激光熔覆再制造技術在煤礦設備修復中的應用
2022-09-26 01:53:22徐穎杰,劉云峰
價值工程 2022年26期
0 引言
機械設備作為煤礦開采中是重要的開采工具,其使用性能、使用壽命對煤礦開采企業的意義重大。在機械設備使用的過程中,要定期對設備進行檢查和修復,以確保設備的正常運行,從而高效地進行煤礦開采工作。早在2007年,就提出了煤礦機械再制造的修復概念,而發展至今,已初具規模。在煤礦企業進行開采的過程中,工作環境和場地環境相對復雜,而機械設備進行開采工作時,自身的損耗較大,因此相應的維修周期也在縮短,而維修成本始終居高不下。在煤礦設備修復中,通過引入激光熔覆再制造技術,能夠從根本上提升機械設備各部件的使用性能,同時還能降低機械零部件的成本,實現了對廢舊機械設備的循環利用,降低了煤礦企業的修復成本,是一項性價比較高的修復技術。
1 激光熔覆再制造技術的特點
激光熔覆再制造技術,即是將已經不具備使用價值的零件作為再制造的基礎零部件,通過激光熔覆技術對該部分零部件進行修復和升級,而再制造后的產品在技術指標、使用性能和質量方面均能達到甚至超過新產品的水平。
其主要特點有:①激光熔覆層可根據具體工件的技術要求,實現梯度功能熔覆材料的選擇。②激光熔覆技術具有較強的可控制性,自動化控制容易實現。③激光熔覆層與基體更容易結合,其具有較高的強度。④激光熔覆技術加工中,只在基體材料表面微熔,其熱影響區較小。⑤激光熔覆技術加工中的基體溫升穩定,不存在熱變形問題。⑥激光熔覆層和基體材料的鑄造組織較為致密,不存在孔洞、夾雜、裂紋等相關缺陷。
2 激光熔覆再制造系統構成及生產流程
激光熔覆再制造技術,即以激光熔覆作為修復技術平臺,以激光合金化、激光熔覆為基本技術,通過運用現代化的制造技術理念,由此形成了激光熔覆再制造技術。
此技術的構成如圖1所示,其中基礎材料是金屬粉末,通過CAD/CAM軟件來進行支持,利用計算機技術來控制激光頭、送粉嘴和機床,并同時輸送光束與粉末,所形成的金屬筆對所需修復位置進行激光熔覆,而最終生成原部件的三維實體。

圖1 激光再制造技術構成
在激光技術不斷創新發展中,廢舊零部件的循環再生利用實現可能,通過利用激光技術對其進行修復,使其能夠得到循環利用,從根本上提高廢舊零部件的使用性能,并延長零部件的使用年限。因此激光熔覆再制造技術是低碳、環保、綠色、節能的新型的修復技術。
2.1 激光熔覆再制造系統器件
①激光器:激光器可以采用多模的1-5kWCO2激光器或YAG激光器。
②光學系統:在光束的選擇上,可以選擇聚焦光束或寬帶光束,其中寬帶光束能夠確保激光熔覆面上的光滑,避免裂縫、孔洞的問題。
③送粉器:可選擇載氣式或非載氣式兩種輸送方式,其中采用非載氣式送粉方式,可實現高達90%的粉末利用率,而載氣式送粉方式僅能實現30%-40%的粉末利用率。在進行二維以下運動修復時,非載氣式送粉方式還可以減少粉末用量,使用成本也相應降低。圖2為激光修復示意圖,具體可分為一維修復(a)、二維修復(b)、三維修復(c)。
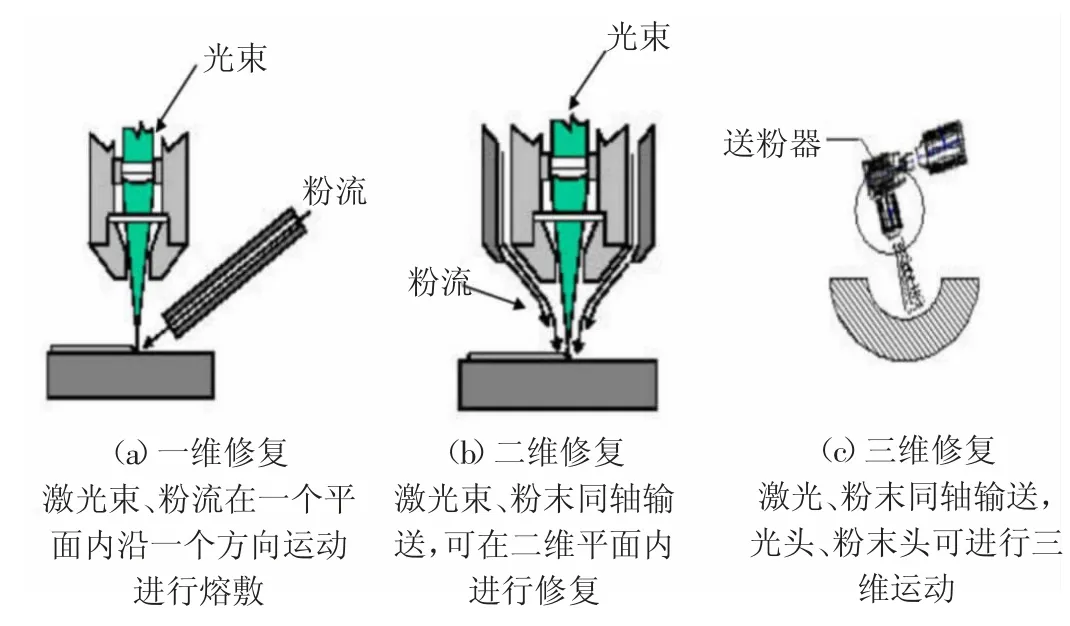
圖2 激光修復示意圖
④紅外溫度監控系統:在進行激光熔覆修復中,如果進行多層的疊加,激光熔覆表面溫度也會不斷走高,而此時尖角處溫度也會隨著熔層溫度升高而不斷升高,所以實時監測熔池的溫度是非常有必要的,對所監測到的溫度結果傳輸反饋到激光器和數控床,以更好地控制激光器功率的輸出和機床運行的速度,熔池的溫度也會更加趨于穩定。其測溫原理可由公式來表示,即:EA=EP+ER+ET+EC。其中,EA為激光圖層所吸收的能量,EP為熔化粉末,ER為熱輻射形式的散出,ET為熱傳導,EC為環境對流,熔化粉末、熱輻射形式的散出、熱傳導以及環境對流四部分的總和,則為激光圖層的熱量。
2.2 生產工藝流程圖
煤炭設備應用的激光再制造技術生產工藝流程包含:設備升井運輸、清洗、拆卸、分揀歸類、壽命分類等等,具體的流程如圖3所示。

圖3 生產工藝流程
3 激光再制造技術體系
激光再制造技術體系構成如圖4所示。
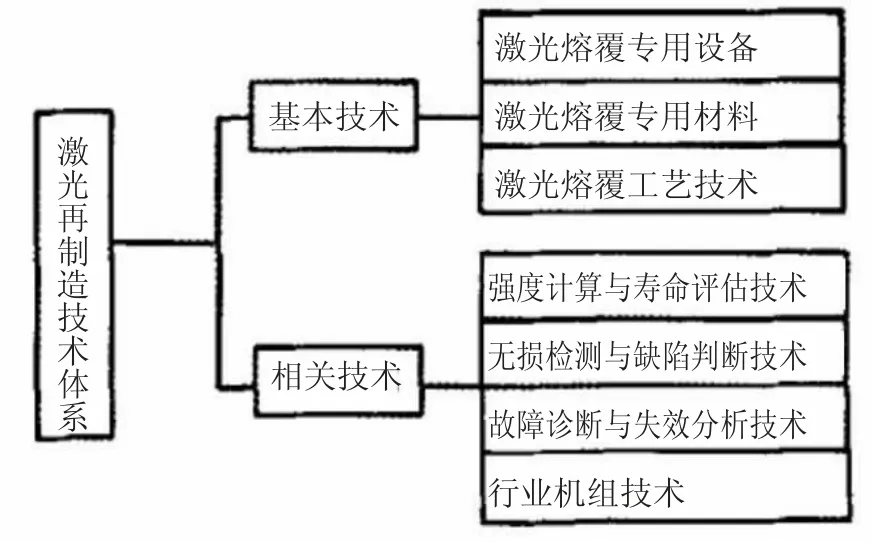
圖4 激光再制造技術體系構成
在激光熔覆再制造技術中,一般情況下所用的激光器為1-10kWCO2激光器或者YAG激光器兩種。
結合激光熔覆層與激光熔覆基材的熱膨脹系數的差異,來對激光熔覆材料進行選擇,另外,在選擇涂層材料時,要對基體材料的熔點進行考慮。合金粉末與基體材料的性能要能夠無限接近,同時也要與激光熔覆件的性能要求相符。在激光熔覆材料選擇的過程中,所選擇的合金粉末主要以Co-Cr基、Ni-Cr基、Fe-Cr基為主,同時也要有相應的陶瓷材料,以確保金屬陶瓷涂層的硬度。在實踐的的具體操作時,選擇相應的工藝參數,要結合激光熔覆基材、合金粉末材料以及激光熔覆零部件形狀來具體選擇參數。
4 工程應用案例
在煤礦的機械設備中,液壓支架立柱作為關鍵的機械設備,由于其在酸堿性腐蝕介質中的工作時間較長,液壓支架立柱的表面所受到的腐蝕和磨損較為嚴重。在現階段中所使用的再制造修復技術,其采用電鍍的工藝,立柱通過電鍍工藝進行修復后,其使用壽命縮短,且隨之而來的還有環境污染問題,因此亟需一種新的修復工藝技術來替代電鍍的工藝,而激光熔覆工藝自身具有顯著的優勢,即組織致密、可控性好、涂層與基體能夠牢固結合等,而采用激光熔覆再造技術的立柱性能遠遠高于采用電鍍修復工藝的立柱性能。
4.1 激光熔覆再制造立柱和電鍍修復立柱的性能比較
通過模擬實驗以及實踐可以得出,將激光熔覆再制造立柱和電鍍修復立柱兩者的性能作比較,前者是優于后者的。圖5中,即參照了中國煤炭行業標準,對液壓支架立柱的實際工作環境進行模擬試驗,對上述兩種修復立柱的技術進行了對比測試,從修復后立柱的使用壽命來看,在模擬的試驗環境下,激光熔覆再制造立柱的使用壽命是遠遠大于電鍍修復立柱的使用壽命,其比例為6:1。
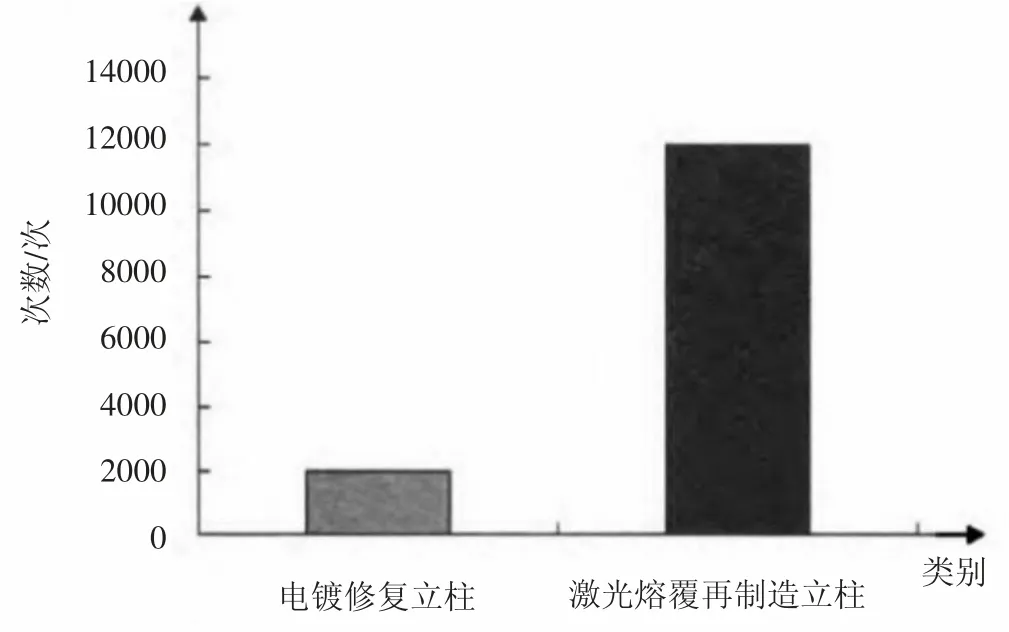
圖5 激光熔覆再制造立柱和電鍍修復立柱模擬對比試驗
圖6中,在相同的工作環境下,將激光熔覆再制造立柱和電鍍修復立柱兩者的使用壽命進行對比,前者的使用壽命在4.5年左右的時間,而后者的使用壽命僅僅為1-1.5年的時間,通過使用激光熔覆再制造技術的立柱其生銹和密封性下降情況尚未出現,所以從此試驗對比中沒有得到激光熔覆再制造立柱的實際使用年限,但是在保守估算中,在相同工作條件下,激光熔覆再制造立柱要比電鍍修復立柱的使用壽命高出6倍。

圖6 激光熔覆再制造立柱和電鍍修復立柱實際使用壽命對比
激光熔覆再制造立柱性能優于電鍍修復立柱性能主要體現在以下三個方面:第一,激光熔覆層、立柱基體,兩者可以看作是牢固的冶金結合層;第二,激光熔覆不銹鋼涂層的組織較為致密,孔洞、裂紋、夾雜等現象幾乎不存在;第三,有著較厚的熔覆層,具有良好的韌性。由此可以看出,激光熔覆再制造立柱具有著良好的性能,而相比較電鍍修復立柱的多孔洞、微裂紋而言,其性能要更優。
4.2 經濟效益分析
4.2.1 激光熔覆再制造立柱和電鍍修復立柱兩者在各操作流程中的費用及其價格比較
在表1中,將激光熔覆再制造立柱和電鍍修復立柱的各操作流程,即拆裝、運輸、清洗等成本進行對比,從對比結果中可以看出,兩種技術中的拆裝、運輸、清洗、機械加工環節的成本數據沒有明顯的差別,而存在較大差別的有兩方面:其一,激光熔覆和電鍍修復,從表1中可以看出,前者的成本為電鍍修復環節成本的4倍之多;其二,凈利潤和市場售價,從上述分析中得知,激光熔覆再制造立柱是電鍍修復立柱的6倍,所以在表1中單位表面積立柱激光熔覆再制造的市場售價要遠遠高于電鍍修復立柱。

表1 單位表面積立柱激光熔覆再制造和電鍍修復各環節成本比較 元/m2
4.2.2 激光熔覆及電鍍再制造立柱的經濟效益發展趨勢
由于激光熔覆再制造技術為新的立柱修復技術,在其不斷發展的過程中,相應的成本和利潤也會發生變化,從圖7中可以看出,從2008年發展至今,在單位表面積立柱的激光熔覆成本呈現逐年降低的變化趨勢,在2008年發展中,激光熔覆成本是最高值,無論是加工設備的成本還是研發成本都居高不下,但實際的加工數量不多,因此一直在高成本運行中。但是伴隨著激光熔覆再制造技術的不斷發展,無論是生產技術還是設備都趨向成熟,因此各項投入成本也在逐年降低。

圖7 單位表面積立柱的激光熔覆成本變化趨勢
在激光熔覆修復技術中,主要用到的設備是激光器,激光器在近些年的發展中,相應技術也在不斷成熟,即二氧化碳激光器逐步被大功率半導體激光器、光纖激光器等所替代,這些高性能的激光器已經實現了規模化的生產,其運行成本將持續走低,另外在生產中的用電用氣成本也在逐年下降;與此同時,合金粉末行業的發展也是激光熔覆再制造成本下降的一個重要方面。然而,電鍍修復技術的發展較為平穩,運行成本也較為穩定,所以激光熔覆再制造技術取代電鍍再制造是必然趨勢。
4.3 結論
通過上述對激光熔覆再制造與電鍍修復再制造的對比可以看出,激光熔覆再制造立柱具有較高的性價比,該技術的經濟效益更優,相比較電鍍修復立柱而言,其存在著技術和成本上的優勢,且未來的發展空間是巨大的,因此激光熔覆再制造技術將會逐漸代替電鍍修復技術,是發展的必然趨勢。
5 結束語
①激光熔覆再制造技術,對于環境比較友好,是綠色加工修復技術,即可以對廢舊煤礦機械設備進行循環的利用,同時沒有廢氣和廢液物質的排除,不會對環境造成污染,因此激光熔覆再制造技術符合國家節能減排政策,是遵循綠色、循環、低碳的發展理念。
②在煤礦設備修復中,通過利用激光熔覆再制造技術,能夠從根本上提升零部件的各項性能,提高零部件使用價值,并保障了修復后的煤礦設備運行過程的安全性。
③在煤礦設備修復中利用激光熔覆再制造技術,不單單是能夠降低修復成本,提升生產率,同時所產生的社會效益也是非常明顯的。
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
工業設計(2016年4期)2016-05-04 04:00:23
現代企業(2015年8期)2015-02-28 18:55:34
現代企業(2015年6期)2015-02-28 18:51:50
河南科技(2014年8期)2014-02-27 14:08:07
河南科技(2014年8期)2014-02-27 14:07:44
河南科技(2014年8期)2014-02-27 14:07:41
