探究一模雙件模具單邊生產方法
2022-09-21 03:40:34湯茂代明材盧雷徐華洋張強上汽通用五菱汽車股份有限公司重慶分公司
鍛造與沖壓 2022年18期
相較于傳統沖壓模具,一模雙件模具有助于提高生產效率,某車型的一模雙件模具占比越高,一次沖壓所得件數就越多。考慮到差異需求等因素影響,對于量產5 年的車型,一模雙件模具所產出零件的庫存差異能達到1000 件以上。因為多余的零件需要包裝料架及存放場地,直接報廢會導致原材料成本流失,通過單邊生產配平庫存差異成為一種最經濟的解決方案。
一模雙件模具分為以下兩類:
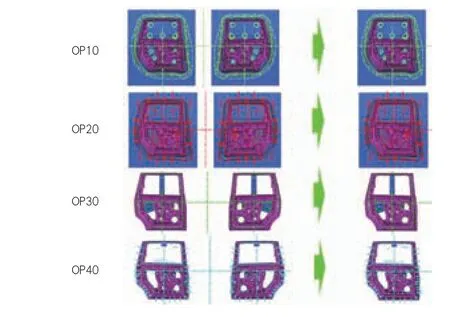
⑴一模雙料雙件模具,即一副具有兩個獨立的模腔,生產過程中同時投入兩張板料,經過拉深、切邊、整形、沖孔等工藝得到兩個零件的模具,以下簡稱A類模具,常用于側門內板(圖1)、翼子板等成形。
本次提升面積為7 077 m2。該節點不是人流集中的區域,參與性不強,以觀賞性的微地形植物景觀為主,在地形上有高低起伏韻律性變化,在植物景觀空間上也有低中高復合層次變化,植物種類多樣,營造四季景色各異的植物景觀,如圖12所示。
塑料薄膜拱篷保持插床內濕度和溫度,上方搭遮陽網(遮光度60%~70%,遮陽網高度3 m左右),避免強光直射,葉片蒸騰作用過大,插條喪失水份。扦插前用0.1%多菌靈溶液對插穗進行消毒,扦插后每星期消毒1次,保持插床整潔干凈。扦插基質含水量控制在用手壓時,手掌濕潤而無明水的程度。
在模具設計時,為避免壓力機受力偏載,需要模具受力中心與壓力機工作臺中心保持一致。單邊生產時,未生產一側需要通過對模具導向、平衡塊、限位塊等受力部分加減墊片或研合型面來平衡受力。

單邊生產條件分析
2015級各班級的參評數據見表2。其中,2015xx表示2015級信息班。對2015級班集體相關屬性取值進行分析,分別選取2015tx、2015sx和2015ji1作為均衡發展、偏離發展和最差發展班級的初始聚類中心點,通過實驗得到基于K-means算法的聚類結果見表3,聚類方法與傳統方法的優秀班集體結果對比見表4。
⑵一模一料雙件模具,即一副具有一個模腔,生產過程中投入一張板料,經過拉深、切邊、沖孔、翻邊等工藝得到兩個零件的模具,以下簡稱B 類模具,常用于側門外板(圖2)成形。
A 類模具拉延成形噸位高(圖3),單邊生產時整體噸位(圖4)明顯降低,受壓力機滑塊導向等因素影響,壓力機噸位儀上顯示的四角噸位無明顯偏載表現,通過壓力機偏載曲線(圖5)結合模腔受力中心(圖6)綜合分析,此類模具在生產時會使設備受力超出允許范圍。通過在非生產側的模腔內放置工序件的方法,使在正常生產時四角噸位均在允許波動范圍內。
以某車型左右后側門內板、左右后側門外板零件差異量均達到2000 件以上,分別用A、B 類模具單邊生產為案例進行說明。
實施步驟
自動化主要控制機械手單邊取件,其中只有到位感應和真空度檢測兩處需要調整,到位感應開關可通過物理屏蔽,真空度檢測可以通過使能信號屏蔽。
一模雙件模具實現單邊生產能力,需要控制壓力機、自動化和模具三個方面。
調平壓力機受力
模具主要控制成形能力,A 類模具有兩個獨立模腔,平衡受力后即可實現單邊獨立成形。B 類模具僅具有一個模腔,單邊成形時靠近分離廢料區缺少壓邊圈控制,會導致走料的速度過快和不均勻,引起產品起皺疊料和損壞模具型面,所以此類模具要實現單邊生產,必須增加具有能控制走料的工藝補充。通過B類模具不同封閉高度的單邊生產料邊變化,確定控制走料工藝補充的形狀、大小和位置,采用補焊、研合造型以及調試驗證等,實現該模具的單邊生產能力。



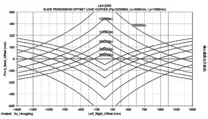

B 類模具成形噸位小于1200 噸,經過壓力機偏載曲線分析,此類模具生產時的設備受力未超過允許范圍,不需平衡調整。
2.1 兩組患兒治療前、后肺功能指標比較 治療前兩組患兒FVC、FEV1、FEV1/FVC水平差異無統計學意義(P>0.05);治療后兩組患兒FVC、FEV1、FEV1/FVC均高于治療前,且觀察組高于對照組,差異均有統計學意義(P<0.05)。見表1。
模具調整
A 類模具有兩個單獨的模腔和獨立的定位,不需要對成形和定位做優化。在非生產一側放置工序件使受力平衡,需重點排查舉升、刺破、側沖孔/整形等潛在復壓風險結構。

B 類模具只有1 個模腔,單邊拉延生產中間分離廢料處無控制走料結構,在該處增加控制成形的工藝補充如圖7 所示,將半張料調試過程中開始起皺位置設定為工作起始位置,根據零件拉延質量對高度和研合率進行微調;根據單邊生產板料的尺寸和模腔結構來增加結構完善定位;根據感應器連接方式選擇BYPASS。

自動化單邊取件調整
A、B 類模具自動化調整方法一致:首先根據每個機械手的真空發生器位置,屏蔽空側零件的真空發生器信號,拆下空側原有端拾器,再換上特制的端拾器即可,如圖8 所示。

結束語
一模雙件模具,特別是一模一料雙件模具的單邊生產能力,可以在設計之初通過模塊化設計使模具具備兼容性生產能力,最大限度降低過度庫存或差異報廢所帶來的的成本損失。
猜你喜歡
音樂探索(2022年2期)2022-05-30 21:01:37
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
小天使·一年級語數英綜合(2019年8期)2019-08-27 02:23:00
中國特種設備安全(2018年11期)2019-01-08 02:08:32
小學科學(學生版)(2018年7期)2018-08-13 09:33:04
中國軍轉民(2017年6期)2018-01-31 02:22:28
鄭州大學學報(醫學版)(2015年2期)2015-02-27 14:50:46
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
