預(yù)加速在汽車沖模中的應(yīng)用與行程圖設(shè)計(jì)
2022-09-25 06:38:18李用陳靜徐洪崔俊
模具制造 2022年8期
關(guān)鍵詞:結(jié)構(gòu)設(shè)計(jì)
李用,陳靜,徐洪,崔俊
(四川成飛集成科技股份有限公司,四川成都 610091)
1 引言
隨著人們對(duì)美好生活的不懈追求,從業(yè)人員不斷對(duì)環(huán)保及綠色產(chǎn)品要求越來越高,對(duì)生產(chǎn)的噪音與模具成本要求也越來越苛刻,如何在結(jié)構(gòu)設(shè)計(jì)中體現(xiàn)這些要素,準(zhǔn)確設(shè)計(jì)出來,避免制造與生產(chǎn)過程中少出問題,這是模具設(shè)計(jì)者必須面對(duì)的問題。目前,滑塊設(shè)計(jì)中大家對(duì)預(yù)加速結(jié)構(gòu)需求越來越高,為了給大家一個(gè)準(zhǔn)確的理解與掌握,本文就預(yù)加速方面的知識(shí)進(jìn)行分享。
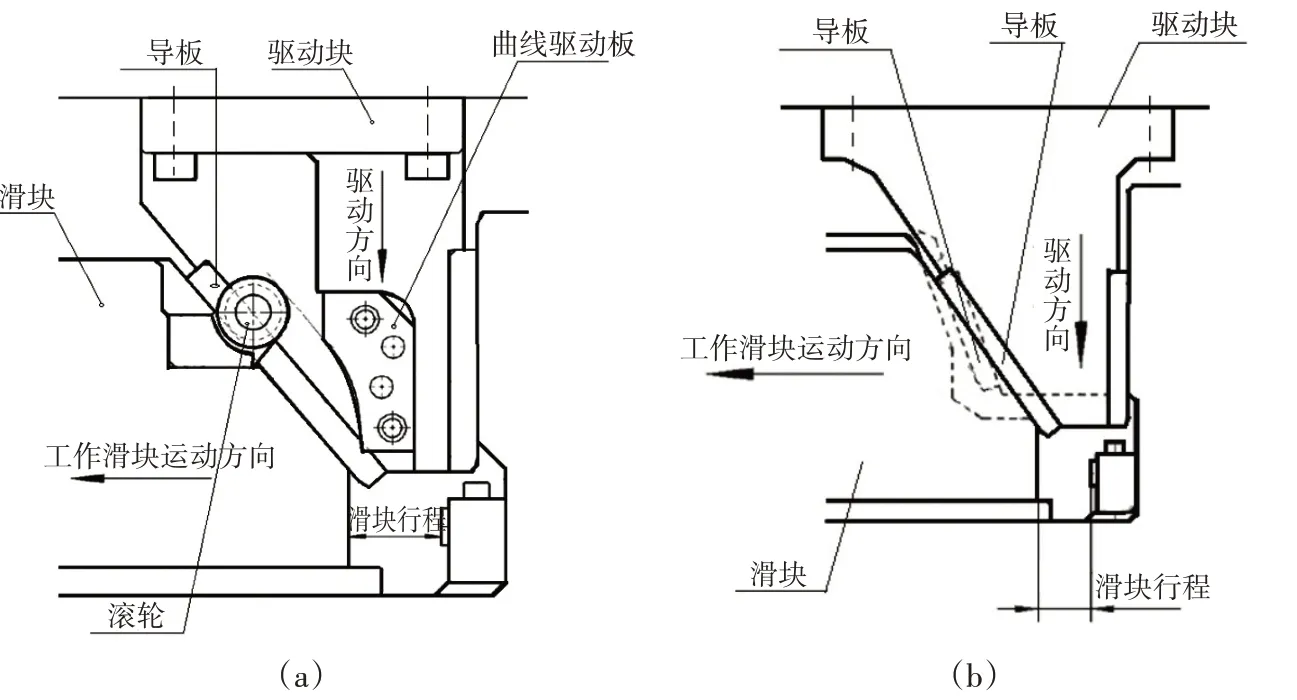
圖1 預(yù)加速結(jié)構(gòu)類型
2 預(yù)加速
在模具在工作過程中,各個(gè)機(jī)構(gòu)相互作用,為了減少噪音和沖擊力,減少機(jī)構(gòu)疲勞損壞,根據(jù)斜楔滑塊重量,滑塊行程和運(yùn)動(dòng)速度參數(shù),在滑塊與驅(qū)動(dòng)塊之間加一組或兩組及以上預(yù)加速驅(qū)動(dòng)機(jī)構(gòu),通過改變驅(qū)動(dòng)角度或驅(qū)動(dòng)接觸時(shí)間,保證提前于工作滑塊與驅(qū)動(dòng)導(dǎo)板接觸前工作,達(dá)到提前啟動(dòng)滑塊總行程中的一段行程,減少?zèng)_壓過程中工作驅(qū)動(dòng)面間的接觸時(shí)間與沖擊力。
3 預(yù)加速結(jié)構(gòu)類型及特點(diǎn)
預(yù)加速在沖模中體現(xiàn)的結(jié)構(gòu)形式有兩種,如圖1所示,圖1a所示結(jié)構(gòu)一在驅(qū)動(dòng)塊與滑塊間設(shè)計(jì)的是滾輪與曲線驅(qū)動(dòng)板組合機(jī)構(gòu)形式,該結(jié)構(gòu)優(yōu)點(diǎn)是尺寸小,滾動(dòng)磨檫小,噪音小。缺點(diǎn)就是滾輪容易損壞,制造與維護(hù)成本高。圖1b所示結(jié)構(gòu)二在驅(qū)動(dòng)塊與滑塊間設(shè)計(jì)是導(dǎo)板,通過增大導(dǎo)板接觸面,提高滑塊運(yùn)動(dòng)平穩(wěn)性。該結(jié)構(gòu)優(yōu)點(diǎn)是制造與維護(hù)成本低,滑塊運(yùn)動(dòng)平穩(wěn)。缺點(diǎn)是結(jié)構(gòu)尺寸大,沖擊力稍大。鑒于上述特點(diǎn),在汽車沖壓模具中,一般標(biāo)準(zhǔn)斜楔采用結(jié)構(gòu)一,非標(biāo)斜楔多采用結(jié)構(gòu)二,本文主要講解結(jié)構(gòu)二的技術(shù)要求及行程表達(dá)。
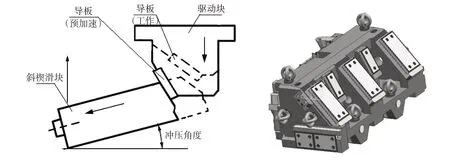
圖2 預(yù)加速在斜楔中的應(yīng)用

圖3 預(yù)加速在吊楔中的應(yīng)用
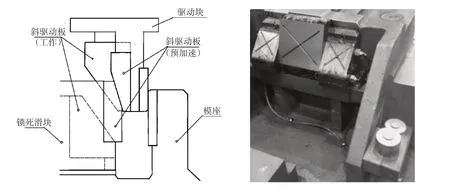
圖4 預(yù)加速在鎖死滑塊中的應(yīng)用
4 預(yù)加速導(dǎo)板應(yīng)用
(1)斜楔滑塊。如圖2所示,在設(shè)計(jì)下置斜楔中,對(duì)于重量較大,滑塊長(zhǎng),沖壓角度0~25°的滑塊,一般均要求設(shè)計(jì)預(yù)加速導(dǎo)板,減小噪音與沖擊,尤其是需要考慮取放件空間較大的,滑塊行程設(shè)計(jì)較大的斜楔,也需要考慮預(yù)加速結(jié)構(gòu)減小工作行程接觸時(shí)間。
(2)吊楔滑塊。如圖3所示,在設(shè)計(jì)吊楔(上置斜楔)中,對(duì)于重量較大,滑塊長(zhǎng),沖壓角度0~25°的滑塊,一般均要求設(shè)計(jì)預(yù)加速導(dǎo)板,減小噪音與沖擊,尤其是需要考慮壓料器強(qiáng)度等需要取出空間較大的,滑塊行程設(shè)計(jì)較大的斜楔,也需要考慮預(yù)加速結(jié)構(gòu)減小工作行程接觸時(shí)間。
(3)鎖死滑塊。如圖4所示,由于沖壓角度的原因,一些側(cè)成形的制件,需要設(shè)計(jì)型面停止功能,保證在成形過程中滑塊型面保持不變,俗稱鎖死滑塊,可以設(shè)計(jì)一級(jí)直接驅(qū)動(dòng)或二級(jí)轉(zhuǎn)換斜楔實(shí)現(xiàn)此功能。尤其是轉(zhuǎn)換斜楔中過渡滑塊,設(shè)計(jì)行程一般都很大,驅(qū)動(dòng)導(dǎo)板選擇受到角度限制,當(dāng)行程達(dá)到一定數(shù)據(jù),標(biāo)準(zhǔn)的30°的驅(qū)動(dòng)斜導(dǎo)板無法滿足驅(qū)動(dòng)功能時(shí)候,需要選擇45°驅(qū)動(dòng)斜導(dǎo)板,由于驅(qū)動(dòng)角度變大,導(dǎo)板受到?jīng)_擊力也變大,導(dǎo)板磨損變得非常嚴(yán)重,此時(shí)沒有其它優(yōu)選結(jié)構(gòu)的情況下,設(shè)計(jì)預(yù)加速斜驅(qū)動(dòng)板,可以減小噪音與沖擊,減小工作行程接觸時(shí)間,來達(dá)到減少斜導(dǎo)板的磨損。
5 預(yù)加速參數(shù)設(shè)計(jì)
(1)預(yù)加速設(shè)計(jì)原則。對(duì)于各種滑塊,其重量為m(kg),在驅(qū)動(dòng)導(dǎo)板與滑塊接觸時(shí)候,壓機(jī)滑塊有一個(gè)運(yùn)動(dòng)速度V(m/s),這時(shí)就可以根據(jù)公式換算出運(yùn)動(dòng)滑塊動(dòng)能E(J)。當(dāng)計(jì)算出滑塊的動(dòng)能小于25J時(shí),可以不用設(shè)計(jì)預(yù)加速,反之就需要設(shè)計(jì)預(yù)加速導(dǎo)板。但是壓機(jī)速度不容易獲得,在實(shí)際工程設(shè)計(jì)中,通常按照滑塊重量大于200kg與沖壓角度小于25°的情況下需要設(shè)計(jì)預(yù)加速導(dǎo)板。
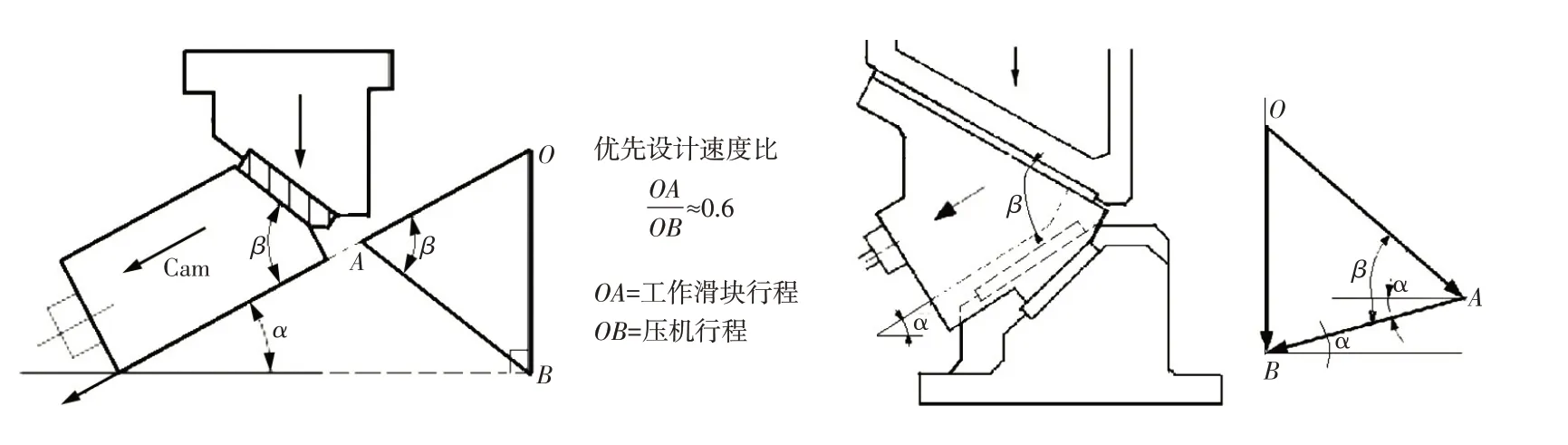
圖5 預(yù)加速角度設(shè)計(jì)
(2)預(yù)加速行程設(shè)計(jì)。預(yù)加速行程不能設(shè)計(jì)太大,它僅僅是一個(gè)輔助預(yù)啟動(dòng)作用,通常按照滑塊總行程的2/5倍設(shè)計(jì)預(yù)加速行程,行程大,模具存放支撐就多,通常設(shè)計(jì)提前15mm左右就足夠了。
(3)預(yù)加速角度設(shè)計(jì)。如圖5所示,首先需要計(jì)算滑塊速度比,根據(jù)沖壓方向角度α,滑塊角度β,滑塊必要的工作行程OA,設(shè)計(jì)出行程圖,如圖5所示,計(jì)算出滑塊的速度比。其次確認(rèn)計(jì)算結(jié)果是否滿足圖5中推薦的速度比0.6左右,如果滿足,說明驅(qū)動(dòng)導(dǎo)板的角度是可以的。如果超出此范圍,需要通過設(shè)計(jì)預(yù)加速導(dǎo)板來滿足推薦的的速度比,即就是需要再次變更滑塊角度β。最后結(jié)合滑塊的動(dòng)能E數(shù)據(jù),確定是否需要預(yù)加速導(dǎo)板,通常滿足動(dòng)能小于25J且速度比為0.6~0.7,是不需要設(shè)計(jì)預(yù)加速導(dǎo)板的,反之就需要設(shè)計(jì)預(yù)加速導(dǎo)板。通常對(duì)于鎖死滑塊驅(qū)動(dòng)角度為45°時(shí),預(yù)加速驅(qū)動(dòng)導(dǎo)板角度為20°~25°。
(4)初始接觸量。對(duì)于設(shè)計(jì)了預(yù)加速導(dǎo)板的滑塊,導(dǎo)板初始接觸量仍然需要滿足滑塊設(shè)計(jì)要求,即初始接觸面長(zhǎng)度大于50mm,對(duì)于斜導(dǎo)板驅(qū)動(dòng)的鎖死滑塊,初始接觸量大于30mm。
6 預(yù)加速行程圖的設(shè)計(jì)
(1)斜楔滑塊。如圖6所示,設(shè)計(jì)一個(gè)翻邊斜楔,工作角度為5°,滑塊總行程為80mm,設(shè)計(jì)初期計(jì)算過速度比為0.92,遠(yuǎn)大于要求,因此需要設(shè)計(jì)預(yù)加速導(dǎo)板,根據(jù)預(yù)加速設(shè)計(jì)角度要求,把驅(qū)動(dòng)導(dǎo)板與滑塊運(yùn)動(dòng)方向的角度50°變更為65°,取預(yù)加速行程為15.4mm,再次計(jì)算器速度比0.56,基本滿足要求。按照此分析數(shù)據(jù)設(shè)計(jì)翻邊滑塊行程圖如圖6所示。
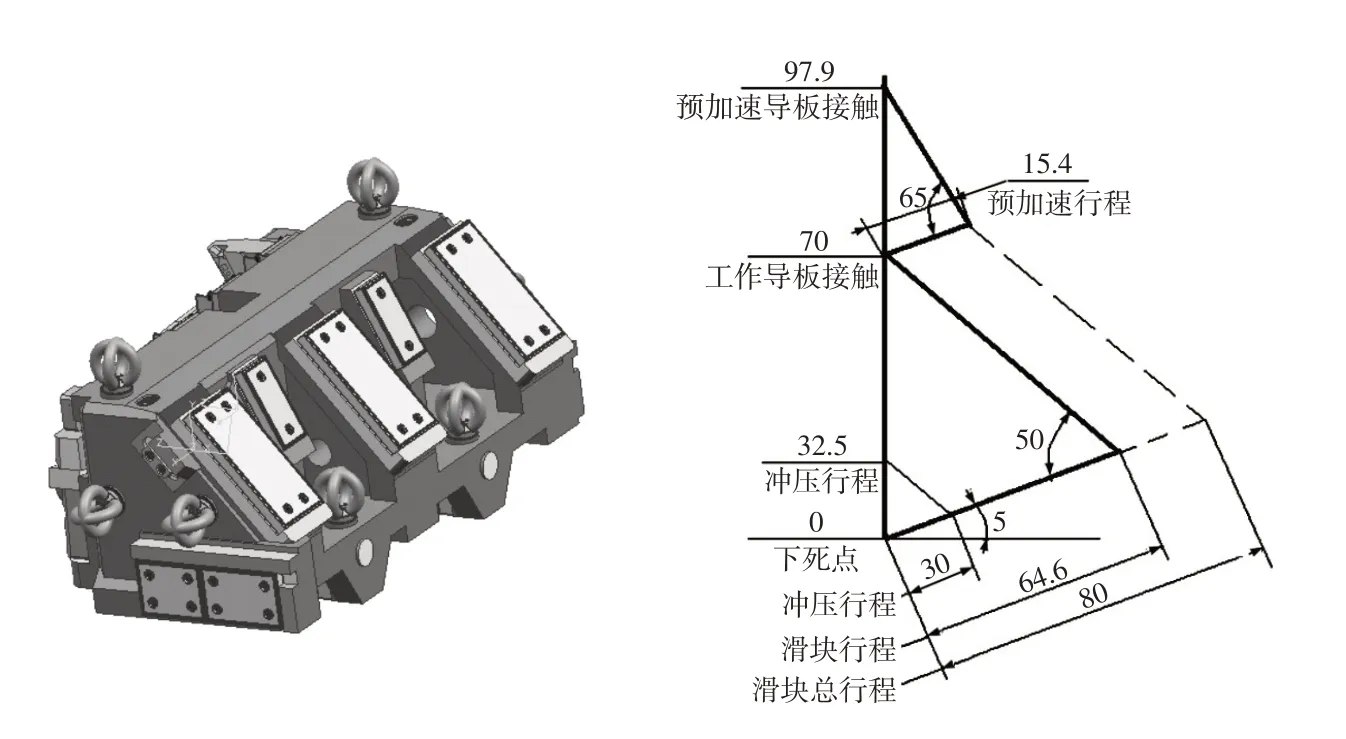
圖6 斜楔預(yù)加速行程圖的表達(dá)
(2)吊楔滑塊。如圖7所示,設(shè)計(jì)一個(gè)翻邊吊楔,工作角度為50°,滑塊總行程為60mm,設(shè)計(jì)初期計(jì)算過速度比為0.84,稍大于要求,因此需要設(shè)計(jì)預(yù)加速導(dǎo)板,根據(jù)預(yù)加速設(shè)計(jì)角度要求,把驅(qū)動(dòng)導(dǎo)板與滑塊運(yùn)動(dòng)方向的角度50°變更為65°,取預(yù)加速行程為10mm,再次計(jì)算器速度比0.46,說明預(yù)加速角度65°有點(diǎn)大,可以取小一點(diǎn),由于圖7所示機(jī)構(gòu)已經(jīng)生產(chǎn),只是增大模具存放行程,在此就不用修正預(yù)加速角度。按照此分析數(shù)據(jù)設(shè)計(jì)翻邊滑塊行程圖如圖7所示。
(3)鎖死滑塊。如圖8所示,設(shè)計(jì)兩個(gè)滑塊,一級(jí)滑塊是翻邊凸模,取件需要回退,二級(jí)轉(zhuǎn)換滑塊驅(qū)動(dòng)一級(jí)滑塊到位,工作斜導(dǎo)板的角度為45°,二級(jí)滑塊總行程為84mm,設(shè)計(jì)初期計(jì)算過速度比為1,遠(yuǎn)大于要求,因此需要設(shè)計(jì)預(yù)加速導(dǎo)板(除了設(shè)計(jì)輔助氣缸外),根據(jù)預(yù)加速設(shè)計(jì)角度要求,驅(qū)動(dòng)斜導(dǎo)板角度設(shè)計(jì)為25°,取預(yù)加速行程為34mm,再次計(jì)算器速度比0.2,說明預(yù)加速角度25°有點(diǎn)小,可以取大一點(diǎn),在不影響生產(chǎn)情況下,只是增大模具存放行程,在此就不用修正與加速角度。按照此分析數(shù)據(jù)設(shè)計(jì)翻邊滑塊行程圖如圖8所示。
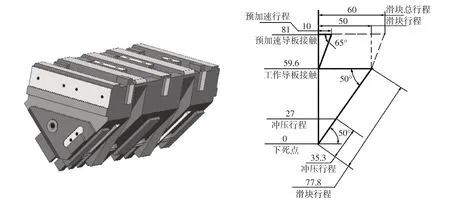
圖7 吊楔預(yù)加速行程圖的表達(dá)

圖8 鎖死滑塊預(yù)加速行程圖的表達(dá)
7 結(jié)束語(yǔ)
通過對(duì)預(yù)加速在各種滑塊結(jié)構(gòu)中應(yīng)用案例分析,加深了設(shè)計(jì)者對(duì)預(yù)加速的認(rèn)識(shí)與掌握,進(jìn)而通過行程圖設(shè)計(jì),進(jìn)一步加深對(duì)預(yù)加速行程,角度參數(shù)等設(shè)計(jì)的理解。只有大家掌握了預(yù)加速的要領(lǐng),才能在模具設(shè)計(jì)中靈活應(yīng)用,避免工作中出錯(cuò),從而提高工作效率,縮短模具設(shè)計(jì)修改時(shí)間與模具制造周期。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
