響應面法優化雙蛋白魚絲的加工工藝
2022-08-30 09:00:06任洋瑩安玥琦徐國棟熊善柏
肉類研究 2022年8期
關鍵詞:工藝
任洋瑩,安玥琦,楊 眉,徐國棟,熊善柏
(華中農業大學食品科學技術學院,國家大宗淡水魚加工技術研發分中心(武漢),湖北 武漢 430070)
我國是淡水產品生產大國,但是淡水產品加工量卻遠低于世界平均水平。2020年我國淡水產品產量達3 234.64 萬t,占全國水產品的49.39%,但用于加工的淡水產品總量為524.18 萬t,僅占全國淡水產品總產量的16.21%[1]。魚糜制品是一種重要的淡水產加工品,具有高蛋白、低脂肪的特點,契合人們營養、健康的消費需求[2]。但目前魚糜制品市場定位較狹窄,多以魚丸、仿蟹棒、魚豆腐等形式作為火鍋食材,限制了魚糜制品產業的發展[3-5]。因此,開發新型魚糜制品勢在必行。
魚絲是湖北省云夢縣、黃梅縣和武漢市黃陂區等地的傳統魚糜制品,十分受消費者歡迎。傳統魚絲以鮮活或冷凍魚肉和淀粉為原料,以水和食用鹽為輔料,經制糜、配料、搟皮、蒸皮、冷卻、返生、切片或切絲、干燥等工藝加工而成,具有味美可口、食用方便等優點[6-7]。但是,傳統魚絲存在肌肉蛋白含量少、脂肪氧化腥味重、多為小作坊手工生產、難以實現工業化推廣等問題。以魚肉和雞肉為主要原料制作雙蛋白魚絲可以有效提高魚絲的蛋白含量,且符合《國民營養計劃(2017—2030年)》中開發雙蛋白食品的要求,有助于解決居民營養需求不均衡的問題[8-10]。但提高肌肉蛋白含量后,混合均勻的物料呈漿狀,不適用于搟制成型。基于此,亟需優化雙蛋白魚絲的制作工藝。本研究用擠壓成型、煮制定型的方法來制作雙蛋白魚絲,通過研究不同加工參數對雙蛋白魚絲拉伸特性的影響,確定最適的物料溫度、擠絲高度和煮絲時間,以期為高品質傳統魚絲制品的市場化推廣提供理論依據。
1 材料與方法
1.1 材料與試劑
冷凍魚糜(AAA級) 湖北省荊州市洪湖井力水產食品有限公司;冷凍雞胸肉 華中農業大學步行街中百超市;食鹽 湖北省武漢市鹽業集團有限公司;馬鈴薯淀粉 黑龍江省齊齊哈爾市如意淀粉食品有限公司。
1.2 儀器與設備
CombiMax 600型食品料理機 德國博朗公司;WP700J17型微波爐 格蘭仕微波爐電器有限公司;YMJ-01型壓面機 中山市彗心智能科技有限公司;TA-XT2i/25型質構分析儀 英國Stable Micro System公司。
1.3 方法
1.3.1 雙蛋白魚絲的制備
參考高潔[11]、孫宇[12]等的方法,雙蛋白魚絲的制作工藝如下:1)冷凍魚糜用流水解凍30 min;2)雞胸肉用流水解凍30 min,去除表面的筋膜,切塊,斬拌成糜;3)將解凍后的冷凍魚糜和雞胸肉糜以質量比8∶2混合,調節水分含量至78%;4)以魚糜和雞胸肉糜的總質量為基準,加入20%水,斬拌2 min,加入30%淀粉,斬拌3 min,加入3.5%鹽,斬拌3 min;5)將斬拌后的混合物于15~35 ℃靜置30 min;6)將混合魚漿擠入壓面機中,使用孔徑為3 mm的模具,將其置于距離水面2~18 cm的高度擠壓入熱水中;6)煮絲:魚絲擠入95 ℃的水中,加熱2~6 min,然后將魚絲撈出,于冰水中冷卻1 min后撈出、瀝干。
1.3.2 魚絲拉伸特性的測定
參考顏丹[13]的方法。取無裂紋、無彎曲、粗細均勻的魚絲,每根長20 cm。使用質構儀,A/SPR探頭測定。測試條件為:感應力為5 g,拉伸距離120 mm,測前速率1 mm/s,測中速率1 mm/s,測后速率10 mm/s。每次1 根,重復10 次。拉伸特性由拉伸強度和拉伸形變表示,拉伸強度和拉伸形變的計算方法見式(1)~(2)。
1.3.3 理化特性的測定
水分含量測定:參照GB 5009.3—2016《食品安全國家標準 食品中水分的測定》中的直接干燥法;蛋白質含量測定:參照GB 5009.5—2016《食品安全國家標準 食品中蛋白質的測定》中的凱氏定氮法;鈉含量測定:參照GB 5009.91—2017《食品安全國家標準 食品中鉀、鈉的測定》中的火焰原子發射光譜法;灰分含量測定:參照GB 5009.4—2016《食品安全國家標準 食品中灰分的測定》。
1.3.4 單因素試驗
根據雙蛋白魚絲的制作工藝:固定物料溫度20 ℃、擠絲高度10 cm,研究煮絲時間(2、3、4、5、6 min)對魚絲拉伸特性的影響;固定物料溫度20 ℃、煮絲時間4 min,研究擠絲高度(2、6、10、14、18 cm)對魚絲拉伸特性的影響;固定擠絲高度10 cm、煮絲時間4 min,研究物料溫度(15、20、25、30、35 ℃)對魚絲拉伸特性的影響。
1.3.5 響應面優化試驗
以雙蛋白魚絲的拉伸特性為核心指標,采用Box-Behnken中心組合試驗設計和響應面分析法優化工藝參數。設計3因素3水平的響應面試驗,優化雙蛋白魚絲的制作工藝。響應面分析因素及水平如表1所示。
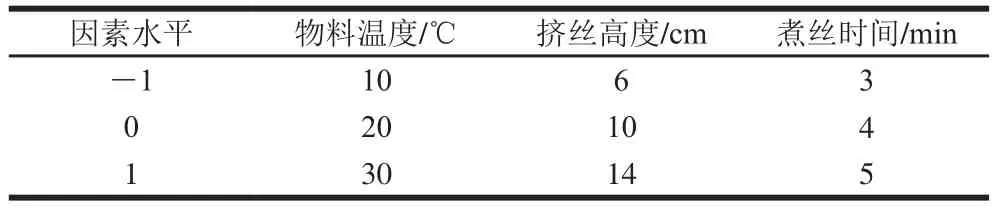
表1 Box-Behnken試驗因素與水平Table 1 Levels of three independent variables used in Box-Behnken design
1.4 數據處理
所有數據均表示為平均值±標準差,采用SPSS Statistics 26.0軟件進行數據間單因素顯著性差異分析,顯著水平為P<0.05。采用Origin 2021軟件作圖。利用Design Expert 11軟件統計分析響應面優化試驗結果。
2 結果與分析
2.1 單因素試驗結果
2.1.1 物料溫度對雙蛋白魚絲拉伸特性的影響
物料溫度是魚糜低溫凝膠化階段的溫度,對雙蛋白魚絲凝膠特性有關鍵性影響[14-15]。由圖1可知,隨著物料溫度的升高,雙蛋白魚絲的拉伸強度和拉伸形變均呈現出先升高后下降的趨勢,在20 ℃時達到最大值,分別為4.45 g/mm2和3.56。在物料溫度小于20 ℃時,淀粉顆粒吸水膨脹,填充在蛋白凝膠網絡結構中,增強凝膠的強度[16-17],從而使雙蛋白魚絲的拉伸強度和拉伸形變增強。拉伸強度還與凝膠網絡結構密切相關,由此推測物料溫度在20 ℃時形成的魚絲網絡結構更好[18-20]。隨著物料溫度的繼續升高,拉伸強度和拉伸形變均變差,可能是因為在溫度低于35 ℃時,鰱魚肌肉中的組織蛋白酶也有活性,引起肌原纖維的降解,從而使形成的凝膠品質變差[21-22]。焦道龍等[23]也發現,斬拌溫度超過20 ℃時,白鰱魚糜的凝膠強度顯著下降。
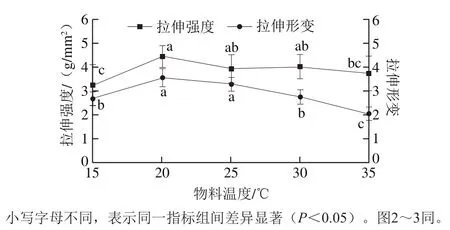
圖1 物料溫度對雙蛋白魚絲拉伸強度和拉伸形變的影響Fig. 1 Effect of raw material temperature on tensile strength and deformation of fish noodles
2.1.2 擠絲高度對雙蛋白魚絲拉伸特性的影響
擠絲高度是指魚絲擠出時距沸水表面的高度。由圖2可知,隨著擠絲高度的增加,雙蛋白魚絲的直徑顯著下降。高潔[11]、田勝[24]等認為,隨著擠絲高度的增加,魚絲的直徑在重力的作用下會越來越小。所以改變擠絲高度主要改變了雙蛋白魚絲的直徑,進而影響其拉伸特性。擠絲高度小于10 cm時,雙蛋白魚絲的拉伸強度隨著擠絲高度的升高而增加,擠絲高度10~18 cm時,雙蛋白魚絲的拉伸強度沒有顯著性變化;而隨著擠絲高度的增加,拉伸形變呈現出先增加后下降的趨勢,這與魚絲變得過細有關。在擠絲高度為10 cm時,魚絲的拉伸形變達到最大值,為4.07。
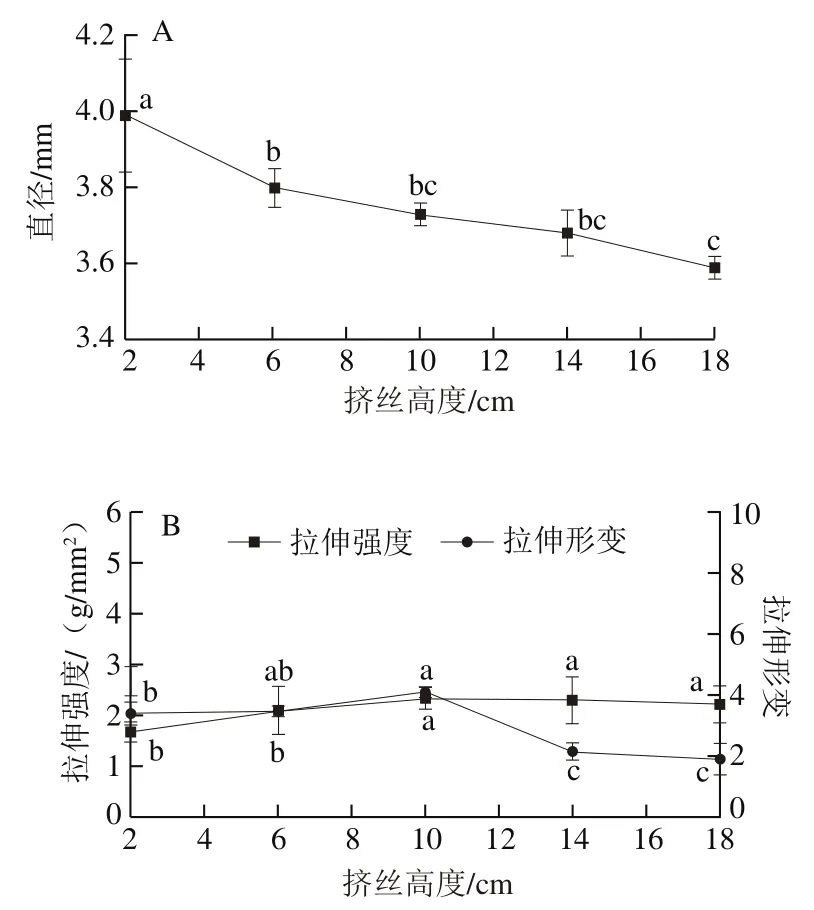
圖2 擠絲高度對雙蛋白魚絲直徑(A)和拉伸特性(B)的影響Fig. 2 Effects of extrusion height on the diameter (A) and tensile properties (B) of fish noodles
2.1.3 煮絲時間對雙蛋白魚絲拉伸特性的影響
由圖3可知,隨著煮絲時間的延長,魚絲的拉伸強度和拉伸形變都呈現出先增加后下降的趨勢。煮絲時間為4 min時,魚絲的拉伸強度和拉伸距離均達到最大值,分別為4.31 g/mm2和4.18。這可能是因為在開始0~4 min的加熱時間內,魚蛋白凝膠逐漸形成,從而使雙蛋白魚絲的拉伸特性呈逐漸增大的趨勢;而隨著煮絲時間繼續延長,肌纖維束受到嚴重破壞,肌纖維斷裂,變得松散,從而魚絲的拉伸特性下降。在其他類型的魚糜制品中,李維等[25]的研究也發現,隨著加熱時間的延長,鰱魚魚糜的凝膠強度呈現先上升后下降的趨勢。

圖3 煮絲時間對雙蛋白魚絲拉伸強度和拉伸形變的影響Fig. 3 Effect of cooking time on tensile strength and tensile deformation of fish noodles
2.2 響應面分析法優化雙蛋白魚絲制作工藝
根據單因素試驗結果,最適物料溫度為20 ℃,但目前在工業生產中斬拌溫度一般控制在10 ℃左右,一方面是減少肌動球蛋白變性,另一方面是防止斬拌過程中魚糜凝膠化、失去可塑性[26-31],所以選擇10、20、30 ℃進行響應面優化試驗。最適擠絲高度為10 cm,選擇6、10、14 cm進行響應面優化試驗。最適煮絲時間為4 min,選擇3、4、5 min進行響應面優化試驗。以物料溫度、擠絲高度和煮絲時間為自變量,以拉伸強度和拉伸形變為響應值。響應面設計方案及試驗結果見表2。
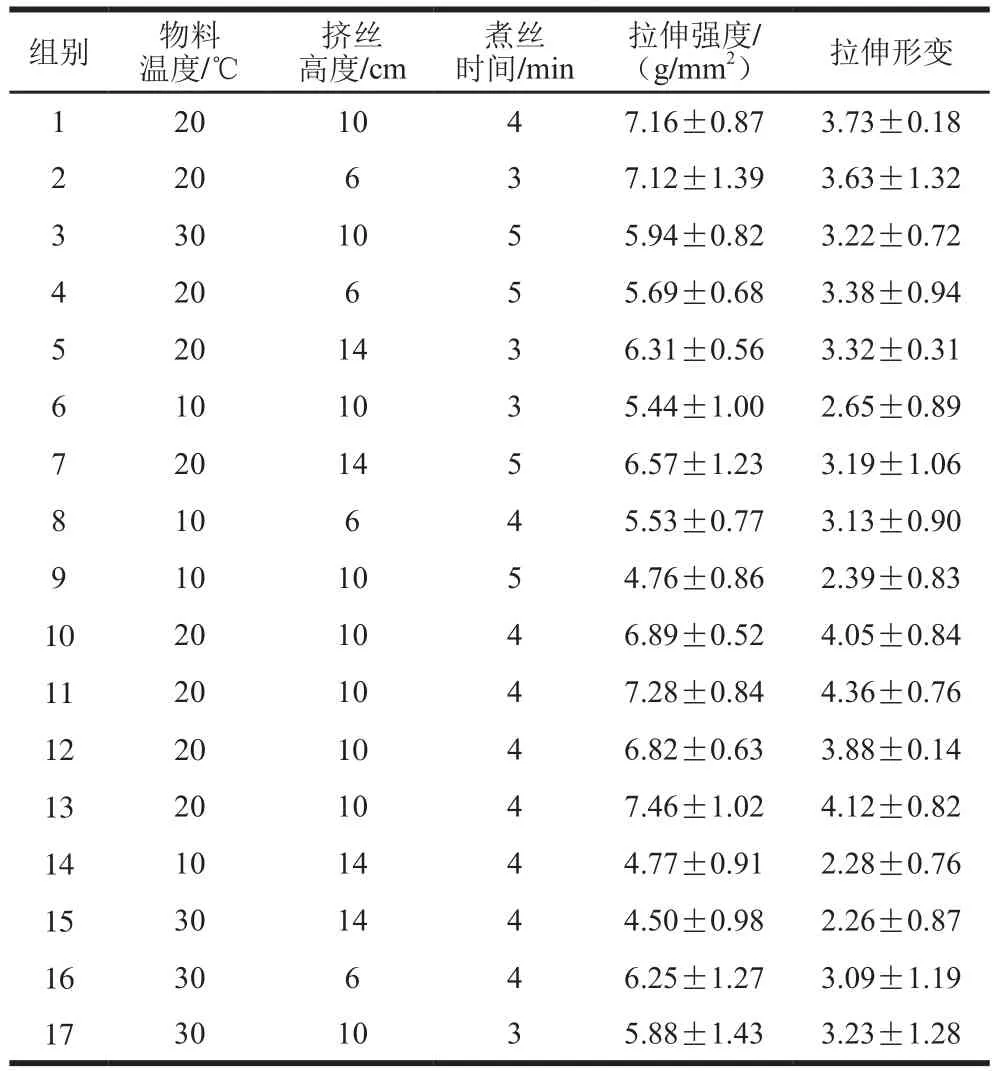
表2 雙蛋白魚絲制作工藝中心組合試驗設計方案及結果Table 2 Box-Behnken design matrix along with experimental responses
2.2.1 工藝參數對雙蛋白魚絲拉伸強度影響的分析
以拉伸強度為響應值,對表2數據進行多元回歸擬合,可以得到拉伸強度(Y1)與物料溫度(X1)、擠絲高度(X2)和煮絲時間(X3)的回歸方程:Y1=0.58+0.57X1+0.21X2+0.18X3-0.01X1X2+0.02X1X3+0.11X2X3-
由表3的方差分析結果可知,模型P值小于0.01,表明該模型達到極顯著水平,而失擬項的P值為0.080,說明未知因素對試驗結果干擾較小,擬合方程可信,且此模型的R2=0.905,表明試驗數據與回歸數學模型擬合性良好,能夠用上述模型較好地預測各指標的實際值。F(X2)>F(X1)>F(X3),即對魚絲拉伸強度影響程度的順序為擠絲高度>物料溫度>煮絲時間。
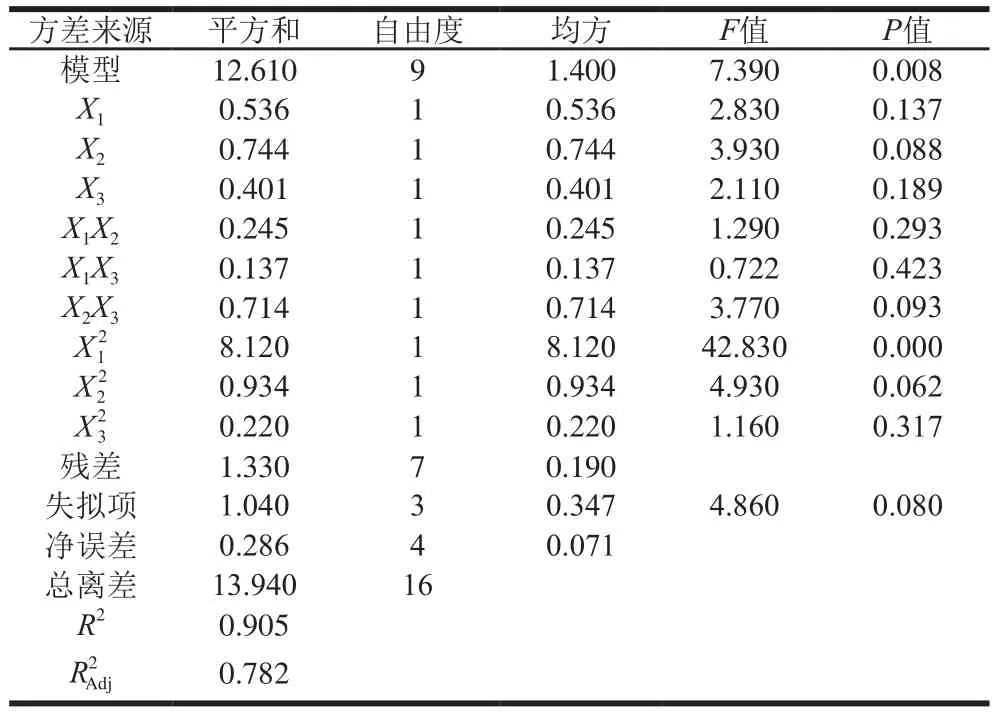
表3 拉伸強度回歸模型的方差分析結果Table 3 Analysis of variance (ANOVA) of regression model for tensile strength
為找出各因素的最佳響應面交互作用參數,根據回歸模型分析結果,對上述回歸方程繪制各因素響應曲面三維圖,進一步分析與評價自變量對響應值的影響。在響應面分析中,響應曲面傾斜度越陡,響應值對于處理條件改變的敏感程度越大,顏色越深,表明因素間的交互作用顯著,反之則交互作用不顯著[32]。
由圖4A可知,等高線的形狀呈橢圓形,表明物料溫度和擠絲高度交互作用對拉伸強度的影響較強。由圖4B可知,等高線的形狀呈橢圓形,表明物料溫度和煮絲時間交互作用對拉伸強度的影響較強。由圖4C可知,等高線的形狀呈橢圓形,且響應面的顏色較深,表明擠絲高度和煮絲時間對拉伸強度的影響較強,且擠絲高度和煮絲時間交互作用顯著。響應值Y1存在極大值,即在所設計參數中存在達到最大拉伸強度的最優條件,改變加工工藝能提高拉伸強度。將方程導數化后求極值(最大值),得到擠絲高度7 cm、物料溫度20 ℃、煮絲時間3 min時加工制得的魚絲拉伸強度最高(7.41 g/mm2)。
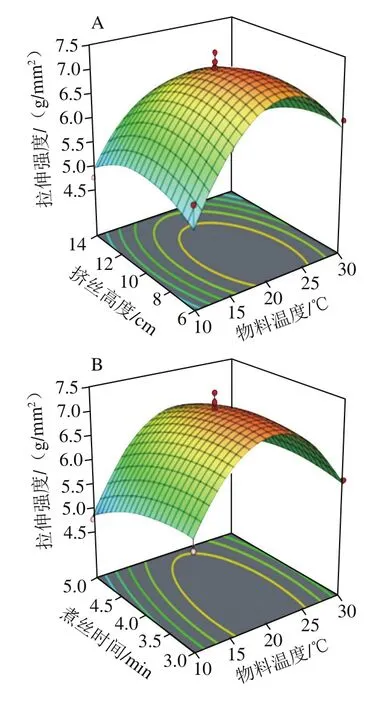
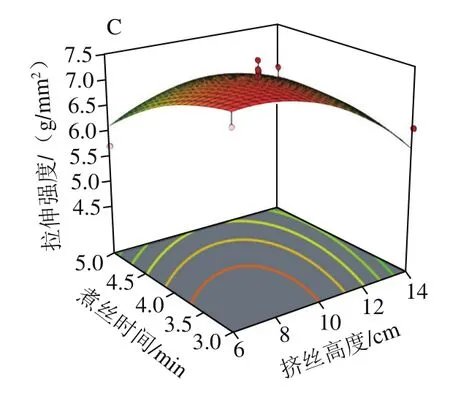
圖4 3因素交互影響雙蛋白魚絲拉伸強度的響應面圖Fig. 4 Response surface plots showing individual and interactive effects of three factors on tensile strength of fish noodles
2.2.2 工藝參數對雙蛋白魚絲拉伸形變影響的分析
以拉伸距離為響應值,對表2數據進行多元回歸擬合,得到拉伸距離(Y2)與物料溫度(X1)、擠絲高度(X2)和煮絲時間(X3)的回歸方程:Y2=4.13+0.18X1-
由表4的方差分析結果可知,模型P值小于0.01,表明該模型達到極顯著水平,而失擬項的P值為0.112,說明未知因素對試驗結果干擾較小,擬合方程可信,且此模型的R2=0.926,表明試驗數據與回歸數學模型擬合性良好,能夠用上述模型較好地預測各指標的實際值。F(X2)>F(X1)>F(X3),即對魚絲拉伸形變影響程度的順序為擠絲高度>物料溫度>煮絲時間。上述數據表明,該模型可以較好反映雙蛋白魚絲擠絲高度、物料溫度、煮絲時間之間的關系,因此該二次模型成立,可以用于預測雙蛋白魚絲的制備工藝。

表4 拉伸形變回歸模型的方差分析結果Table 4 ANOVA of regression model for tensile deformation
由圖5A可知,等高線的形狀呈圓形,表明物料溫度和擠絲高度交互作用對拉伸形變的影響較小。由圖5B可知,等高線的形狀呈橢圓形,表明物料溫度和煮絲時間交互作用對拉伸形變的影響較大。由圖5C可知,等高線的形狀呈圓形,表明擠絲高度和煮絲時間交互作用對拉伸強度的影響較小。響應值Y2存在極大值,即在所設計參數中存在達到最大拉伸形變的最優條件。將方程導數化后求極值(最大值),得到擠絲高度9 cm、物料溫度21 ℃、煮絲時間4 min時加工制得的魚絲拉伸形變最高(4.18)。
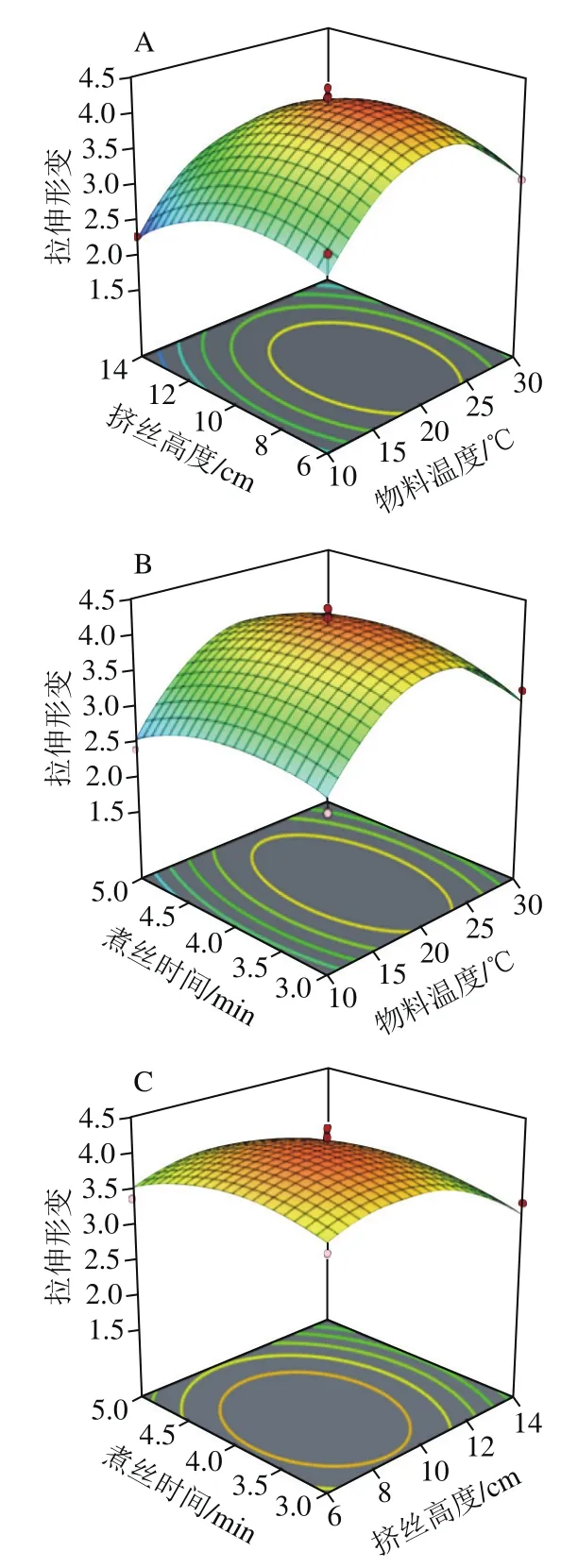
圖5 3因素交互影響雙蛋白魚絲拉伸形變的響應面圖Fig. 5 Response surface plots showing individual and interactive effects of three factors on tensile strength of fish noodles
2.3 雙蛋白魚絲最佳制作工藝的驗證結果
利用Design-Expert 11.0軟件中Box-Behnken中心組合試驗進行參數最優化分析,以拉伸強度和拉伸形變最大為目標,共同優化得到最優加工工藝參數為物料溫度21 ℃、擠絲高度8 cm、煮絲時間4 min。該條件下理論預測拉伸強度7.30 g/mm2、拉伸形變4.16。
對最優條件進行3 次驗證實驗,由表5可知,實驗得到拉伸強度為(7.27±0.10) g/mm2、拉伸形變為4.18±0.29,最優條件下的實際值和理論值相對誤差較小,說明該模型可較好地反映各因素與響應值之間的關系。
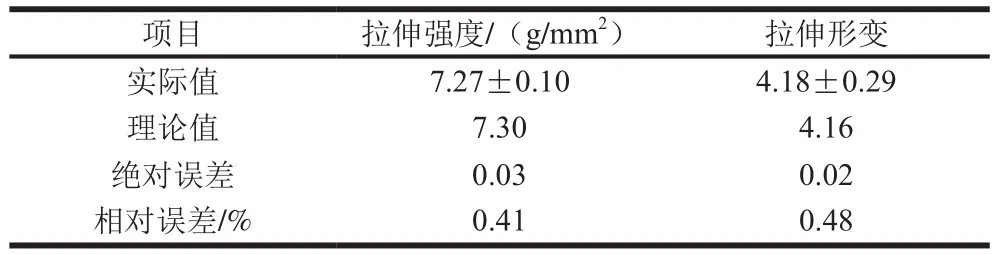
表5 最優條件下實際值和理論值的誤差Table 5 Error between actual and theoretical values of tensile strength and deformation under optimal conditions
2.4 雙蛋白魚絲的品質測定
最優工藝下制作的雙蛋白魚絲的感官描述如下:為直條形狀,粗細均勻,表面光滑水潤,呈淡黃色;聞起來具有特有的香氣和鮮味,無異味;肉眼看無外來雜質;復熱后,自然散開成條狀,不黏、不糊。理化指標:水分含量81.03%、灰分含量0.62%、蛋白質含量5.7%,高于DB 36/T 457—2018《興國魚絲》[33]中對魚絲濕制品蛋白質含量3%的要求;NaCl含量0.99%,低于DB 36/T 457—2018[33]中對魚絲濕制品NaCl含量4%的要求。可見,在最優工藝下制作的雙蛋白魚絲優于相關標準要求。
3 結 論
改變擠絲高度、物料溫度和煮絲時間等工藝參數可以改善魚肉-雞肉雙蛋白魚絲的拉伸特性。單因素試驗結果表明:物料溫度20 ℃時,雙蛋白魚絲拉伸強度和拉伸形變均達到最大值,分別為4.45 g/mm2和3.56;擠絲高度10 cm時,雙蛋白魚絲的拉伸形變達到最大值,為4.07;煮絲時間4 min時,雙蛋白魚絲的拉伸強度和拉伸距離均達到最大值,分別為4.31 g/mm2和4.18。通過響應面法優化后可知,3因素交互作用對雙蛋白魚絲的拉伸強度均有較強影響,其中擠絲高度和煮絲時間交互作用對拉伸強度的影響最顯著,物料溫度和煮絲時間交互作用對拉伸形變的影響較強,物料溫度和擠絲高度、擠絲高度和煮絲時間的交互作用對拉伸形變的影響較小。物料溫度為21 ℃、擠絲高度為8 cm、煮絲時間為4 min時,雙蛋白魚絲有較好的拉伸特性,經驗證可得,在該工藝參數下,拉伸強度達到7.27 g/mm2、拉伸形變達到4.18。在最優工藝下制作的雙蛋白魚絲蛋白質含量為5.7%,NaCl含量為0.99%,均優于相關標準的要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
