
電弧銑削加工間隙電壓預測模型的建立與研究
2022-09-03 01:47:14韓福柱
中國機械工程 2022年16期
張 瑾 韓福柱
1.清華大學機械工程系,北京,1000842.清華大學精密/超精密制造裝備和控制北京市重點實驗室,北京,100084
0 引言
電弧銑削加工利用電弧放電產生的高溫去除工件材料,其加工原理與電火花加工類似,但是加工過程中放電能量密度高,加工效率高,近年來廣泛應用于鈦合金、高溫合金等難切削加工材料的加工。目前對于電弧銑削加工技術的研究主要集中在提出新的電弧銑削加工方法,研究新型加工電源,引入超聲、磁場等輔助加工方式,以提高電弧銑削加工的效率[1-4],而對電弧銑削加工間隙控制的研究尚屬空白。目前電火花加工間隙的控制已經有比較完善的研究成果,如檢測電火花加工間隙的平均電壓[5]、建立放電加工模型[6-7],以及提出不同的電火花加工狀態預測方法等[8-9],通過以上方法可識別電火花放電狀態,檢測電火花加工放電間隙,從而調整控制系統,實現穩定的電火花加工。在電弧銑削加工方面,對電弧加工間隙進行控制是非常有必要的,電弧銑削加工間隙的變化直接影響電弧銑削加工的效率。由于電弧銑削加工過程中放電能量密度高,工件表面材料在短時間內被大量蝕除,因而加工間隙的變化非常大,如果不對加工間隙進行控制,會影響電弧銑削加工時的放電頻率,進而影響加工效率,因此,需要通過伺服系統控制加工間隙來保證電弧銑削加工的高效、穩定進行。
電火花加工過程中一般存在五種放電狀態,分別是空載、火花、電弧、過渡電弧以及短路,而電弧銑削加工過程中,通常認為只有空載、電弧和短路三種狀態,目前已有的電火花加工狀態的預測模型是基于電火花五種放電狀態建立的,無法用于電弧銑削加工的間隙控制。要實現對電弧銑削加工間隙的實時準確控制,就需要建立一種能夠預測電弧銑削加工間隙的預測模型,通過該模型預測的加工間隙的變化來實現伺服系統對加工間隙的控制,從而提高電弧銑削加工的效率。本文根據系統辨識理論建立了電弧銑削加工系統的預測模型,通過實驗驗證了預測模型的準確性。
1 電弧銑削加工系統時域模型
電弧銑削加工過程中,放電間隙的大小受多種因素的影響,包括加工電壓、電極轉速、沖液壓力、銑削深度、磁場強度、進給速度,以及電極和工件的材料、硬度等。理論上,當加工參數確定后,加工電壓、電極轉速、沖液壓力、銑削深度、磁場強度及進給速度等加工參數在加工過程中就不會發生改變,可以認為加工參數是確定性的影響因素。在實際加工中,隨著放電加工過程的進行,銑削深度和電極損耗的增加,會造成放電間隙變化、排屑情況變差等,這些外部因素對電弧銑削加工的影響會變大,可以認為這部分因素是不確定性的影響因素。因此,在電弧銑削加工系統中,系統應該包括確定性的部分、不確定性的(即干擾)部分影響因素,系統的示意圖見圖1。其中,y(t)是隨時間變化的間隙電壓值,u(t)是穩態加工時的初始加工間隙電壓,e(t)是均值為0、方差為σ2的白噪聲。

圖1 電弧銑削加工系統示意圖Fig.1 Schematic diagram of composite energy fieldrotating arc milling processing system
系統的輸出響應可表示為
(1)
類似地,系統的噪聲響應可表示為

(2)
其中,G(z-1)稱作系統脈沖傳遞函數,即系統模型;H(z-1)稱作噪聲脈沖傳遞函數,即噪聲模型;q-1是移位算子,定義式為
q-1y(t)=y(t-1)
(3)
結合式(1)和式(2),電弧銑削加工系統的時域模型可以表示為
z(t)=G(q-1)u(t)+e(t)=G(q-1)u(t)+
H(q-1)v(t)
(4)
式中,u(t)、z(t)分別為系統輸入變量和輸出變量;v(t)為均值為0、方差為σ2的不相關隨機噪聲。


(5)
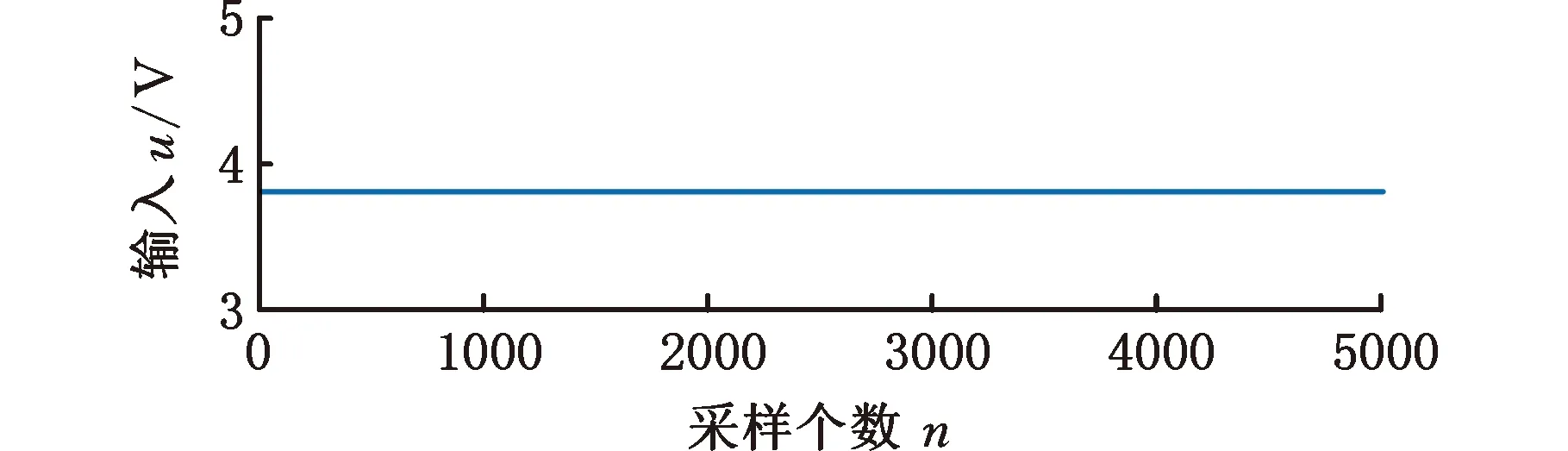
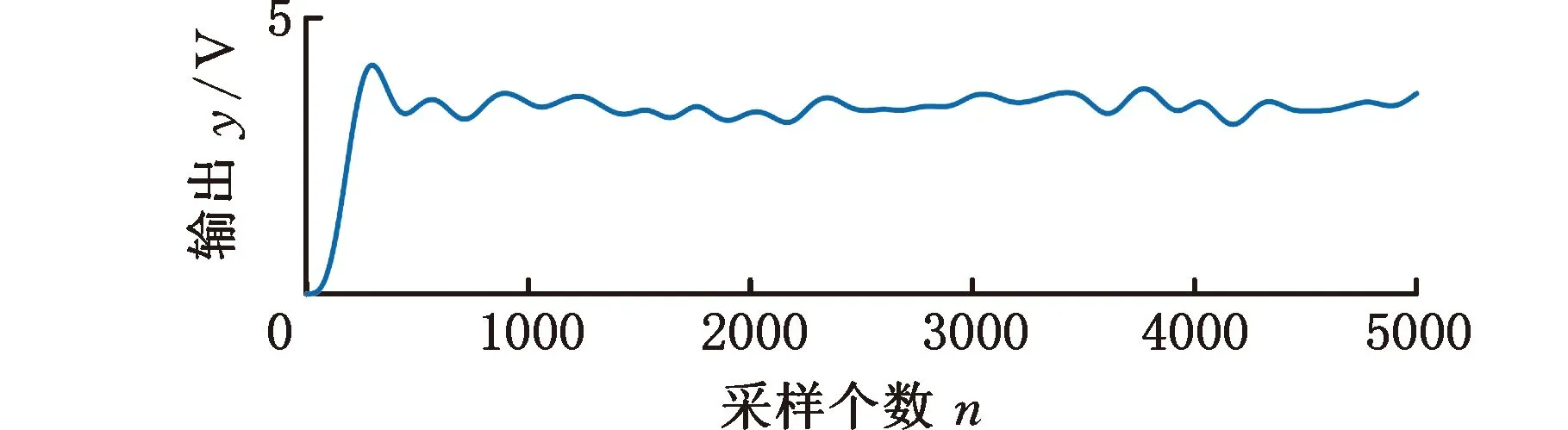
(a)輸入時域圖

(b)輸出時域圖圖2 輸入輸出時域分布Fig.2 Input and output time domain distribution plot
2 模型輸入信號的預處理
對采樣得到的數據進行譜密度分析,對應的頻譜函數的估計如下:
(6)
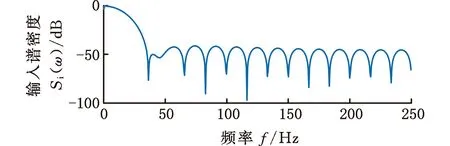
(a)輸入譜密度

(b)輸出譜密度圖3 輸入輸出譜密度Fig.3 Input and output spectral density plot
其中,WM(τ)為窗函數,M為窗函數的寬度,本文采用Hamming窗(M=30),由此得到電弧銑削加工系統模型的輸入、輸出譜密度函數,如圖3所示。由系統的頻率響應函數估計和噪聲的頻譜函數估計:
(7)
(8)
得到系統的頻率響應函數波特圖和干擾的頻譜分布圖,如圖4和圖5所示。

(a)幅值
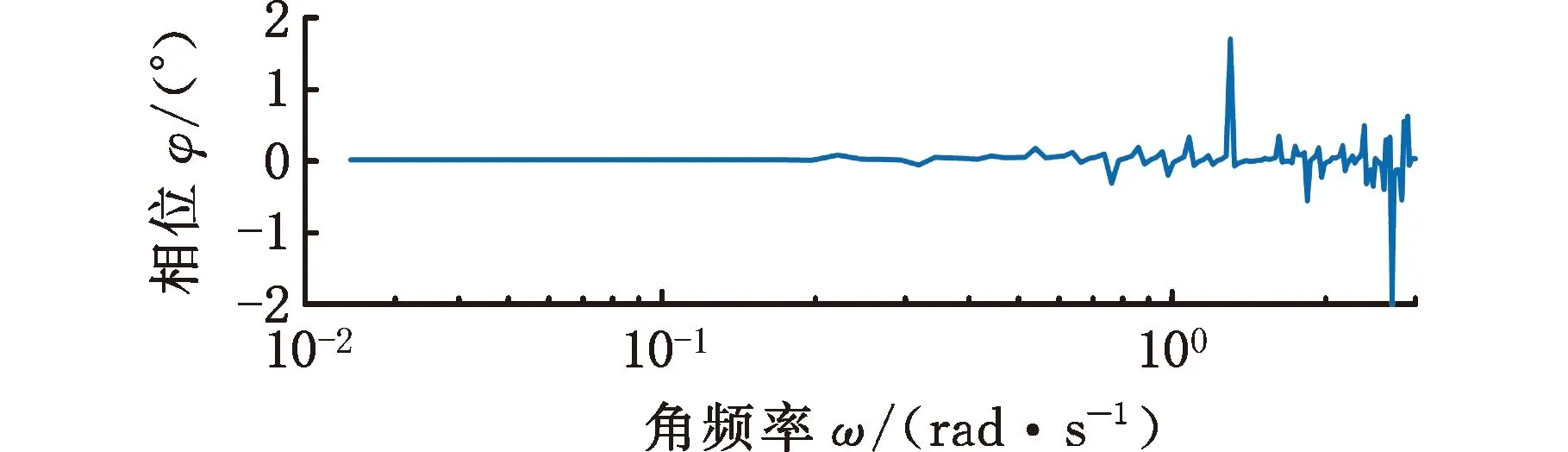
(b)相位圖4 傳遞函數波特圖Fig.4 Transfer function Bode plot
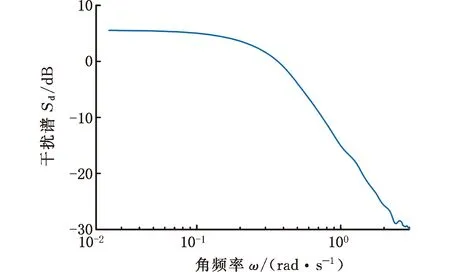
圖5 干擾頻譜圖Fig.5 Interference spectrogram plot
系統的輸入譜密度函數與干擾譜密度函數之間滿足[10]:
(10)


(a)過濾后輸入時域圖
(b)過濾后輸出時域圖圖6 過濾后輸入輸出時域圖Fig.6 Filtered input and output time domain plot

(a)輸入譜密度對比

(b)輸出譜密度對比圖7 過濾前后輸入輸出譜密度對比Fig.7 Comparison of input and output spectral density before and after filtering
3 放電間隙電壓預測模型
3.1 模型結構和階次
經過預處理后的系統輸入輸出數據用于系統建模,對系統時域模型(式(4))和系統超前一步預報(式(5))進行進一步處理,分別得到系統模型和系統預測模型:
(11)
(12)
其中,B(q-1)、C(q-1)、D(q-1)、F(q-1)為延遲算子多項式;θ為系統模型參數。由式(11)和式(12)得到系統的預報誤差:
(13)
引入輔助變量:
υ(t,θ)=y(t)-ω(t,θ)
由此得到系統的狀態參數:
φ(t,θ)=(u(t-1),…,u(t-nb),-ω(t-1,θ),…
-ω(t-nf,θ),ε(t-1,θ),…,ε(t-nc,θ),
-υ(t-1,θ),…,-υ(t-nd,θ))T
則系統的預測模型方程(式(12))可寫成:
(14)
θ=(b1,…bnb,c1,…cnc,d1,…dnd,f1,…fnf)T
系統的預報誤差可以進一步表示為
ε(t,θ)=y(t)-φT(t,θ)θ
(15)
使用以下標量值函數表示預測誤差的值:
(16)
根據最小二乘準則,得到以下最小二乘估計:
(17)
根據以上分析,對采集的數據進行預處理后,用輸入、輸出數據的前一半作為模型參數辨識數據,后一半數據驗證模型的預測能力,進行系統預測模型的仿真、預測,確定電弧銑削加工間隙預測模型的最優模型為
(18)
B(q-1)=0.003 164q-1
C(q-1)=1+q-1
D(q-1)=1-2.684q-1+2.541q-1-1.03q-1+0.1726q-1
F(q-1)=1-1.987q-1+0.9907q-1
用得到的最優模型進行放電間隙電壓擬合實驗,實驗過程在MATLAB軟件中進行,將間隙電壓預測模型得到的仿真值與加工過程中實時采集的放電間隙電壓值進行擬合,0.5 s、1.5 s、2 s內的仿真輸出值與放電間隙電壓值擬合結果如圖8所示。可以看出,隨著擬合時間的增加,擬合精度逐漸降低,說明模型輸出的仿真值與實際測得的間隙電壓值的擬合程度只與擬合時間有關,擬合的時間段越短,擬合程度越高,因此,可以采用遞推的方式實現對電弧銑削加工放電間隙電壓的跟蹤預測。
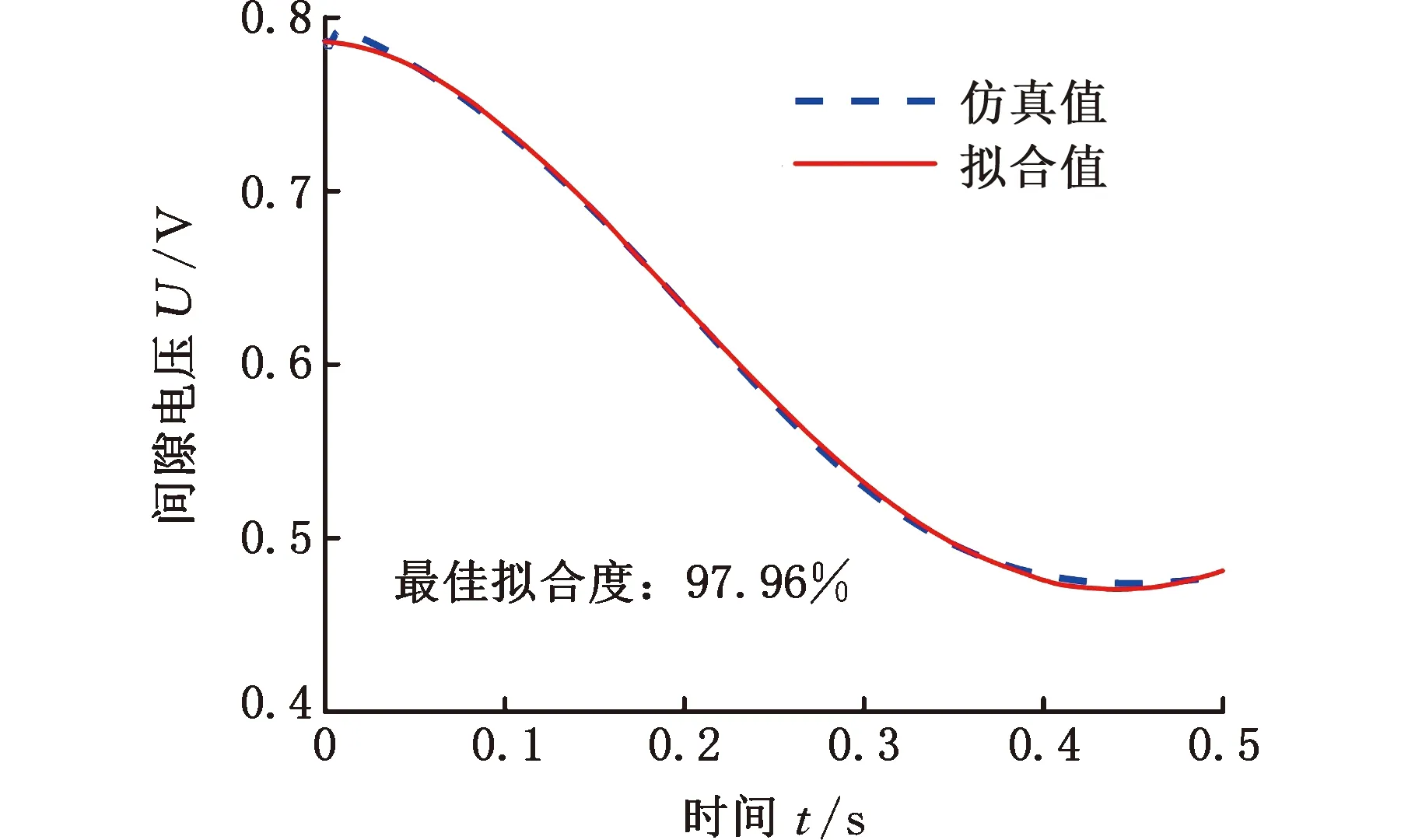
(a)0.5 s內
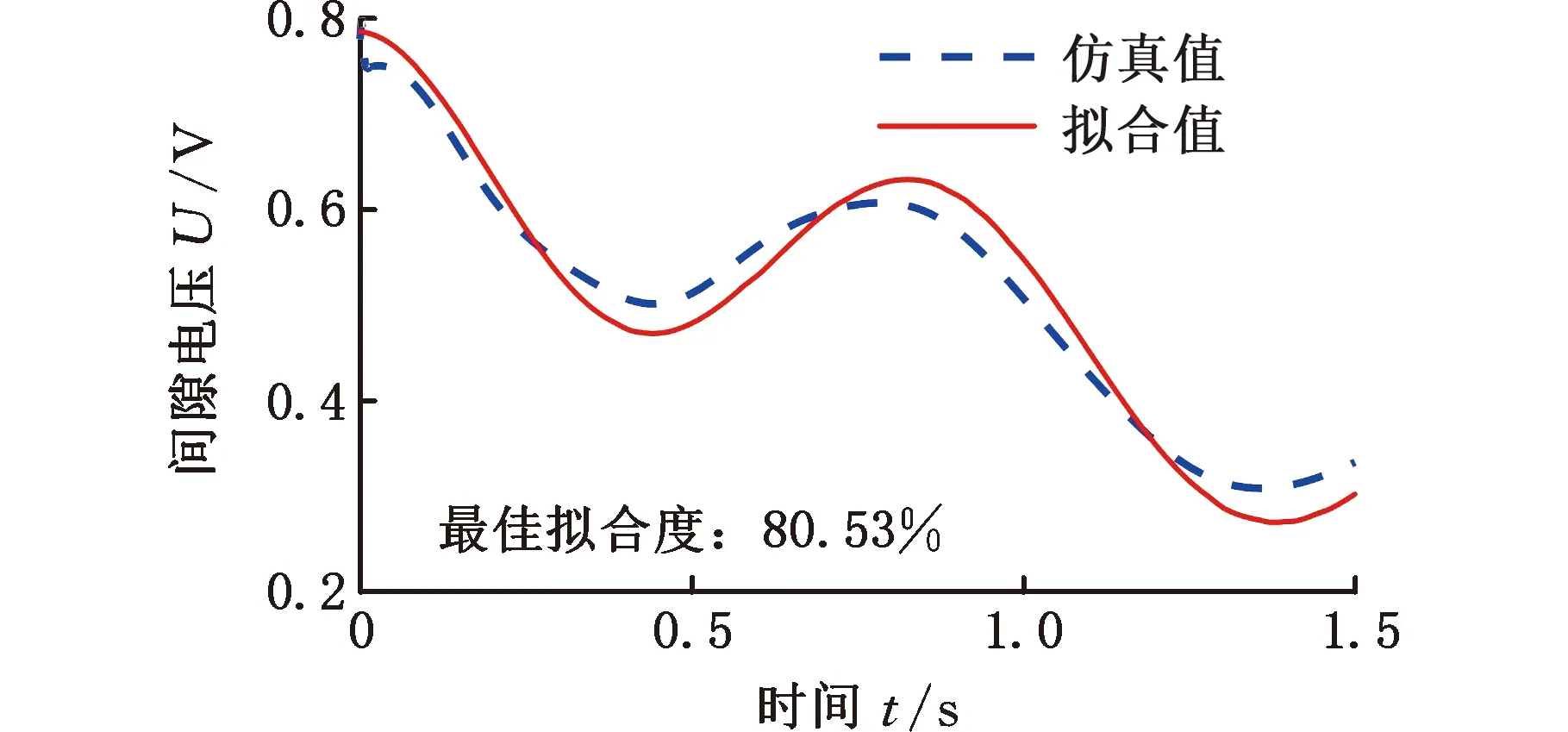
(b)1.5 s內

(c)2 s內圖8 模型仿真值與間隙電壓值擬合程度Fig.8 The degree of fit between the output of the prediction model and the measured discharge gap voltage
從控制的角度出發,需要比較預測模型與輸入、輸出數據所體現的系統傳遞函數特性相近的程度,因此,對電弧銑削加工間隙電壓預測模型進行了頻域分析,如圖9所示,可以看到,預測模型與輸入、輸出數據的頻域特性擬合較好,很好地反映了輸入、輸出數據的頻域特性。另外,預測模型的零、極點分布合理,說明模型穩定性好,同時,模型的辨識參數少,因此,式(18)所表示的系統預測模型適用于電弧銑削加工系統,可以用于在線遞推辨識。
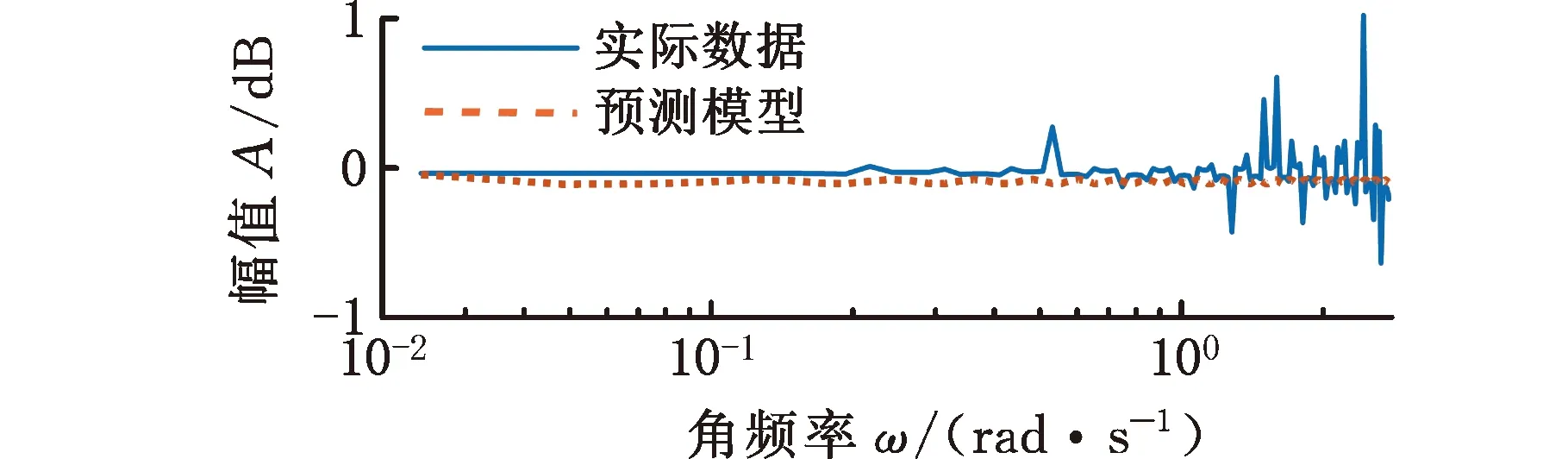
(a)幅值
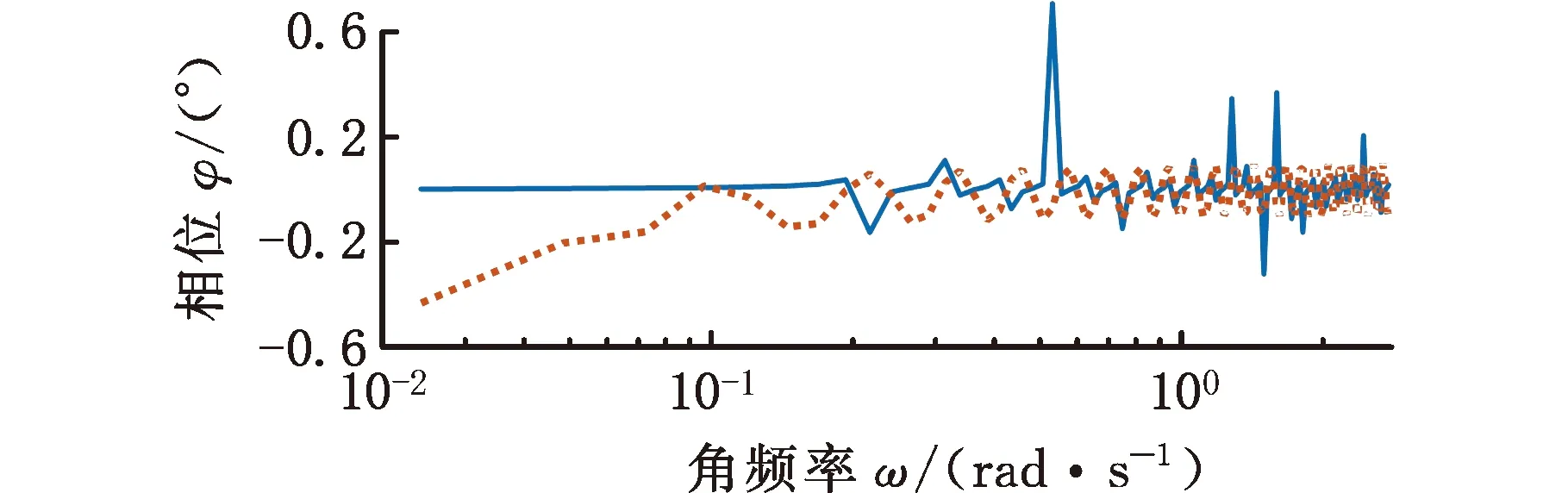
(b)相位圖9 預測模型與輸入、輸出數據頻域特性比較Fig.9 Comparison of the prediction model and input-output data in frequency domain characteristics
3.2 時變預測模型
前文已經確定了最優放電間隙電壓預測模型的結構與階數,并根據模型輸出的仿真值與實際測量值的擬合結果得到的啟示,用遞推的方式將最優預測模型用于在線檢測,此時模型的參數不再是常量,而是隨加工過程發生變化。因此,式(18)用時變預測模型表示為
(19)
B(q-1)=b1q-1
C(q-1)=1+c1q-1
D(q-1)=1+d1q-1+d2q-2+d3q-3+d4q-4
F(q-1)=1+f1q-1+f2q-2
在電弧銑削加工過程中,需要根據加工過程進行估計的參數是θ=(b1,c1,d1,d2,d3,d4,f1,f2)T。參數的估計采用遞推最小二乘算法計算:
(20)

另外,β(t,k)具有以下性質:
β(t,k)=λ(t)β(t-1,k),1≤k≤t-1
β(t,t)=1
因此,預測模型的完整遞推辨識算法為
(21)
其中,λ(t)為遺忘因子,取λ=0.995。用預測模型的遞推辨識算法對電弧銑削加工過程中的放電間隙電壓進行實時預測,實驗加工參數見表1。
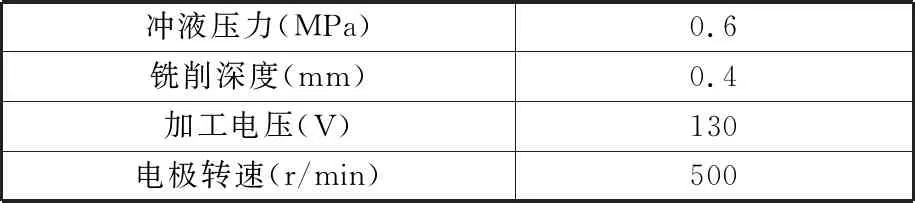
表1 加工參數
實驗過程中使用Handyscope HS4數據采集卡實時采集放電間隙電壓,計算模型超前一步預測值與實際間隙電壓值的平均預測誤差,平均誤差計算公式為
(22)
計算得到預測平均誤差為6.82%。模型超前一步預測值與實際間隙放電電壓值的對比如圖10所示,為了更好地展示模型的預測能力。在圖10中任選兩部分進行比較,如圖11所示,可以看到,預測模型能夠跟蹤間隙電壓的變化,實時進行超前一步預測,由此得到以下結論:電弧銑削加工放電間隙電壓預測模型具有很高的預測精度,為電弧銑削加工系統極間間隙的精確控制提供了理論依據和實踐參考。
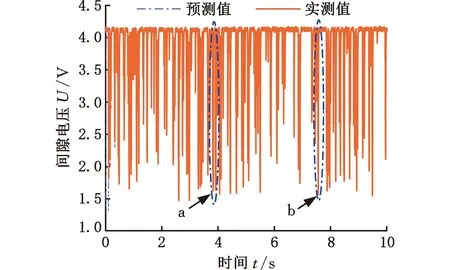
圖10 預測模型的輸出與實際間隙加工電壓值比較Fig.10 Comparison between the output of the prediction model and the measured discharge gap voltage
4 結論
(1)本文建立了電弧銑削加工系統時域模型,對系統的輸入輸出數據進行譜密度分析,根據干擾頻譜圖,得到了輸入輸出數據的過濾頻域為[0.003,0.5],在此頻域內過濾的數據滿足系統建模的需求。
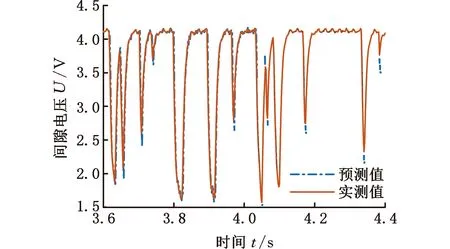
(a)a部分

(b)b部分圖11 預測模型輸出值與實際測量值詳細比較Fig.11 Detailed comparison between the output of the prediction model and the measured discharge gap voltage
(2)用系統辨識方法確定了電弧銑削加工系統放電間隙電壓預測模型的結構和模型參數,建立了放電間隙電壓預測模型,并通過實驗驗證了模型的預測精度,0.5 s內預測精度為97.96%。
(3)基于放電間隙電壓預測模型,采用遞推最小二乘方法,實現了對放電間隙電壓進行穩定的跟蹤,預測模型能夠超前一步預測放電間隙電壓,預測平均誤差是6.82%。
(4)本文預測模型能實時準確預測放電間隙電壓,為放電間隙伺服控制提供準確依據,保證電弧銑削加工處于穩定、高效的加工狀態。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
光學精密工程(2016年6期)2016-11-07 09:07:19
