汽車冷沖壓深拉伸件質量控制
2022-09-25 06:38:16查小波鄭春應李軍曹林峰
模具制造 2022年8期
查小波,鄭春應,李軍,曹林峰
(奇瑞汽車股份有限公司,安徽蕪湖 241009)
1 引言

圖1 拉伸件最深處280mm
汽車行業中生產的輪罩類、縱梁類沖壓件,拉伸工藝均使用冷沖壓深拉伸,其中輪罩類拉伸模特點是拉伸深度深,拉伸最深處達到280mm,如圖1所示。按照冷沖壓模具行業設計標準,拉伸深度超過200mm,拉伸模需開發2副模具,即一次拉伸、二次整形,如圖2所示,其優點通過二次拉伸,避免拉伸深度過深導致的板料走料過快,模具走料R角磨損,板料起皺造成沖壓件拉毛、開裂的質量問題發生。其缺點是模具開發成本高,且多一副模具,即增加了一序沖壓生產工藝后,沖壓件尺寸符合率難度相對加大。考慮到成本、制造、質量等因素,國內汽車主機廠均采用一次拉伸成形(見圖3),優點是制件尺寸符合率高,其缺點是生產時拉伸件頻繁出現拉毛、起皺的質量問題。汽車輪罩類、縱梁類沖壓拉伸工藝為沖壓深拉伸工藝,與一般沖壓件相比具有形狀復雜、拉伸輪廓尺寸大、拉伸深度深、表面質量要求高等特點。模具拉伸工序是關鍵工序,直接影響制件尺寸精度、生產效率、成本控制,根據現有的模具工藝特點,對模具結構實施有效改進。
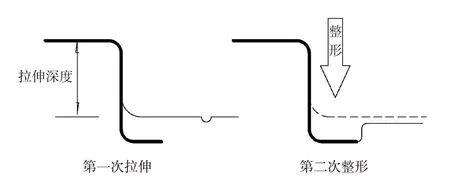
圖2 拉伸整形工藝
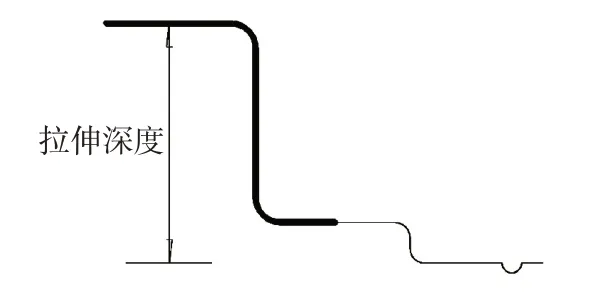
圖3 一次拉伸成形工藝
2 問題分析
某車型輪罩類、縱梁類沖壓拉伸件,拉伸性能不穩定,導致拉伸件拉毛、縮頸、開裂、起皺的質量問題。輪罩類沖壓件一交合格率為90%,縱梁類沖壓件一交合格率92%。由于沖壓件批量生產,質量問題需在線處理,維修人員需要頻繁進入壓力機實施在線維修。拉毛部位在模具凸、凹模R角,維修人員需進入模具型腔內,對拉毛部位進行打磨、拋光處理,但是受作業空間限制,維修效果一般。
輪罩類、縱梁類深拉伸模具生產過程中頻繁產生拉毛的原因:
(1)沖壓件曲面結構復雜,拉伸凸凹模R角大小不均勻,拉伸徑向力大,摩擦系數大導致模具工作面發熱,硬度下降后,模具型面產生粘膜。造成沖壓件拉毛、開裂。
(2)沖壓件原材料鋼板不干凈,造成模具型面有細小異物,生產時沖壓件表面產生拉毛。
(3)模具預防性維護保養不及時,沒有對模具工作型面及時有效保養、潤滑,導致生產過程中頻繁拉毛。
(4)拉伸模壓邊圈、工作型面硬度下降,導致沖壓件頻繁拉毛。
3 模具結構及工藝分析
(1)目前大部分輪罩類沖壓拉伸模,壓邊圈、凹模為整體鑄造式結構,材料通常是球墨鑄鐵FCD600(高抗拉、高延伸)。通常出現拉毛后需要對模具實施表面熱處理,是通過把模具放進電解池里,模具在電解池起電極反應,把電解池里面的鉻離子附著在模具表面,從而提高模具表面光潔度及硬度。鍍鉻后模具工作型面硬度達到62~65HRC,模具鍍鉻后電鍍層厚度要 求 為0.02~0.03mm,R角鍍層厚 度 要 求 為0.02~0.04mm,鍍鉻的周期為75,000沖次。模具出現拉毛的部位主要集中在壓邊圈、凹模工作型面(見圖4),生產超50萬沖次設計使用壽命后,工作型面磨損嚴重,由于受壓邊圈、凹模材料的局限性,經多次鍍鉻后已經無法滿足大批量生產質量要求,而模具復制周期長、費用高,為了確保生產質量,急需對模具的結構實施有效改造。
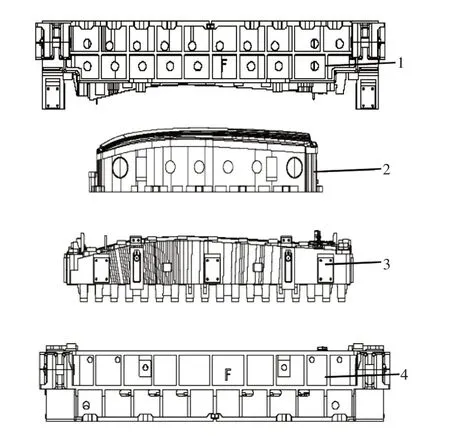
圖4 模具結構圖分析
(2)目前縱梁類沖壓件拉伸模壓邊圈、凹模工作型面為鑲塊式結構,如圖5所示,材料通常是SKD11(高耐磨高韌性工具鋼)。通常出現拉毛后需要對模具鑲塊實施PVD處理,PVD是通過把模具放進真空爐內,模具鑲塊在真空爐子內通過物理蒸發技術,把氮氣滲透進鑲塊本體里,再把碳、氮等元素通過同樣的方法,附著在鑲塊表面從而達到提升表面硬度及光潔度。模具PVD處理后涂層厚度均勻,表面光滑。PVD層硬度≥91HRC,PVD層厚度0.03~0.06mm。由于縱梁類模具結構復雜,拉伸深度深。拉伸板料厚度厚(1.8mm),PVD處理周期為60,000沖次。生產超50萬設計使用壽命后模具鑲塊需要重新復制,而且鑲塊體積大,最大的一個鑲塊373kg,復制周期通常30天,造成生產質量無法控制,急需對模具鑲塊的結構實施有效改造,實現鑲塊快速更換,滿足生產質量要求。
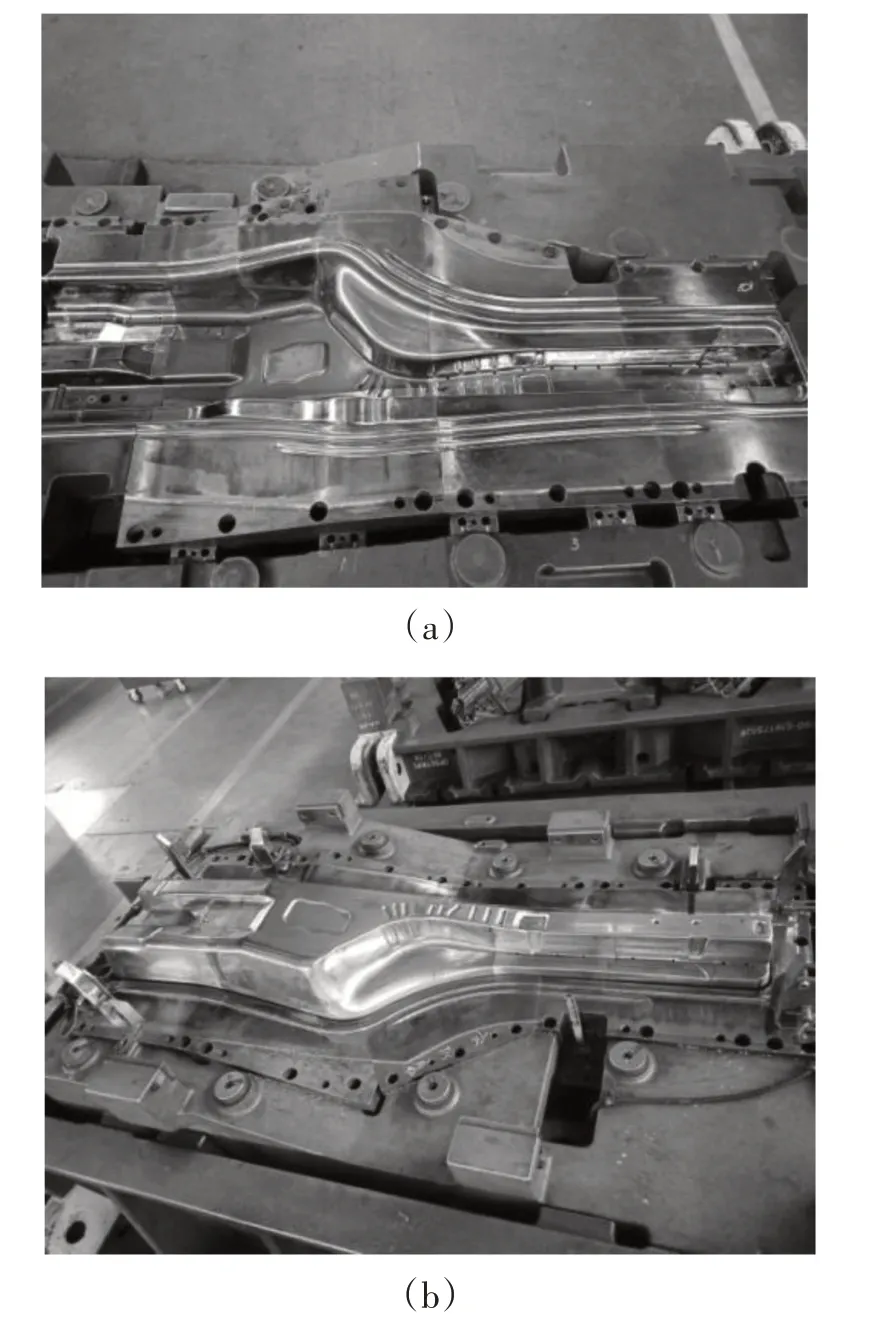
圖5 凹模、凸模及壓邊圈鑲塊式結構
圖4結構分析:模具產生拉毛的原因為模具與被加工材料的接觸表面要產生相對滑動,工件和模具表面局部出現粘著(咬合)。制件在成形過程中,模具各部位的材料流動量型面發熱量。
圖4結論:通過分析大部分拉毛出現在模具凸緣之外,所以壓邊圈、凹模出現的拉毛發生頻次相對較高。
(3)結論。工藝方案變化后,提升了制件的質量狀態,制件符合率有效提升;但拉伸深度變得更深,拉伸成形過程走料量更多,發熱量也更大,連續生產時,出現拉毛的概率也變大。
4 改進措施
4.1 模具結構優化
(1)輪罩類沖壓拉伸模工作型面整體式改成鑲塊式結構。
具體實施方式:根據壓邊圈平衡塊的數量及布置情況,將整體式壓邊圈設計成分體式鑲塊結構(見圖6),鑲塊選用硬度高、抗拉性能好的SKD11材質,鑲塊采用螺栓緊固在壓邊圈本體上的安裝方式,壓邊圈安裝面表面精度、鑲塊安裝面精度要滿足安裝要求,最后依據制件的形狀,研配壓邊圈鑲塊上的拉伸筋間隙、壓料面間隙,確保板料走料均勻。
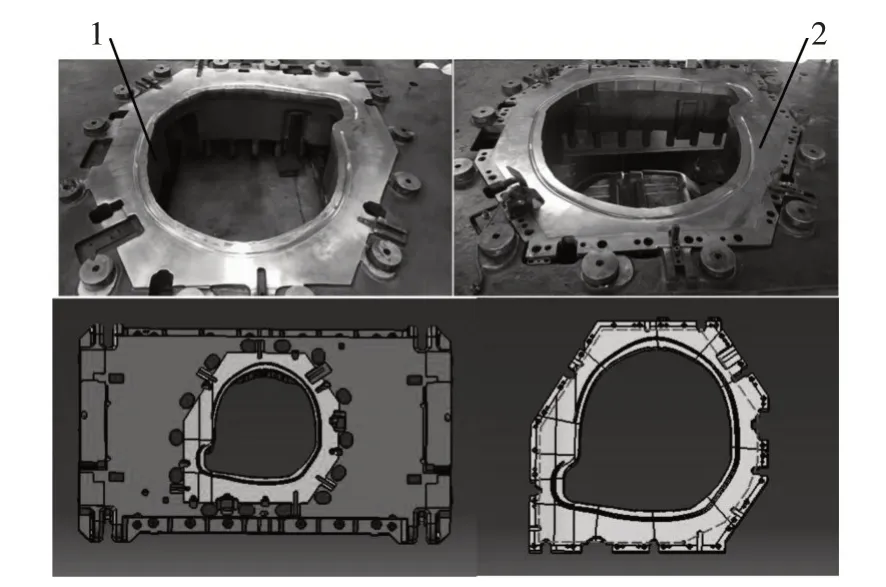
圖6 整體及可拆卸式壓邊圈結構
將輪罩拉伸模壓邊圈工作型面,整改結構改成可拆卸式鑲塊結構,主要目的是鑲塊結構維修方便,且表面處理可以實施PVD處理,PVD表面光滑,PVD層硬度可以達到≥91HRC。硬度好于之前整體結構的鍍鉻處理(62~65HRC),PVD層厚度0.03~0.06mm,好于鍍鉻層的厚度0.02~0.03mm。通過模具結構的優化,提升模具拉伸工藝性能,降低沖壓件拉毛問題的發生概率。
(2)縱梁類沖壓拉伸模工作型面鑲塊式結構改成“塊中塊”式結構(見圖7)。
通過對現有縱梁類鑲塊的拉毛情況進行分析,結合鑲塊拉毛部位分析,對鑲塊結構進行分析改造,鑲塊整體復制的維修周期高于鑲塊中嵌入一個小鑲塊,且拉伸鑲塊拉毛部位集中,可以局部改造。將拉伸模鑲塊式結構改成“塊中塊”式結構,主要目的是鑲塊結構維修更換方便、維修成本低,且鑲塊長度300mm以內,PVD處理變形量在0.05mm,鑲塊長度300mm以上PVD處理變形量以上0.1mm,相對而言小鑲塊PVD處理變形量小,鑲塊安裝尺寸誤差小,沖壓拉伸件質量精度高。
4.2 沖壓拉伸生產過程中質量控制
從影響生產的人、機、料、法、環、測六要素進行質量控制:
(1)人(操作者)。模具安裝前清擦模具凸、凹模具安裝面,確保模具安裝面尺寸精度。生產前對拉伸模工作型面進行清擦,用粘性擦布重點清擦拉伸模凸、凹R角、拉伸筋等走料部位,避免細小的。生產結束后對模具型面全面清擦、保養。
(2)機(機器)。
a.拉伸模需頂桿提供壓邊力,所使用的頂桿要定期測量尺寸精度。否則會由于頂桿高度差影響制件質量,利用高度尺定期測量,拉伸模使用的頂桿高度。確保頂桿高度一致。高度公差超過±0.5mm、頂桿工作面磨損嚴重的,均需報廢處理。否則影響拉伸壓料的間隙,影響沖壓拉伸面質量(見圖8)。
b.定期對模具安裝面相貼合的壓力機工作臺臺面、壓力機上滑塊面的平行度進行測量,確保壓力機平行度滿足模具生產的精度要求。
(3)料(材料)。目前沖壓使用的板料采用自動化開卷落料,通過清洗機清洗、板料表面噴灑油膜。板料堆垛后無塵包裝。其具有開卷、清洗、矯平、落料和擺剪剪切、堆垛等功能。自動化開卷落料生產線實現了從人工卸料到自動化生產的飛躍,提高了材料利用率、制件質量、生產效率以及操作的安全性(見圖9)。
(4)法(工作方法)。為了沖壓件表面質量及尺寸精度,通過用汽車audit檢驗方法,定期組織質量評審會議,對沖壓件的整體外板質量實施評分。扣分項做為技術攻關課題,通過問題的改進不斷提升沖壓件的表面質量。
(5)環(作業環境)。沖壓車間使用全封閉壓力機,車間通風窗口避免長時間打開,場內臨時施工道路,要隨時灑水,減少道路揚塵。沖壓車間設定合格品區域、不良品區域,并實施目視化管理,確保兩者不混裝。
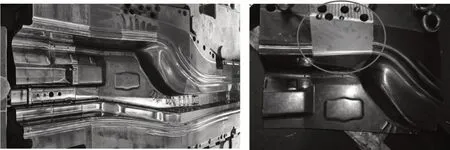
圖7 拉伸模鑲塊“塊中塊”式結構

圖8 拉伸模凹模使用的頂桿定期檢測
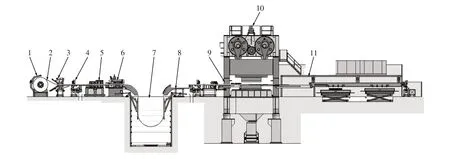
圖9 自動化開卷落料生產線
(6)測(測量檢驗)。以往外板件的外觀質量檢驗主要是依靠檢驗人員的手感并借用油石為工具進行。而沖壓深拉伸件主要質量缺陷是拉毛、開裂、縮頸、起皺,人工檢驗對檢驗員的技能素質要求相對較低,可以通過目視檢測、封樣件比對方法實現。在線生產時對每件進行檢驗,發現問題及時反饋上道工序,通過在線緊急處理避免批量質量缺陷制件溢出。
5 新工藝探索驗證
新技術運用包括:拉伸模冷卻系統的運用、模具表面處理滲氮工藝的運用。
(1)沖壓件A柱拉伸模冷卻系統加裝設計方案。
此方案已經在新車型A柱拉伸模是實現運用,主要工作原理是在拉伸模壓邊圈鑲塊低部開槽,并布置安裝氣管。通過加裝高壓設備,用充入冷空氣對鑲塊實施有效降溫。避免由于鑲塊深拉伸時產生熱量,導致模具鑲塊工作面硬度下降,而產生拉毛、開裂等質量缺陷。
(2)模具表面處理——滲氮工藝的運用(PPD處理)。
模具經過脈沖等離子滲氮或氮碳共滲后可以形成表層氮化鐵硬化層和基體擴散滲透層的雙重硬化效果,模具維修(滲氮處理)后保證涂層厚度均勻,滲氮表面光滑,滲氮層硬度≥65HRC;模具處理后確保涂層厚度要求:滲氮層厚度8μm~20μm范圍內;在沖壓正常使用條件下,板料厚度0.8~1.1mm以內的拉伸質量保證20萬沖次。
6 結語
通過模具結構的改進,提高了制件一交合格率,輪罩類沖壓件一交合格率由90%上升至95%,縱梁類沖壓件一交合格率由92%上升至97%。同時,節約停線維護費用及返工維修費用大約6萬元。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2019年7期)2019-11-25 01:43:04
中國生殖健康(2019年2期)2019-08-23 08:12:08
模具制造(2019年3期)2019-06-06 02:10:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
汽車觀察(2016年3期)2016-02-28 13:16:26
現代企業(2015年9期)2015-02-28 18:56:50
