工工藝流程
3 操作要點
3.1 鋼設備情況檢測分析
廠房鋼設備年代久遠、銹蝕情況復雜,修復改造前需對鋼設備整體情況進行科學調查分析,為確定鋼設備保留、替換、拆除范圍提供理論參考依據。
3.1.1鋼設備銹蝕情況檢查
1)觀察鋼設備表面有無缺陷及損傷,對有明顯銹蝕破損位置進行記錄。
2)采用Elcometer 331型銹蝕檢測儀檢測鋼設備銹蝕情況,鑒別有無銹蝕信號、銹蝕嚴重程度,并記錄測量結果。
3.1.2鋼設備壁厚檢查
采用PT900型智能化超聲波測厚儀進行鋼設備壁厚檢測,對壁厚不滿足要求的位置進行記錄。
3.1.3鋼設備強度檢測
使用里氏硬度計檢測鋼設備抗拉強度,由于生產設備曲面鋼構件較多,各曲面對硬度檢測結果的影響不同,正確操作情況下,沖擊落在試件表面瞬間的位置與平面試件相同,故僅采用通用支撐環。但某些構件曲率較小,會使沖擊體回彈速度偏小,從而使檢測值偏低,故需采用異形支撐環進行檢測。
根據檢測結果形成專業檢測報告,通過對檢測報告進行分析,綜合考慮展陳和使用效果,合理確定鋼設備拆除、替換、保留、加固范圍。
3.2 鋼設備三維掃描建模技術
3.2.1測量儀器
為提供設計基礎資料,需對廠房現狀進行測量,以獲取生產設備與廠房的位置關系及分布情況。由于老舊鋼設備年久失修、腐蝕情況嚴重,很多區域無法靠近測量,且生產設備分布錯綜復雜,易造成測量盲點。
為快速精準獲取鋼設備空間位置信息,選用Z+F 5010X型三維激光掃描儀進行測量,可直接實現大型、復雜、不規則實體結構的三維數據完整采集,測量精度較高。
3.2.2掃描建模流程
為確保測量工作的科學合理性,現場結合掃描儀使用特點及實際情況,確定以下掃描建模流程:掃描建模準備→坐標系導入→控制點布置→鋼設備安裝→三維激光掃描→數據檢查→數據處理→成果提交與存檔。
3.2.3關鍵技術
1)掃描前踏勘
獲取點云數據前進行實地踏勘,結合廠房尺寸、鋼設備分布情況劃分掃描區域,以保證在掃描儀有效工作范圍內發揮最大功效,避免重復掃描。
2)掃描站點和標靶布置
在掃描區域布設掃描站點和標靶,每個區域至少布置3個站點,以便后續將掃描坐標系轉換至測量坐標系及各站點云數據之間的拼接。
3)掃描測量
掃描站點布置完成后,將三維激光掃描儀架設在掃描站點上,進行整平、參數設置及掃描,掃描結果如圖2所示。掃描完成后可在顯示屏中實時查看點云數據,對于點云數據獲取不理想或復雜程度較高的區域,調整掃描級別,進行局部重新掃描。
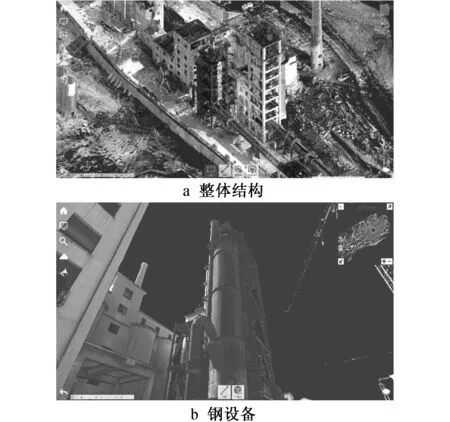
圖2 三維掃描結果
4)點云數據去噪
受施工因素的影響,且鋼設備實體反射特性不均勻,導致最終獲取的點云數據可能包含不穩定點和噪聲點,采用InfiPoints軟件去噪模塊對點云數據進行過濾(見圖3),得到最終需要的點云數據。

圖3 點云數據去噪處理
5)模型建立
將處理完成的數據導入SolidWorks軟件建立模型(見圖4),精準確定鋼構件尺寸及空間信息,避免后期因結構碰撞、尺寸沖突等原因造成返工。
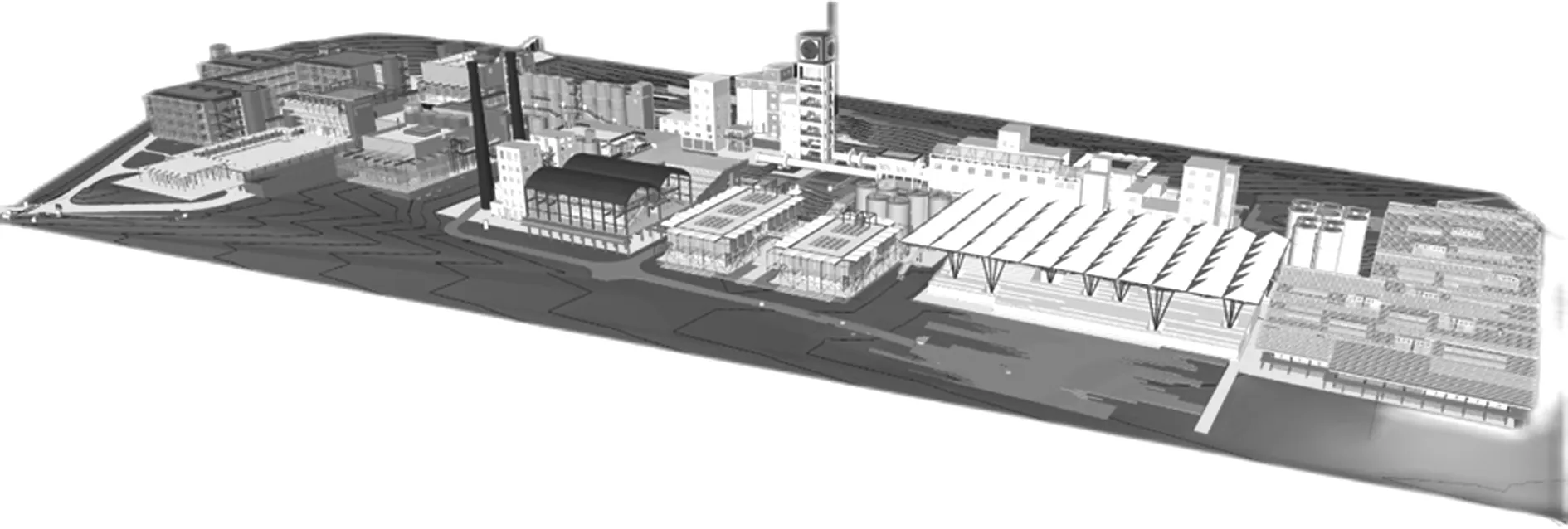
圖4 廠房生產設備模型
3.3 鋼設備拆除工藝
拆除腐爛、銹蝕嚴重且對空間使用及展陳效果有影響的鋼構件、鋼設備。為減小拆除過程對鋼設備的影響,采用氧氣乙炔精準割除法。
3.3.1測量定位
對拆除范圍內鋼構件、鋼設備進行放樣定位,并精準繪制切割線。
3.3.2支撐體系設置
1)臨時支撐
由于鋼設備較重且銹蝕情況嚴重,為確保整體結構穩定性,需在鋼設備切除部位及相鄰部位搭設臨時支撐體系進行卸荷,為保證安全性,需進行相應的計算分析。
2)永久支撐
對于豎向貫通大型鋼設備,考慮到空間利用需求,需將室內某些貫通鋼設備全部或部分拆除,對結構擾動及受力的影響較大。為此,采用Midas軟件對鋼設備自重及拆除前、后應力變化進行分析,以確定永久支撐位置、數量及形式。
3.3.3拆除施工
1)鋼設備拆除時逐段逐層切割,對于豎向鋼設備,應自上而下拆除,切割時嚴格控制構件尺寸(邊長≤1m,質量≤50kg)。切割后鋼設備不能集中堆放,及時利用汽車式起重機吊運清理,嚴禁擱置在外腳手架上。
2)部分鋼設備中存有積灰且積結成塊,需采用風鎬破除,隨破除隨切割,減小破除過程中對鋼設備其他部位造成的影響。
3.4 鋼設備替換工藝
為確保良好的展陳效果,部分銹蝕嚴重的鋼設備拆除后需進行1∶1復刻替換(見圖5),前期通過三維掃描及模型建立,基本掌握構件尺寸、位置等信息。為進一步確保復刻構件尺寸精確、降低返工率,現場將拆除構件分區域分類堆放,對構件尺寸與模型進行復核。
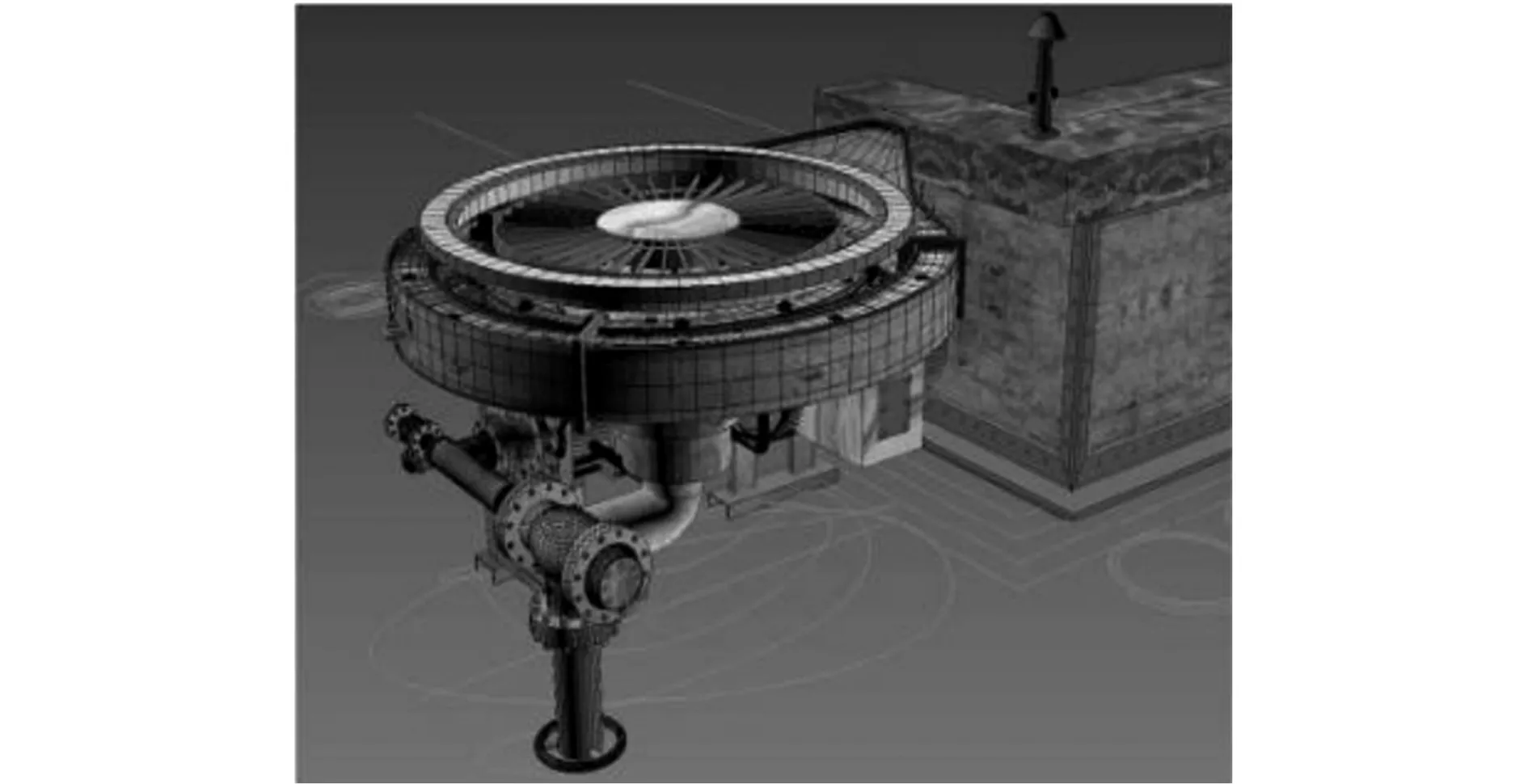
圖5 復刻構件模型
1)對需替換鋼設備范圍進行確認,測量定位后拆除。
2)將拆除后的鋼構件尺寸與模型進行復核,確保尺寸無誤后排產制作。更換鋼材均采用Q355NH鋼,在有資質的生產廠家按1∶1制作鋼構件,確保構件替換后的質量與效果。
3)將復刻完成的鋼設備運至現場,在各拆除區域就近堆放,因替換鋼構件數量較多,造型復雜,需按設計圖紙進行編號,確定安裝順序,提高安裝效率與精度。采用分段安裝方法,大型構件通過豎向提升鋼設備吊裝,可搭設臨時支撐輔助安裝樓層內部鋼設備。將替換構件與原有鋼設備進行連接,主要通過焊接、螺栓連接、化學錨栓連接等形式。
3.5 鋼設備加固工藝
為最大限度地保存工業遺產,需結合鋼設備情況分析結果與后期修復工藝對鋼設備采取加固修補處理措施,降低拆除及替換率。主要施工工藝包括鋼設備基礎與基座加固、破損位置補丁式加固修復、薄弱位置焊接補強、新增鋼支撐連接等方式。
3.5.1鋼設備基礎加固
由于鋼設備經拆除、替換后,使用功能和受力情況均發生了變化,需對原鋼設備獨立基礎進行加固處理,根據受力情況,采用增大植筋直徑及基礎尺寸的方式。
3.5.2鋼設備基座加固
大型鋼設備基座需進行加固處理,混凝土破損處采用外包碳纖維布的方式進行加固,在圓筒底部新增環形混凝土圈梁。
1)碳纖維布加固
清除基座表面油污、浮漿,并打磨至堅硬基層,對不平整部位進行打磨或修復處理,對裂縫進行灌縫或封閉處理,保持基面干燥。對基面進行底涂施工,凹陷部位采用找平材料修補平整,分層粘貼碳纖維布,保證粘貼平整,避免出現搭接、褶皺和扭曲。碳纖維布粘貼完成后,需采用粉刷的方式進行表面防護處理,在面涂層進行拍砂處理,拍砂時不得影響已粘貼的碳纖維布。
2)新增環形圈梁
在鋼設備基座增設環形圈梁,以增加基座受力穩定性。
3.5.3破損位置補丁式加固修復
經排查,鋼設備某些部位存在破裂(破洞)、過燒、燒穿等缺陷,現場進行補丁式加固修復。首先經檢查確定缺陷范圍,然后采用等厚度、同材質的蓋板覆蓋破損位置,蓋板尺寸應較缺陷界線尺寸大100mm。蓋板定位后,由長邊中部開始施焊,在短邊處閉合,進行圍焊處理。
3.5.4薄弱位置焊接補強
需對鋼設備薄弱位置進行焊接補強,包括鋼設備支撐節點、構件交接位置及焊接位置。補強施焊前,應清除待焊區及兩端向外延伸50mm范圍內的塵土、漆皮、涂料層、鐵銹及其他污垢,并打磨至露出金屬光澤。
選用低氫型焊條,焊條直徑≤4mm,焊接電流≤200A,補強焊接時,應先施焊對原結構影響較小的部位,如支座部位自頂部向下、自邊緣向中部施焊,角鋼自肢尖向肢背施焊。
因節點形式、焊縫布置、焊接順序確定,故采用能量密度較高的熔化極氣體保護電弧焊進行焊接,并采用較小的熱輸入,控制焊接變形,減小對鋼設備受力的干擾。
3.6 鋼設備表面處理工藝
為得到較好的展示效果,修舊如舊,需對鋼設備表面進行特殊處理,增加其耐候性,保存工業風貌(見圖6)。

圖6 鋼設備表面處理
3.6.1表面清理
使用角磨機對鋼設備表面油污、浮銹等進行清理,注意嚴格控制打磨厚度,不得對內部鋼結構造成損傷。
3.6.2銹蝕轉化劑涂刷
為增加底漆面漆的結合力和穩定性,提高鋼設備展陳年限,采用高滲透銹蝕轉化劑涂刷鋼設備表面,使鋼設備表面未除盡的油污、浮銹等生成致密的磷化膜層,待表面干燥后可進行下一步工序。
3.6.3類鐵紅銹肌理再造改性防腐涂料噴涂
鋼設備修復處理完成后需采用類鐵紅銹肌理再造改性防腐涂料進行仿舊處理。根據改性防腐涂料原材調色及涂刷工序的不同,現場進行多組鋼板小樣對比試驗,最終采用涂刷1道水性帶銹封閉底漆+2道水性聚氨酯色漆(鐵紅)+1道水性氟碳面漆的工序。
3.7 驗收與成品保護
施工完成后組織相關技術專家進行驗收。驗收合格后,封閉原建筑物,48h后在鋼設備表面包裹保護薄膜,防止受環境及外力影響破壞成品質量。
4 質量控制要點
1)根據設計文件、鋼材質量證明書、施工記錄、竣工報告、可靠性鑒定報告等資料及樣品試驗報告,對待加固鋼結構原材料性能指標進行評價。材料和鋼設備進場時,須嚴格把控驗收關。對于各類進場的材料,須驗收品牌、型號、規格、色澤、質量和數量。
2)結構因荷載反復作用及材料選擇、構造、制造、施工安裝不當等因素產生具有擴展性或脆斷傾向性的裂紋損傷時,應設法修復。修復前,須分析產生裂紋的原因及其影響的嚴重性,有針對性地采取改善結構實際工作性能或加固措施。對于不宜進行加固處理的構件,應及時拆除更換。
3)加固鋼構件安裝須牢固,尺寸、位置均應符合要求,焊接質量滿足設計和施工驗收規范要求。
4)進行結構焊接加固時,須由高級焊工施焊。當施焊鎮靜鋼板厚度≤30mm時,溫度應≥-15℃;當施焊鎮靜鋼板厚度>30mm時,溫度應≥0℃;當施焊沸騰鋼板時,溫度應>5℃。
5)焊縫連接加固時,新增焊縫應盡可能地布置在應力集中最小、遠離原構件的變截面及缺口、加勁肋截面處。盡可能使焊縫對稱于作用力,并避免交叉。新增的對接焊縫與原構件加勁肋、角焊縫、變截面等的距離宜≥100mm。各焊縫之間的距離不應小于被加固板件厚度的4.5倍。
6)雨雪天氣時,嚴禁露天焊接。4級以上大風天氣時,焊接作業區應采取擋風措施。
7)鋼構件焊縫補強前,應清除待焊區及兩端向外延伸50mm范圍內的塵土、漆皮、涂料層、鐵銹及其他污垢,并打磨至露出金屬光澤。
5 結語
既有工業廠房生產設備承載著城市的歷史記憶,相比整體拆除,對其進行修復改造不僅可減少建筑垃圾的產生,還能發揮其文化價值,留存城市珍貴的歷史記憶,符合國家建設節約型社會的理念及可持續發展要求。對江蘇園博園項目既有水泥廠工業遺址進行加固改造,實現城市功能的織補與生態修復。本文主要對鋼設備拆除、補強加固(增設支撐、補焊、增設螺栓)、內部耐候磚積灰清理、表面清理及耐久性保護等進行研究,形成既有工業廠房生產設備藝術修復再利用施工技術。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:24