連鑄輕壓下過(guò)程極限壓下量及工藝參數(shù)分析
2022-09-03 01:47:26王文智
中國(guó)機(jī)械工程 2022年16期
秦 勤 王文智 張 升 臧 勇
1.北京科技大學(xué)機(jī)械工程學(xué)院,北京,1000832.北京科技大學(xué)順德研究生院,佛山,520300
0 引言
在連鑄生產(chǎn)中,輕壓下技術(shù)是減少鑄坯內(nèi)部質(zhì)量缺陷的有效手段之一,眾多學(xué)者開(kāi)始從不同方面對(duì)輕壓下技術(shù)進(jìn)行系統(tǒng)研究,比如對(duì)連鑄產(chǎn)品質(zhì)量的影響。在連鑄過(guò)程中不可避免會(huì)產(chǎn)生偏析[1-2]、中心縮孔[3]、表面裂紋[4-5]以及內(nèi)裂紋[6-7]等質(zhì)量缺陷,而輕壓下技術(shù)的合理應(yīng)用則可以防止晶間富集偏析元素的鋼液向鑄坯中心橫向流動(dòng),從而減少或消除鑄坯中心疏松和偏析等缺陷,提高鑄坯的工藝質(zhì)量[8]。但鑄坯壓下效果與壓下量、壓下區(qū)間的選擇和壓下分配方案等工藝條件密切相關(guān),若未能控制好壓下工藝,則會(huì)有誘發(fā)鑄坯產(chǎn)生內(nèi)裂紋等缺陷的可能,對(duì)鑄坯質(zhì)量帶來(lái)負(fù)面影響。
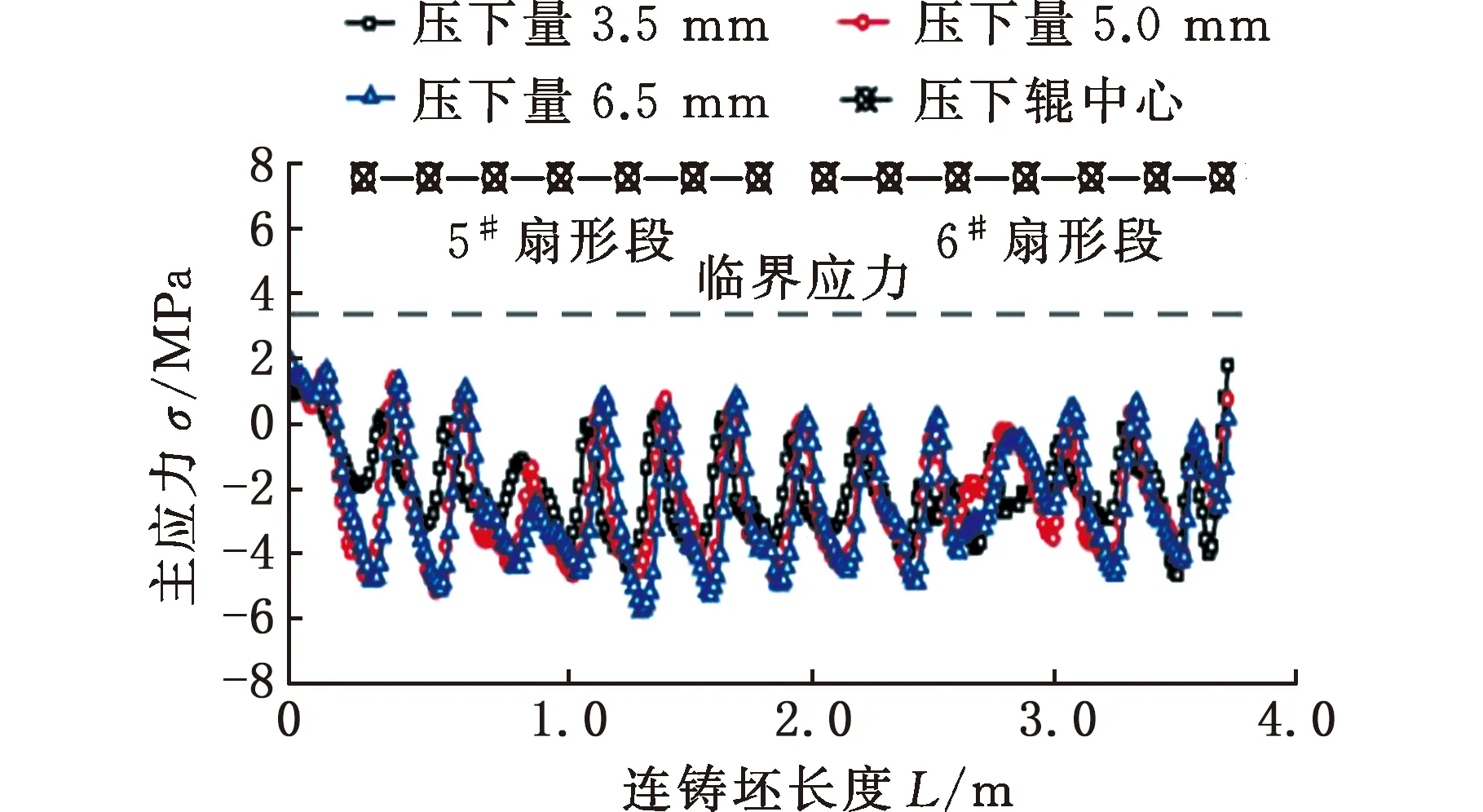
國(guó)內(nèi)外學(xué)者對(duì)鑄坯壓下過(guò)程中的壓下位置、壓下分配和壓下量等工藝參數(shù)進(jìn)行了系統(tǒng)分析。關(guān)于壓下位置的研究,LUO等[9]的研究表明,碳含量和冷卻速度對(duì)輕壓下區(qū)的選擇都有影響;史學(xué)亮等[10]研究發(fā)現(xiàn),拉速變化對(duì)壓下區(qū)間的選擇有影響,因此不同鋼種和不同壓下參數(shù)下的壓下位置選擇會(huì)有差異;李茂印等[11]研究發(fā)現(xiàn),中心固相率由0.30 在保證連鑄工藝質(zhì)量的前提下,壓下過(guò)程還要避免內(nèi)裂紋的產(chǎn)生,內(nèi)裂紋的形成不僅受連鑄機(jī)設(shè)備、冷卻條件和鋼種等因素影響,還受工藝操作的影響[18],因此需要對(duì)鑄坯的壓下量和分配方式進(jìn)行研究。日本八蟠制鋼發(fā)現(xiàn)凸形輥壓下采用6 mm壓下量可獲得中心質(zhì)量良好的鑄坯[19]。臺(tái)灣中鋼發(fā)現(xiàn)在中心固相率0.55~0.75區(qū)域的壓下總量為4~5 mm[20]。羅傳清等[21]建議在中心固相率0.55~0.95區(qū)域采用6 mm壓下量進(jìn)行壓下。王少偉等[22]發(fā)現(xiàn)在扇形段9和10段分別壓下2.9 mm、2.8 mm較為合理。ZHAO等[23]研究發(fā)現(xiàn)壓下量與寬展量之比由2.0提高到4.4后壓下效率顯著提高,但該研究只針對(duì)凝固末端的合理壓下量進(jìn)行討論,而未涉及其他扇形段中的壓下量。LIU等[24]發(fā)現(xiàn)中心固相率為0.3~0.9時(shí),輕壓下量宜為12.2~4.0 mm。劉珂等[25]對(duì)凝固末端糊狀區(qū)體積收縮進(jìn)行分析后認(rèn)為,中心固相率為0.7~0.3時(shí),合理輕壓下量應(yīng)為2.95~4.65 mm,對(duì)鑄坯體積收縮與壓縮變形量進(jìn)行分析來(lái)確定合理壓下量的方法沒(méi)有考慮是否會(huì)在壓下過(guò)程中有產(chǎn)生裂紋缺陷的可能。ZONG等[26]研究發(fā)現(xiàn)最大拉應(yīng)力出現(xiàn)在脆性溫度區(qū)間的邊界處,因此壓下量對(duì)鑄坯脆性溫度區(qū)間力學(xué)性能的影響尤為重要。羅仁輝等[27]分析了壓下量分配對(duì)鑄坯各節(jié)點(diǎn)應(yīng)力和應(yīng)變的影響,發(fā)現(xiàn)均勻的壓下量更有利于降低鑄坯表面的應(yīng)力。雖然許多學(xué)者對(duì)壓下量及分配方式進(jìn)行了研究,但系統(tǒng)地探究其對(duì)鑄坯內(nèi)部力學(xué)性能的影響研究較少,且多為局部位置的壓下量調(diào)整,缺少連鑄全程極限壓下量的研究。由于壓下區(qū)間的選擇范圍較大,鑄坯在各區(qū)間上溫度與坯殼厚度有所變化,可施加的最大壓下量也會(huì)不同,故需要在鑄坯不產(chǎn)生內(nèi)裂紋的前提下對(duì)連鑄全過(guò)程的極限壓下量進(jìn)行探究。確定極限壓下量的范圍和適宜的分配方式,就可以根據(jù)情況動(dòng)態(tài)選擇各個(gè)區(qū)間上的壓下量大小,既能最大化減少偏析與疏松等內(nèi)部缺陷,又能防止內(nèi)裂紋的產(chǎn)生。 鑄坯壓下效果與合適的壓下工藝密切相關(guān),由于連鑄生產(chǎn)工藝的復(fù)雜性和工藝參數(shù)的多樣性,通過(guò)實(shí)驗(yàn)和生產(chǎn)線調(diào)試的方法對(duì)壓下參數(shù)進(jìn)行調(diào)試較為復(fù)雜且成本較高,故采用數(shù)值模擬的方法進(jìn)行研究。許多學(xué)者采用有限元分析,建立了凝固傳熱[28]和熱力耦合[29]等模型來(lái)研究連鑄過(guò)程溫度場(chǎng)變化及應(yīng)力與變形行為演變規(guī)律。 本文通過(guò)建立連鑄熱力耦合模型,考慮鑄坯的溫度場(chǎng)變化與彈塑性變形,并施加合理的鋼水靜壓力以盡可能真實(shí)準(zhǔn)確地模擬連鑄壓下的全過(guò)程,對(duì)連鑄重要壓下工藝參數(shù)進(jìn)行了研究。以A36鋼連鑄坯為研究對(duì)象,基于ABAQUS商業(yè)有限元軟件建立鑄坯三維壓下模型,在臨界應(yīng)力與臨界應(yīng)變準(zhǔn)則的基礎(chǔ)上,探究連鑄全程的極限壓下量,并研究不同的壓下區(qū)間和壓下分配工藝參數(shù)對(duì)鑄坯內(nèi)部力學(xué)性能和極限壓下量的影響,為連鑄動(dòng)態(tài)壓下工藝的開(kāi)發(fā)提供理論依據(jù),以指導(dǎo)實(shí)際生產(chǎn)。 本文建立了在輥列中運(yùn)動(dòng)的三維熱力耦合有限元模型,首先根據(jù)材料的物性參數(shù)建立凝固傳熱模型,獲得鑄坯的溫度場(chǎng)分布和凝固末端位置,然后根據(jù)鑄坯的溫度場(chǎng)數(shù)據(jù)和力學(xué)性能參數(shù),建立熱力耦合模型,并合理施加鋼水靜壓力,最后結(jié)合內(nèi)裂紋判定準(zhǔn)則分析鑄坯的極限壓下量范圍和不同的工藝參數(shù)下的應(yīng)力應(yīng)變分布及變形演變歷程。具體研究思路如圖1所示。 圖1 研究思路Fig.1 Research idea 連鑄機(jī)模型采用湘潭鋼鐵廠5號(hào)直弧形板坯連鑄機(jī),如圖2所示。整個(gè)連鑄機(jī)包括seg0~seg12扇形段,其中seg0為彎曲段,seg1~6為弧形段,seg7、8為連續(xù)矯直段,seg9~12為水平段。其主要技術(shù)參數(shù)見(jiàn)表1。 圖2 連鑄機(jī)輥列圖Fig.2 Roll layout of continuous caster 表1 湘鋼5號(hào)板坯連鑄機(jī)的主要技術(shù)參數(shù) 為了探究不同壓下工藝參數(shù)對(duì)鑄坯內(nèi)部力學(xué)行為的影響,根據(jù)所研究的連鑄機(jī)實(shí)際生產(chǎn)規(guī)格建立了鑄坯在輥列中運(yùn)動(dòng)的熱力耦合有限元模型,如圖3所示。其中,鑄坯材料為A36鋼,其化學(xué)成分見(jiàn)表2。考慮到鑄坯左右部分的傳熱和邊界條件具有對(duì)稱性,使用1/2鑄坯建立壓下模型,鑄坯尺寸為862 mm×226 mm×1100 mm,使用C3D8R八節(jié)點(diǎn)線性六面體減縮積分單元,鑄輥半徑R分別為75 mm、115 mm、125 mm和150 mm,共188個(gè),拉速為1.15 m/min。 圖3 鑄坯凝固變形三維幾何模型和凝固末端壓下模型Fig.3 Three-dimensional geometric model of solidification deformation of casting billet and end solidification press-down model 表2 A36鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) 由于鑄坯左右部分傳熱和邊界條件具有對(duì)稱性,故建立1/2鑄坯模型,對(duì)三維鑄坯模型寬面中部施加對(duì)稱約束,作用于整個(gè)連鑄過(guò)程中。在三維鑄坯模型的外表面和解析剛性鑄輥之間建立法向硬接觸、切向罰函數(shù)法摩擦的接觸關(guān)系。閆小林[30]研究表明熱坯滾動(dòng)摩擦因數(shù)為0.3,鑄輥在熱坯上的滾動(dòng)摩擦因數(shù)受鑄坯表面情況的影響,根據(jù)從動(dòng)輥所用軸承類型摩擦因數(shù)設(shè)置為0.001,驅(qū)動(dòng)輥摩擦因數(shù)設(shè)置為0.3。各驅(qū)動(dòng)輥分別繞其中心軸旋轉(zhuǎn),在鑄坯動(dòng)態(tài)過(guò)程中對(duì)每個(gè)驅(qū)動(dòng)輥施加角速度為0.2174 rad/s,并約束從動(dòng)輥的全部自由度與驅(qū)動(dòng)輥在U1和U2方向上的自由度。在預(yù)定義場(chǎng)部分導(dǎo)入鑄坯凝固過(guò)程的溫度場(chǎng)計(jì)算結(jié)果來(lái)模擬鑄坯在拉坯運(yùn)行過(guò)程中的實(shí)時(shí)溫度變化的影響。鋼水靜壓力的施加方法是通過(guò)計(jì)算鑄坯單元以拉坯速度運(yùn)行時(shí)每一時(shí)刻到結(jié)晶器彎月面的垂直距離h,由此得到坯殼單元在每一時(shí)刻所受鋼水靜壓力的大小,利用溫度分析時(shí)得到的坯殼厚度數(shù)據(jù)選取鑄坯固液交界面,對(duì)固液交界面處的單元表面施加均布?jí)簯?yīng)力,實(shí)現(xiàn)了鋼水靜壓力的實(shí)時(shí)變化,更符合實(shí)際情況。 1.2.1臨界應(yīng)力應(yīng)變判據(jù)的確定 為了判斷鑄坯凝固前沿是否產(chǎn)生內(nèi)裂紋,采用臨界應(yīng)力應(yīng)變準(zhǔn)則作為判斷標(biāo)準(zhǔn)。為了獲得鋼種的臨界應(yīng)力,采用文獻(xiàn)[31]中臨界應(yīng)力與碳含量的關(guān)系,如圖4所示。當(dāng)研究對(duì)象為A36、碳質(zhì)量分?jǐn)?shù)為0.157%時(shí),該鋼種在凝固末端所能承受的臨界應(yīng)力為3.3 MPa。根據(jù)文獻(xiàn)[32]中臨界應(yīng)變與碳含量的關(guān)系,如圖5所示,該鋼種的臨界應(yīng)變?yōu)?.5%。 圖4 臨界應(yīng)力與碳含量的關(guān)系Fig.4 Relationship between critical stress and carbon content 圖5 臨界應(yīng)變與碳含量的關(guān)系Fig.5 Relationship between critical strain and carbon content 圖6 試樣應(yīng)力應(yīng)變曲線Fig.6 Stress strain curves of specimen 試樣應(yīng)力應(yīng)變隨溫度變化情況如圖6所示。在1460 ℃溫度下,當(dāng)應(yīng)變?yōu)?.88%、應(yīng)力為3.72 MPa時(shí),鑄坯試樣出現(xiàn)斷裂,據(jù)斷口形貌可判斷為脆性斷裂,所以該鋼種的鑄坯在凝固末端壓下的臨界應(yīng)變?yōu)?.88%左右,臨界應(yīng)力為3.72 MPa左右。隨著溫度的降低,斷面收縮率迅速增大,試樣已具有良好的塑性,在應(yīng)變?yōu)?%、應(yīng)力在7 MPa范圍內(nèi),鑄坯試樣不會(huì)出現(xiàn)斷裂。因此在連鑄過(guò)程中,為避免出現(xiàn)內(nèi)裂紋,出鑄機(jī)前鑄坯溫度應(yīng)避開(kāi)溫度脆性區(qū)間,并且在凝固末端壓下過(guò)程中,鑄坯凝固前沿的應(yīng)變不應(yīng)大于2.88%,應(yīng)力不應(yīng)大于3.72 MPa。綜上可得,鑄坯的臨界應(yīng)力為3.72 MPa,臨界應(yīng)變?yōu)?.88%。 1.2.2高溫脆性區(qū)間的確定 鑄坯的內(nèi)裂紋多產(chǎn)生于凝固前沿處,需要確定其具體的位置。有學(xué)者把鑄坯的固液兩相區(qū)分為液相補(bǔ)充區(qū)和高溫脆性區(qū),液相不滲透溫度和零塑性溫度的區(qū)間范圍即為高溫脆性區(qū)間的溫度范圍。根據(jù)文獻(xiàn)[33],零塑性溫度對(duì)應(yīng)的固相率大約是0.99,液相不滲透溫度對(duì)應(yīng)的固相率大約是0.9,零強(qiáng)度溫度對(duì)應(yīng)的固相率大約是0.75。 采用Gleeble-3500熱力模擬試驗(yàn)機(jī)進(jìn)行高溫拉伸測(cè)試,獲得了鋼種在不同測(cè)試溫度下的熱力塑性曲線、零強(qiáng)度溫度和零塑性溫度等高溫力學(xué)性能參數(shù)。試驗(yàn)取樣的位置、所用設(shè)備及試樣斷口形貌如圖7所示。試樣采用標(biāo)準(zhǔn)熱拉伸圓柱狀試樣,尺寸為φ10 mm×120 mm。根據(jù)試驗(yàn),當(dāng)溫度達(dá)到1460 ℃時(shí),據(jù)斷口形貌可判斷為脆性斷裂,故將1460 ℃作為A36鋼種的零塑性溫度;當(dāng)溫度達(dá)到1485 ℃時(shí),試樣的抗拉強(qiáng)度極限接近0,故將1485 ℃作為A36鋼種的零強(qiáng)度溫度。 圖7 試驗(yàn)取樣位置、設(shè)備及結(jié)果Fig.7 Test sampling location, equipment and result 根據(jù)測(cè)得A36鋼的零強(qiáng)度溫度和零塑性溫度(分別為1485 ℃和1460 ℃),采用文獻(xiàn)[33-34]的固相率公式計(jì)算零強(qiáng)度和零塑性溫度對(duì)應(yīng)的固相率如下: (1) Ω=α[1-exp(-1/α)]-0.5exp(-1/(2α)) (2) (3) 零強(qiáng)度和零塑性溫度對(duì)應(yīng)的固相率分別為0.99和0.75,與前文理論概述吻合。將液相不滲透溫度對(duì)應(yīng)的固相率代入回歸公式中,計(jì)算得到液相不滲透溫度為1468 ℃。因此,A36鋼的高溫脆性區(qū)間為1460~1468 ℃,分析鑄坯此位置在不同工況下的應(yīng)力與變形情況。 提取鑄坯寬面中心和窄面中心節(jié)點(diǎn)在整個(gè)連鑄過(guò)程中沿鑄流方向的溫度變化曲線,并與工廠生產(chǎn)現(xiàn)場(chǎng)相應(yīng)位置測(cè)量的溫度數(shù)據(jù)進(jìn)行對(duì)比,如圖8所示。仿真溫度與測(cè)試溫度基本一致,溫度誤差最大值為20 ℃,最大相對(duì)誤差在5%以內(nèi)。 (a)鑄坯寬面中心節(jié)點(diǎn) (b)鑄坯窄面中心節(jié)點(diǎn)圖8 鑄坯溫度實(shí)測(cè)與仿真結(jié)果對(duì)比Fig.8 Comparison between measured and simulated results of billet temperature 模擬了扇形段5、6兩段鑄坯凝固前沿位置處的應(yīng)力變化,壓下量為5 mm。由圖9可知,鑄坯凝固前沿處的應(yīng)力值出現(xiàn)周期性變化,當(dāng)鑄坯位于壓下輥之間時(shí),由于鋼水靜壓力的作用,鑄坯凝固前沿受到拉應(yīng)力,應(yīng)力值為正值。當(dāng)鑄坯位于壓下輥下方位置時(shí),由于輥?zhàn)拥膲合伦饔茫糖把厥艿綁簯?yīng)力,應(yīng)力值為負(fù)值,故鑄坯在前進(jìn)過(guò)程中應(yīng)力呈現(xiàn)周期性波動(dòng)變化。根據(jù)臨界應(yīng)力判據(jù),當(dāng)應(yīng)力最大值不超過(guò)臨界應(yīng)力值時(shí),鑄坯不會(huì)產(chǎn)生內(nèi)裂紋,因此在扇形段第5、6兩段實(shí)施5 mm的壓下量時(shí)不會(huì)有內(nèi)裂紋產(chǎn)生。 (a)本文結(jié)果 (b)文獻(xiàn)[31]結(jié)果圖9 凝固前沿的應(yīng)力值對(duì)比Fig.9 Comparison of stress values at the solidification front 運(yùn)用上述壓下模型對(duì)連鑄過(guò)程進(jìn)行模擬可以得到凝固前沿位置在不同區(qū)段的應(yīng)力和應(yīng)變變化情況,選取不同的壓下量方案進(jìn)行研究,結(jié)合臨界應(yīng)力應(yīng)變準(zhǔn)則進(jìn)行力學(xué)性能分析,得到壓下過(guò)程的極限壓下量,進(jìn)而探究壓下區(qū)間及分配方式的選取對(duì)鑄坯內(nèi)部力學(xué)性能和極限壓下量的影響。 壓下量要完全補(bǔ)償壓下區(qū)間內(nèi)鋼液在凝固過(guò)程中的體積收縮量才能防止富集溶質(zhì)鋼液的流動(dòng),壓下量必須滿足3個(gè)要求:①能夠補(bǔ)償壓下區(qū)間內(nèi)的凝固收縮,減少中心偏析和中心疏松;②避免鑄坯產(chǎn)生內(nèi)裂紋;③壓下時(shí)產(chǎn)生的反作用力要在鑄機(jī)扇形段許可載荷范圍內(nèi)。首先討論連鑄凝固末端壓下,本模型保證壓下區(qū)間和壓下分配不變,對(duì)4種不同壓下量的應(yīng)力應(yīng)變、窄面鼓肚和寬面間隙進(jìn)行了對(duì)比,探究凝固末端的極限壓下量。壓下方案分為4種,方案1~4的壓下區(qū)間均為水平段的第8、9和10段,壓下量分別為3 mm、6 mm、9 mm和12 mm,均勻分配壓下量。 提取鑄坯高溫脆性區(qū)內(nèi)關(guān)鍵點(diǎn)內(nèi)的應(yīng)力最大值,如圖10所示。統(tǒng)計(jì)鑄坯不同區(qū)間的應(yīng)力最大值可以看到,隨著壓下總量的增加,鑄坯高溫脆性區(qū)應(yīng)力最大值增大。方案1壓下3 mm時(shí)主應(yīng)力最大值出現(xiàn)在水平第9段,為2.41 MPa;方案2壓下6 mm時(shí)主應(yīng)力最大值出現(xiàn)在水平第10段,為3.28 MPa;方案3壓下9 mm時(shí)主應(yīng)力最大值出現(xiàn)在水平第10段,為6.09 MPa;方案4壓下12 mm時(shí)主應(yīng)力最大值出現(xiàn)在水平第10段,為6.70 MPa。壓下3 mm和6 mm時(shí),鑄坯主應(yīng)力最大值未超過(guò)其臨界應(yīng)力3.72 MPa,鑄坯不會(huì)出現(xiàn)內(nèi)裂紋缺陷;而壓下9 mm和12 mm時(shí),鑄坯主應(yīng)力最大值遠(yuǎn)超過(guò)臨界應(yīng)力值,容易產(chǎn)生內(nèi)裂紋,壓下量應(yīng)小于9 mm。 圖10 不同壓下總量下的應(yīng)力最大值Fig.10 Maximum stress of different total reduction 鑄坯高溫脆性區(qū)的壓下應(yīng)變值如圖11所示。壓下應(yīng)變值在不同的壓下區(qū)段內(nèi)呈現(xiàn)范圍式波動(dòng),隨著壓下總量的增加,鑄坯高溫脆性區(qū)壓下應(yīng)變最大值增大。4種方案的應(yīng)變最大值分別為1.58%、1.75%、5.27%和8.21%,最大應(yīng)變值出現(xiàn)在水平第10段,不同壓下量對(duì)鑄坯高溫脆性區(qū)的應(yīng)變影響很大。壓下3 mm和6 mm時(shí),鑄坯的應(yīng)變最大值未超過(guò)其臨界應(yīng)變2.88%,鑄坯不會(huì)出現(xiàn)內(nèi)裂紋缺陷;而壓下總量超過(guò)9 mm,應(yīng)變最大值遠(yuǎn)超過(guò)臨界值,因此應(yīng)將壓下總量控制在9 mm以內(nèi)。 圖11 不同壓下總量下的應(yīng)變Fig.11 Strain of different total reduction 圖12 不同壓下總量下的窄面鼓肚Fig.12 Narrow bulge size of different total reduction 圖13 不同壓下總量下的角部應(yīng)變Fig.13 Corner strain of different total reduction 鑄坯在壓下過(guò)程中窄面會(huì)發(fā)生鼓肚變形,對(duì)鑄坯力學(xué)性能產(chǎn)生影響,提取鑄坯不同壓下量的窄面鼓肚變形量如圖12所示。鑄坯每進(jìn)入一個(gè)壓下區(qū)段,窄面鼓肚變形量會(huì)增大,整體呈現(xiàn)增長(zhǎng)趨勢(shì)。壓下3 mm和6 mm時(shí),鑄坯在完成壓下前后窄面鼓肚變形量變化不大,增量保持在2 mm以下;壓下9 mm和12 mm時(shí),壓下之后的窄面鼓肚變形量較之前增量更大,分別增加了4.1 mm和6.4 mm,在控制窄面鼓肚方面,壓下量控制在6 mm以下較好。鑄坯的角部應(yīng)變隨壓下過(guò)程的進(jìn)行呈現(xiàn)階梯式增加,不同壓下總量下的角部應(yīng)變?nèi)鐖D13所示。角部應(yīng)變隨著壓下總量的增加而增加,方案1壓下時(shí)角部應(yīng)變?cè)谌齻€(gè)壓下區(qū)間內(nèi)分別為0.3%、1.2%和2%,方案2角部應(yīng)變分別為0.5%、3.3%和5.5%;方案3角部應(yīng)變分別為1.5%、5.5%和8.7%;方案4角部應(yīng)變分別為2.5%、7.5%和11.5%,其中方案3和4在第9段的角部應(yīng)變就已經(jīng)超過(guò)了方案1和2的角部應(yīng)變最大值,考慮到控制角部應(yīng)變方面,壓下總量不宜過(guò)大。 將不同壓下量的應(yīng)變值進(jìn)行線性擬合,如圖14所示,鑄坯在水平段上臨界應(yīng)變值為2.88%時(shí)的壓下量為其極限壓下量6.96 mm。考慮到控制窄面鼓肚變形和角部應(yīng)變以及合理分配壓下量的情況下,較為適宜的壓下量為6 mm。 圖14 不同壓下總量下的最大應(yīng)變值Fig.14 Maximum strain of different total reduction 鑄坯在各區(qū)間的溫度不同,坯殼厚度逐漸增加,因此抵抗變形和壓下的能力會(huì)有差別,不同區(qū)間的極限壓下量亦會(huì)有所不同。在研究凝固末端區(qū)間的極限壓下量的情況下,進(jìn)一步探究連鑄從弧形段到水平段全過(guò)程的極限壓下量范圍。選取弧形段第一區(qū)段seg1,分析壓下量為0、3 mm、4 mm和5 mm四種不同情況下的鑄坯應(yīng)變變化,如圖15所示。隨著壓下過(guò)程的進(jìn)行,鑄坯應(yīng)變值總體呈增大趨勢(shì),在經(jīng)過(guò)壓下輥時(shí)應(yīng)變值會(huì)有突變,此時(shí)應(yīng)變?nèi)菀壮^(guò)臨界應(yīng)變值從而產(chǎn)生內(nèi)裂紋。無(wú)壓下時(shí)應(yīng)變最大值為0.82%,壓下3 mm、4 mm和5 mm時(shí)應(yīng)變最大值分別為2.28%、2.97%和3.29%。在壓下后期應(yīng)變范圍波動(dòng)很大,將不同壓下量的應(yīng)變值進(jìn)行線性擬合可得,臨界應(yīng)變?yōu)?.88%時(shí)的鑄坯壓下量為其seg1區(qū)段的極限壓下量(大小為3.87 mm)。 故事發(fā)生在溪西大陸,這里有著八個(gè)不同的種族:天族、人族、精靈族、洛克人族、矮人族、蟲(chóng)族、獸族及圣族。人族女孩安潔西在一場(chǎng)戰(zhàn)爭(zhēng)后被人誤會(huì),遭到各族通緝,于是踏上了一條證明自己清白的冒險(xiǎn)之路,機(jī)緣巧合之下,結(jié)識(shí)了會(huì)說(shuō)話的神秘白狗小九、懦弱但善良的蟲(chóng)族小弱、知恩圖報(bào)的獸族雷狼,還有英俊智慧的圣族王子馮斯倫。險(xiǎn)象環(huán)生的冒險(xiǎn)之路,就此展開(kāi)…… 圖15 seg1段不同壓下量下的應(yīng)變Fig.15 Strain of segment1 with different reduction 鑄坯在弧形段seg1區(qū)段的極限壓下量為3.87 mm,水平區(qū)段為6.96 mm。隨著連鑄過(guò)程的進(jìn)行,坯殼厚度逐漸增加,極限壓下量逐漸增大,seg1~seg10段的極限壓下量范圍是3.87~6.96 mm。 壓下區(qū)間是動(dòng)態(tài)壓下技術(shù)的重要參數(shù)之一,對(duì)于壓下區(qū)間目前沒(méi)有一個(gè)定值,一般企業(yè)都是根據(jù)實(shí)驗(yàn)修正后取得最佳值,該值與鋼的成分、鑄坯斷面及生產(chǎn)設(shè)備都有關(guān)。本節(jié)保證上述合理壓下量和壓下分配不變,選取水平末端壓下區(qū)間為研究對(duì)象,通過(guò)改變不同的壓下區(qū)間,得到壓下區(qū)間的變化對(duì)鑄坯內(nèi)部力學(xué)性能的影響,其中不同壓下區(qū)間的壓下方案見(jiàn)表3。 表3 不同壓下區(qū)間的壓下方案 鑄坯的壓下區(qū)間分別是第8、9、10和11段,選取上節(jié)得到的適宜壓下量6 mm。提取鑄坯高溫脆性區(qū)內(nèi)關(guān)鍵點(diǎn)的應(yīng)力最大值,如圖16所示。雖然總壓下量相同且未超過(guò)極限壓下量,但是不同壓下區(qū)間的主應(yīng)力變化范圍差距較大,無(wú)壓下時(shí)鑄坯的主應(yīng)力最大值為1.99 MPa,方案1的主應(yīng)力最大值為3.08 MPa,方案2為2.97 MPa,方案3為4.96 MPa。方案1和方案2壓下量平均分布在3個(gè)區(qū)間內(nèi),其主應(yīng)力最大值大小相近,均未超過(guò)臨界應(yīng)力值3.72 MPa,而方案3壓下量平均分布在兩個(gè)區(qū)間內(nèi),其主應(yīng)力最大值大于前兩種方案,且超過(guò)了臨界應(yīng)力值。 圖16 不同壓下區(qū)間的應(yīng)變與應(yīng)力最大值Fig.16 Strain and maximum stress of different reduction zone 無(wú)壓下時(shí)鑄坯的應(yīng)變最大值為1.71%,方案1~3的應(yīng)變最大值分別為1.75%、1.76%和2.53%。方案1和方案2應(yīng)變最大值大小相近,遠(yuǎn)小于臨界應(yīng)變值2.88%,方案3應(yīng)變最大值接近臨界值,且比方案1大44.57%,采用方案3的壓下方案可減小鑄坯此區(qū)段的極限壓下量。 鑄坯不同壓下區(qū)間的窄面鼓肚變形量如圖17所示。無(wú)壓下時(shí)鑄坯的窄面鼓肚變形量會(huì)隨著時(shí)間不斷減小,有壓下時(shí)方案1的變形量最小,每個(gè)壓下區(qū)段的變形增量也最小,方案3的變形量最大,變形量最大值比方案1大1.3 mm。 圖17 不同壓下區(qū)間的窄面鼓肚Fig.17 Narrow bulge size of different reduction zone 在壓下量相同的情況下,若壓下區(qū)段較后,則坯殼較厚,變形抗力大,壓下困難;減少壓下區(qū)段的方案會(huì)減小鑄坯的極限壓下量,因?yàn)閴合聟^(qū)段少,每段分配的壓下量會(huì)增加,使得鑄坯壓下時(shí)變形抗力增大,高溫脆性區(qū)所受應(yīng)力應(yīng)變?cè)龃螅瑧?yīng)力最大值4.96 MPa超過(guò)了臨界值。因此在凝固末端適宜的壓下區(qū)間為第8~10段。 從上節(jié)可以看出,不同的壓下分配會(huì)對(duì)鑄坯的壓下結(jié)果產(chǎn)生影響,本節(jié)保證壓下區(qū)間和壓下量不變,通過(guò)改變不同的壓下分配(均布?jí)合铝浚髩合铝糠謩e置于壓下區(qū)域前中后位置)時(shí)對(duì)鑄坯內(nèi)部力學(xué)性能的影響,探究壓下量的適宜分配方式,其中,不同壓下分配的壓下方案見(jiàn)表4。 表4 不同壓下分配的壓下方案 采用6 mm的壓下方案,選取壓下區(qū)間為第8、9、10段。提取鑄坯高溫脆性區(qū)內(nèi)關(guān)鍵點(diǎn)的主應(yīng)力最大值和應(yīng)變最大值見(jiàn)表5。關(guān)于主應(yīng)力最大值,方案1壓下時(shí)為3.28 MPa,方案2為4.41 MPa,方案3為5.04 MPa,方案4為5.04 MPa,方案5為4.64 MPa,方案6為4.72 MPa。采用平均分配壓下量的方案時(shí)主應(yīng)力最大值最小,未超過(guò)其臨界應(yīng)力值,而不均勻的分配方案主應(yīng)力最大值較均勻分配的方案有所增大,且超過(guò)了臨界應(yīng)力值。在應(yīng)變方面可以看到,方案1均勻分配方案的應(yīng)變最大值為1.75%,是所有方案中最小的,其他不均勻分配的最大應(yīng)變值均超過(guò)了臨界應(yīng)變值,會(huì)減小鑄坯的極限壓下量。鑄坯不同壓下分配的窄面鼓肚變形量如圖18所示。方案1和方案2的鼓肚變形量最大值比其他方案小,方案4與方案6由于首段壓下量分配太大,從開(kāi)始?jí)合卤惚3衷诤芨叩臄?shù)值,會(huì)影響鑄坯的壓下質(zhì)量。 表5 不同壓下分配的應(yīng)力應(yīng)變最值 圖18 不同壓下分配的窄面鼓肚Fig.18 Narrow bulge size of different reduction distribution 在壓下量相同的情況下,均勻分配壓下量的方案使鑄坯在壓下過(guò)程中所受應(yīng)力應(yīng)變緩慢增加,變形抗力較小,未超過(guò)內(nèi)裂紋生成的臨界應(yīng)力應(yīng)變值,壓下效果最好。非均勻分配壓下量的方案使鑄坯在大壓下量區(qū)段產(chǎn)生應(yīng)變突變和較大的鼓肚變形,應(yīng)力應(yīng)變的變化范圍大,若超過(guò)臨界應(yīng)力應(yīng)變值,則會(huì)有產(chǎn)生裂紋的可能性。因此采用均布?jí)合路绞接欣诟纳茐合沦|(zhì)量。 將弧形段第一區(qū)段seg1設(shè)置相同分配方式的壓下方案,探究上述壓下分配方案在整個(gè)連鑄過(guò)程中的適用性,壓下方案見(jiàn)表6。 表6 seg1區(qū)段不同壓下分配的壓下方案 采用3 mm壓下量,選取壓下區(qū)間為弧形段seg1區(qū)段。提取鑄坯高溫脆性區(qū)內(nèi)關(guān)鍵點(diǎn)的應(yīng)變值,如圖19所示。由應(yīng)變值的峰值區(qū)可以看到,方案1均勻分配方案的應(yīng)變最大值為2.28%,是所有方案中最小的。方案2和方案3由于前段壓下量較小,其應(yīng)變值增長(zhǎng)緩慢,在較大壓下量區(qū)段應(yīng)變值大幅增加,其中方案3應(yīng)變最大值為2.42%,是所有方案中最大的。由此可見(jiàn)在seg1區(qū)段采用不同的壓下分配方案,鑄坯應(yīng)變的變化趨勢(shì)與水平段壓下區(qū)間相同。 圖19 seg1段不同壓下分配的應(yīng)變Fig.19 Strain of segment1 with different reduction distribution 均勻分配壓下量的方案相比其他方案,鑄坯的應(yīng)變變化較為平緩,應(yīng)變最大值最小,壓下效果最好,非均勻分配壓下量會(huì)使鑄坯應(yīng)變值增大,進(jìn)而減小鑄坯在此區(qū)間的極限壓下量,因此,將壓下量均勻分配到壓下區(qū)間的分配方式最為合理。 (1)在保證壓下區(qū)間和壓下分配不變的情況下,對(duì)比了3 mm、6 mm、9 mm和12 mm的壓下總量方案以探究凝固末端的極限壓下量,發(fā)現(xiàn)鑄坯高溫脆性區(qū)的應(yīng)力應(yīng)變值在不同區(qū)段內(nèi)呈現(xiàn)周期性波動(dòng)變化,隨著壓下總量的增加,壓下應(yīng)力應(yīng)變最大值增大。鑄坯從弧形段seg1區(qū)段到水平段seg10區(qū)段全過(guò)程的極限壓下量范圍是3.87~6.96 mm。 (2)根據(jù)壓下量的研究結(jié)果,選取末端壓下量6 mm,對(duì)比了三種不同壓下區(qū)間方案對(duì)鑄坯壓下結(jié)果的影響,發(fā)現(xiàn)若壓下區(qū)段較為靠后,則生成的坯殼較厚,變形抗力較大,壓下困難;若壓下區(qū)段較少,會(huì)使鑄坯壓下時(shí)所受應(yīng)力應(yīng)變?cè)龃螅瑧?yīng)變最大值比多區(qū)段大44.57%,窄面鼓肚也明顯大于多區(qū)段壓下。壓下區(qū)段較后或較少都會(huì)減小鑄坯的極限壓下量,在水平區(qū)段適宜的壓下區(qū)段是第8~10段。 (3)在保證壓下區(qū)間和壓下量不變的情況下,對(duì)比了不同壓下分配對(duì)鑄坯壓下結(jié)果的影響,并選取seg1段進(jìn)行驗(yàn)證,發(fā)現(xiàn)非均勻分配壓下量的方案由于存在較大壓下量的區(qū)段,因此會(huì)產(chǎn)生較大的應(yīng)力應(yīng)變,應(yīng)力均超過(guò)4 MPa,也會(huì)使鑄坯的窄面鼓肚變形增大。平均分配壓下量的方案,鑄坯的應(yīng)力應(yīng)變值和窄面鼓肚變形值在幾種方案中最小,壓下效果最好,適宜的壓下分配是將壓下總量平均分配給不同的壓下區(qū)段。1 分析模型

1.1 鑄坯壓下模型的建立




1.2 鑄坯內(nèi)裂紋判定標(biāo)準(zhǔn)的確定






1.3 模型驗(yàn)證



2 鑄坯極限壓下量分析及工藝參數(shù)影響
2.1 連鑄過(guò)程的極限壓下量






2.2 不同壓下區(qū)間對(duì)壓下結(jié)果的影響



2.3 不同壓下分配對(duì)壓下結(jié)果的影響





3 結(jié)論
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:30:02
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
鐵道通信信號(hào)(2020年9期)2020-02-06 09:15:22
數(shù)學(xué)大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學(xué)科學(xué)(學(xué)生版)(2019年5期)2019-05-21 01:00:18
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年30期)2018-11-22 06:20:24
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
