某發動機中間齒輪軸螺栓斷裂故障分析
2022-09-27 12:03:46王志秀
內燃機與配件 2022年15期
關鍵詞:分析
0 引言
螺栓作為最常用的零部件被廣泛應用于各個領域,但是如果選擇不合適或者擰緊工藝不合理,則會出現螺栓斷裂的風險,一旦失效,可能造成機器失效,財產損失,甚至可能出現人員傷亡等嚴重后果
。目前國內對螺栓斷裂問題主要研究方向為疲勞斷裂
、螺栓氫脆斷裂
和原材料缺陷斷裂
等幾個方面。但是對螺栓相對塑性變形的研究較少,本文借助VDI2230
主要介紹了螺栓相對塑性變形的計算方法。VDI2230是德國工程師協會發布的螺栓評估指南,主要用來計算校核高強度螺栓連接的可靠性,此方法用于工程實踐已超過25年,并被廣泛認可和引用。通過分析該螺栓的相對塑性變形,確定該螺栓的斷裂原因,可對后續螺栓的改進和預防提供理論依據,防止同類故障再次發生,從而提高發動機的可靠性
。
1 故障背景
某大型發動機在耐久試驗過程中發生螺栓斷裂,斷裂位置為螺紋璇合的第一扣,拆檢后排查了螺栓材料、金相、加工工藝等,螺栓自身沒有質量問題。在分析過程中發現螺栓為非全螺紋和細腰螺栓,螺紋部分較短,同時注意到螺栓為轉角法擰緊至屈服,所以又從螺栓擰緊工藝著手分析
,螺栓擰緊至屈服后螺栓會發生塑性變形,塑性變形會發生在螺栓的薄弱區域,對于非細腰螺栓,即發生在未璇合的螺紋段,但是該螺栓的螺紋長度比較短,擰至屈服后會存在相對塑性變形過大的問題,后經分析,該螺栓斷裂的主要原因就是擰緊后相對塑性變形大。下面詳細介紹故障的排查過程和螺栓相對塑性變形的評估方法。
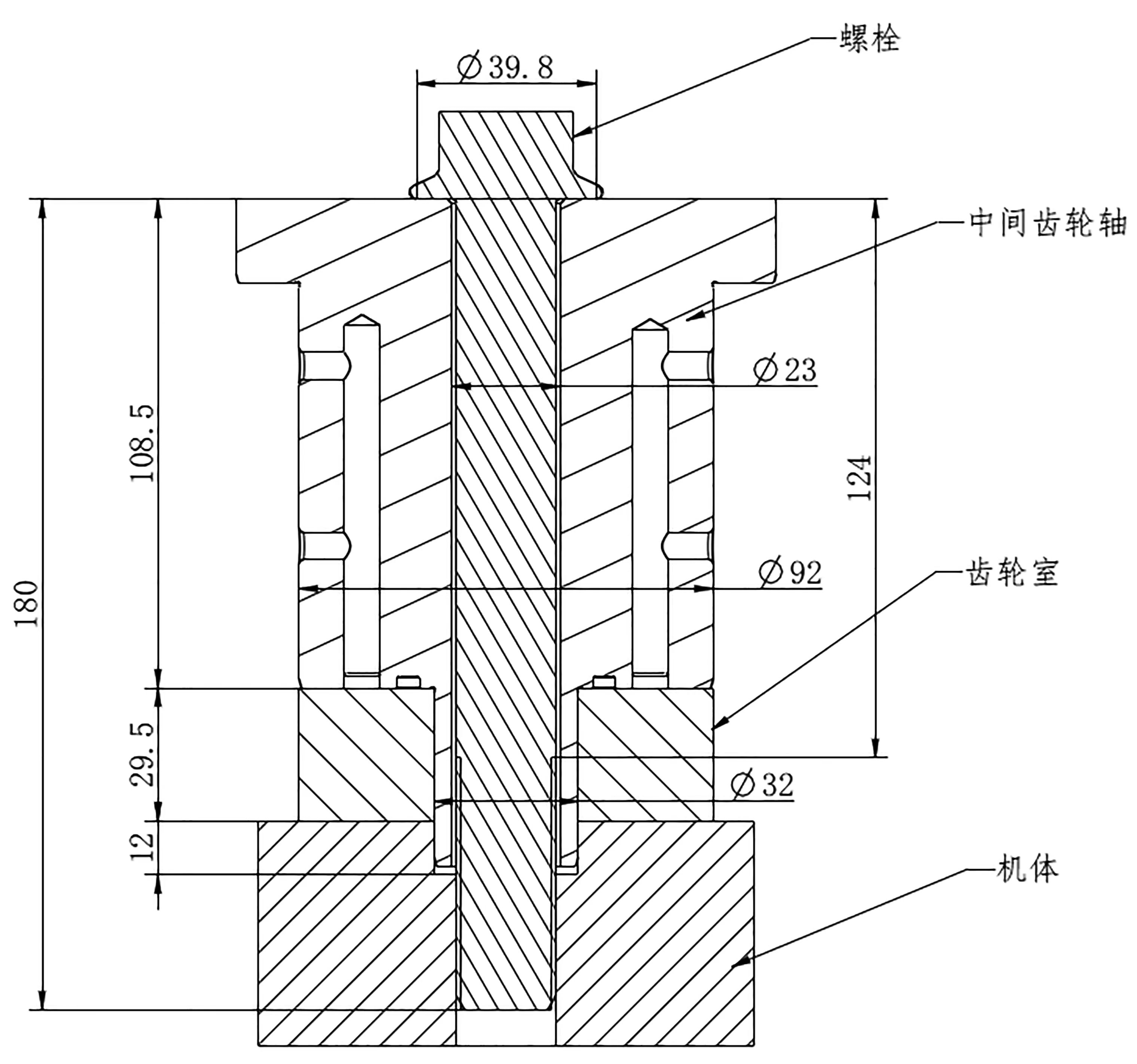
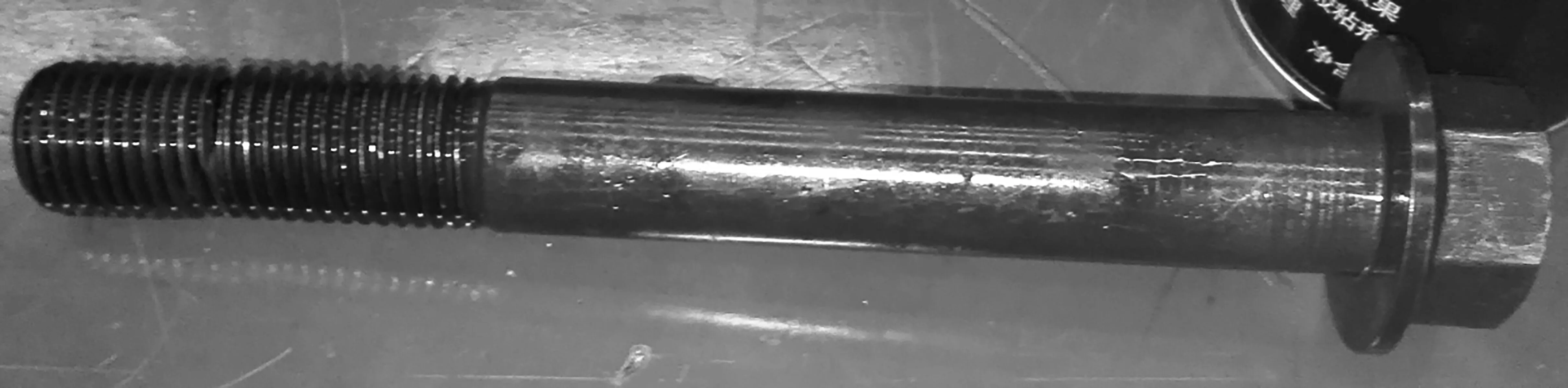
該發動機中間齒輪軸及螺栓的連接結構可以簡化為圖1所示結構,一顆螺栓穿過中間齒輪軸和齒輪室,擰緊至機體上。擰緊后中間齒輪軸與齒輪室和機體成為一個整體保持固定,中間齒輪繞中間齒輪軸旋轉,螺栓主要作用是螺栓軸力產生摩擦力抵抗齒輪的徑向力。螺栓規格為M22×2.5 10.9級,材料為42CrMo,彈性模量為208GPa,螺栓總長度180mm,螺栓光桿長度124mm,螺栓光桿直徑約為φ22mm,螺栓螺紋旋合長度30mm,螺栓未璇合螺紋長度26mm,螺栓頭部摩擦外徑φ39.8mm。中間齒輪軸材料為42CrMo,彈性模量為208GPa,螺栓孔直徑φ23mm,螺栓孔倒角C1mm,螺栓頭部摩擦內徑φ25mm,螺栓頭部平均摩擦直徑φ32.4mm。齒輪室材料為HT250, 彈性模量為117GPa。機體材料RT450,彈性模量為144GPa。螺栓擰緊工藝為(200Nm±20Nm)+(180°±10°)。螺栓斷裂示意圖如圖2、圖3、圖4所示。


2 螺栓材料及斷口分析
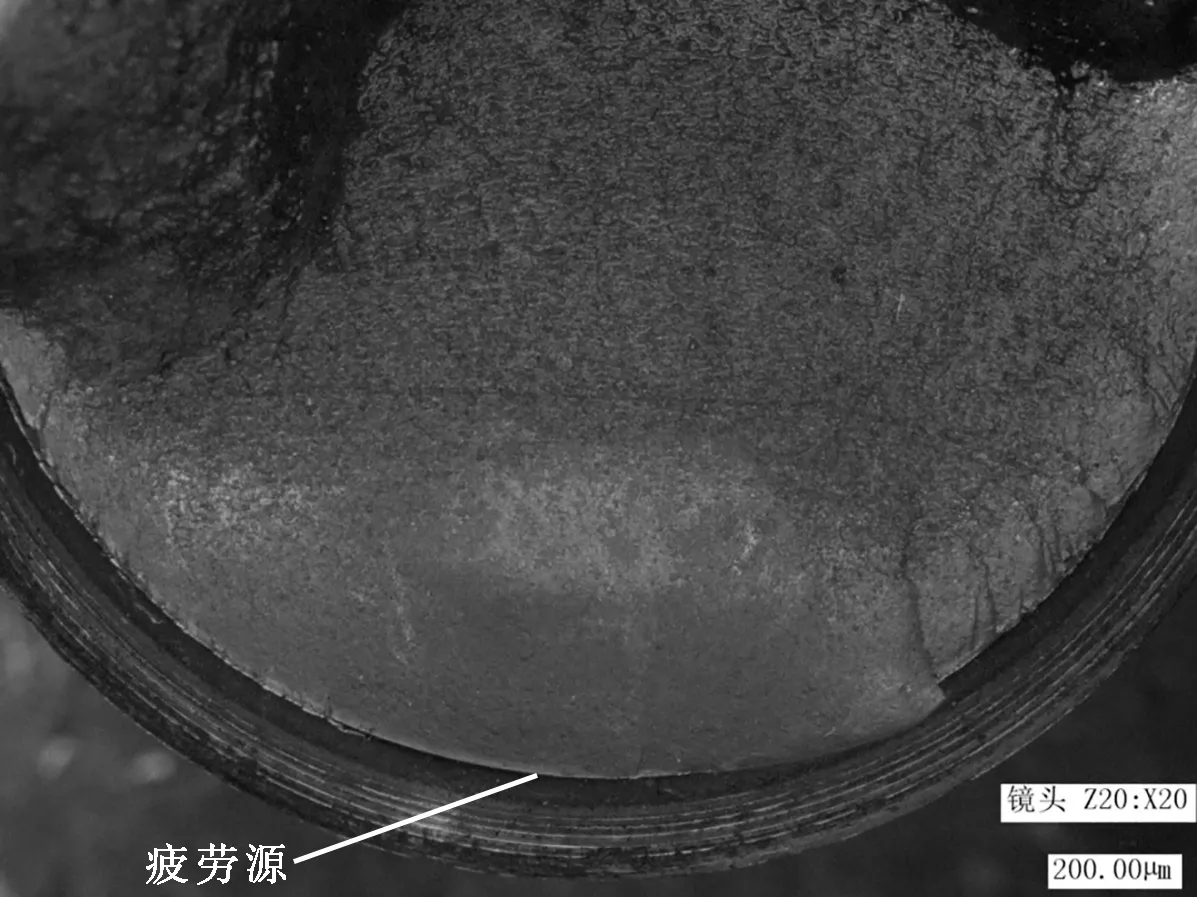
針對該螺栓斷裂問題,首先對螺栓的斷口和材料進行了分析。將螺栓沿裂紋處打開,可見明顯貝紋線,為典型的疲勞斷裂特征,通過斷口分析該斷裂為疲勞斷裂,斷口的疲勞源位于螺牙牙槽處,螺栓斷口圖片如圖5所示。
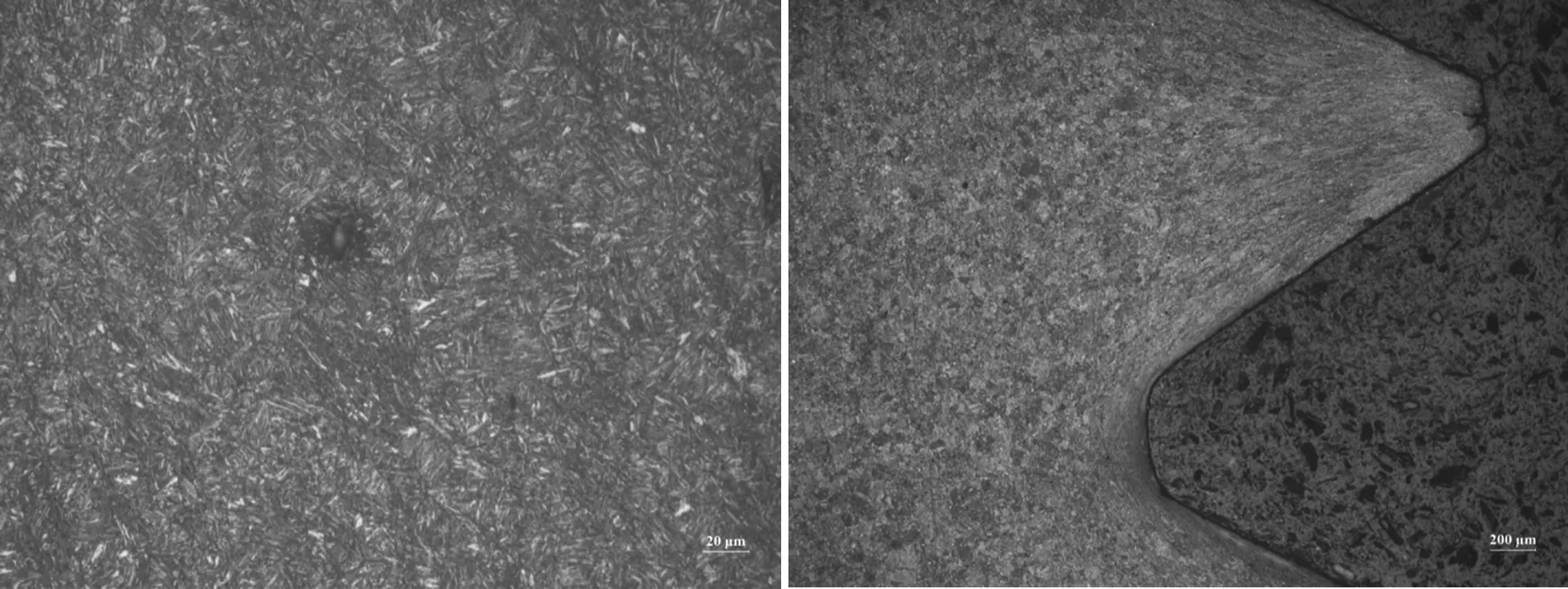
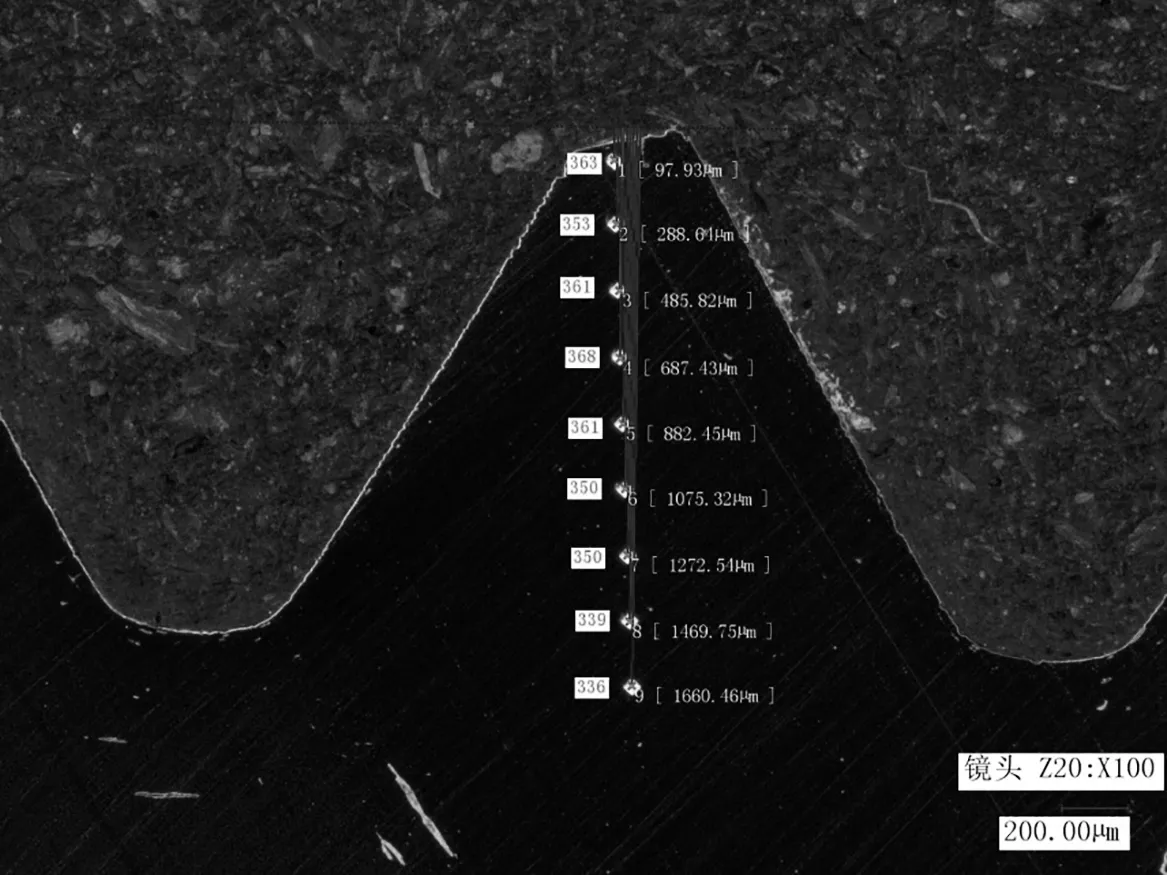
其次對螺栓的金相、硬度、工藝等進行了分析。取斷口剖面進行金相檢查,腐蝕后金相組織如圖6所示,螺栓未見夾雜物、原始裂紋等缺陷。螺栓材料為42CrMo,強度要求10.9級,螺栓需調質處理保證強度,調質后螺栓金相組織應為回火索氏體。從腐蝕后的結果看,螺栓金相組織均勻,金相組織為回火索氏體+極少量鐵素體,螺牙未見明顯氧化脫碳現象,螺栓材料本身無問題。
然后又對螺紋的成型工藝進行了分析,機加工螺紋材料流線可能會被破壞,且刀痕易形成應力集中
,所以機加工螺紋易產生疲勞源,材料相同的情況下機加工螺栓疲勞強度會低于非機加工螺紋的疲勞強度。對于高強度螺栓,螺紋通常要求為非機加工成型,通常采用滾絲或搓絲工藝。通過滾絲或搓絲等擠壓方式成型的螺栓,材料流線完整,且表面沒有刀痕,螺栓的疲勞強度優于機加工螺紋的疲勞強度。通過觀察螺紋金相,牙頂及牙槽可見明顯的顯微流線。同時對螺栓廠家進行工藝審查,確定該螺栓的成型工藝為滾絲成型。螺栓的主要加工工藝流程為:下料→墩頭→調質→噴砂→探傷→滾絲→磷化→檢驗→入庫。螺紋的成型工藝沒有問題。
社會治理系統由多元社會治理主體構成,不同主體之間的相互聯系和相互作用構成了系統的結構。這表明,在系統治理模式中,多元主體中的多元不是孤立的而是互相關聯的。堅持系統治理,就要從社會治理系統諸要素的關聯性出發去把握對象,且在目標一致的合作共建、協同共治中,不斷提高社會治理的能力和水平。
對螺栓強度進行分析,螺栓芯部硬度約為36.0HRC,10.9級螺栓硬度要求(32~39)HRC,螺栓硬度滿足設計要求。螺栓硬度測量結果如圖7所示。
通過對螺栓的金相、成型工藝、強度等分析,確認螺栓材料及成型工藝等無問題,同時螺栓無原始缺陷。最終確認該螺栓斷裂故障非螺栓質量問題導致。
3 螺栓塑性變形分析
材料及斷口分析完成后,又從螺栓的擰緊工藝角度出發分析,該螺栓的擰緊工藝為轉角法擰至屈服,擰至屈服意味著螺栓局部發生了塑性變形。通過分析發現螺栓螺紋較短,光桿部分較長,螺紋除去璇合部分,剩余未璇合部分較小,擰至屈服后,螺栓的塑性變形發生在未璇合螺紋處,懷疑該故障為螺栓擰緊后相對塑性變形太大造成的。因此對螺栓的相對塑性變形展開分析和計算。
對于10.9級的螺栓。屈服強度Rp
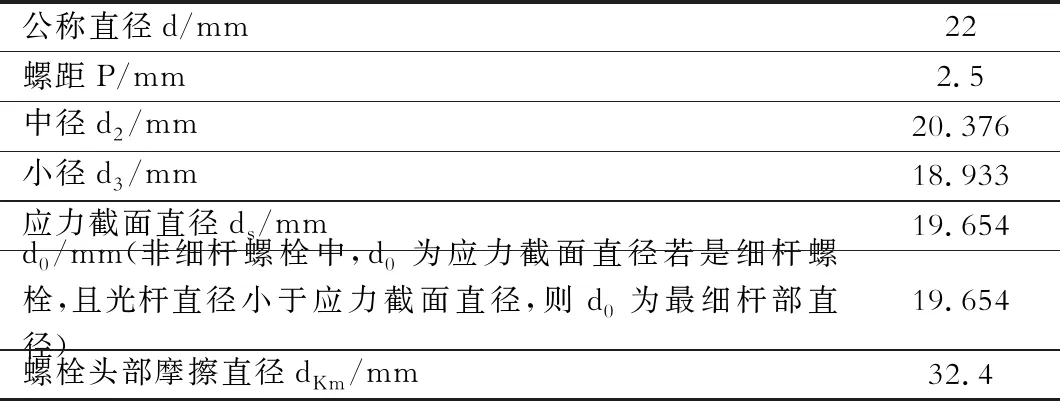
大約為940MPa-1070MPa,接觸面的摩擦系數μ按照0.08-0.14計算,螺栓計算相關參數見表1。
針對該問題,為了考慮全面,分別計算最大的塑性變形量和最小的塑性變形量。
最大塑性變形量出現在當螺栓屈服強度Rp
為940MPa時,并且摩擦系數最小為0.08,第一步擰緊時擰到220Nm,第二步擰緊到190°。此時螺栓出現最大塑性變形。
最小塑性變形量出現在當螺栓屈服強度Rp
為1070MPa時,并且摩擦系數最大為0.14,第一步擰緊時擰到180Nm,第二步擰緊到170°。此時螺栓出現最小塑性變形。
螺栓擰至屈服時,螺栓可以達到的最大等效應力約為1.05倍的屈服強度。
土壤生態環境也具一定抗風險能力。其土壤微生物可促進Bt蛋白的降解。從轉Cry1Ac基因水稻種植田土壤中得到降解Cry1Ac蛋白的細菌FJSB3,為寡養單胞菌(Stenotrophomonas sp.),4 d內水稻秸稈中Cry1Ac蛋白降解率達到92. 86%[5-6]。新疆阿克蘇鹽堿地土壤細菌資源豐富,已分離培養鹽堿地土壤中的細菌103株[7],但目前新疆棉田Cry1Ac蛋白的降解研究鮮有報導。因此對Cry1Ac毒蛋白的降解細菌進行篩選和鑒定將可對長期種植轉Bt棉田土壤的生態治理提供參考。
計算過程需要用到螺栓及被連接件的剛度,螺栓剛度等于柔度的倒數,螺栓柔度可以根據經驗公式分段求出然后求和得到:
螺栓頭部柔度:
螺栓光桿部分柔度:
螺栓未旋合螺紋柔度:
螺栓旋合螺紋柔度:
2型糖尿病是糖尿病最常見的一種類型,以血糖升高為主要特點,據一項報道顯示,目前全球約有4億人患有糖尿病,而我國糖尿病患者居于世界之首[1] 。2型糖尿病多發生于中老年人群,而隨著我國人口老齡化的趨勢,老年2型糖尿病的患者數較以往明顯增多,需要積極治療[2] 。近年來筆者將護理干預應用于社區老年2型糖尿病患者之中,取得了理想的效果,現報道如下。

根據VDI 2330可得:
E為螺栓彈性模量,MPa
L
為未旋合螺紋長度,mm
網絡重構采用二進制編碼更適合,遺傳算法中染色體中的基因位用0和1表示,每個開關占據一個基因位,一條染色體則對應一種開關組合狀態。
d為螺栓大徑,mm
A
為螺栓大徑對應的截面積,mm
L
為光桿長度,mm
A
為光桿對應截面積,mm
E
為內螺紋的彈性模量,MPa
A
為螺栓小徑對應截面積,mm
通過計算可得螺栓柔度為:
從機身卡口上拆下鏡頭,在相機前旋轉并前后調整位置(50mm鏡頭屢試不爽)。使用M擋,手動對焦和實時取景。

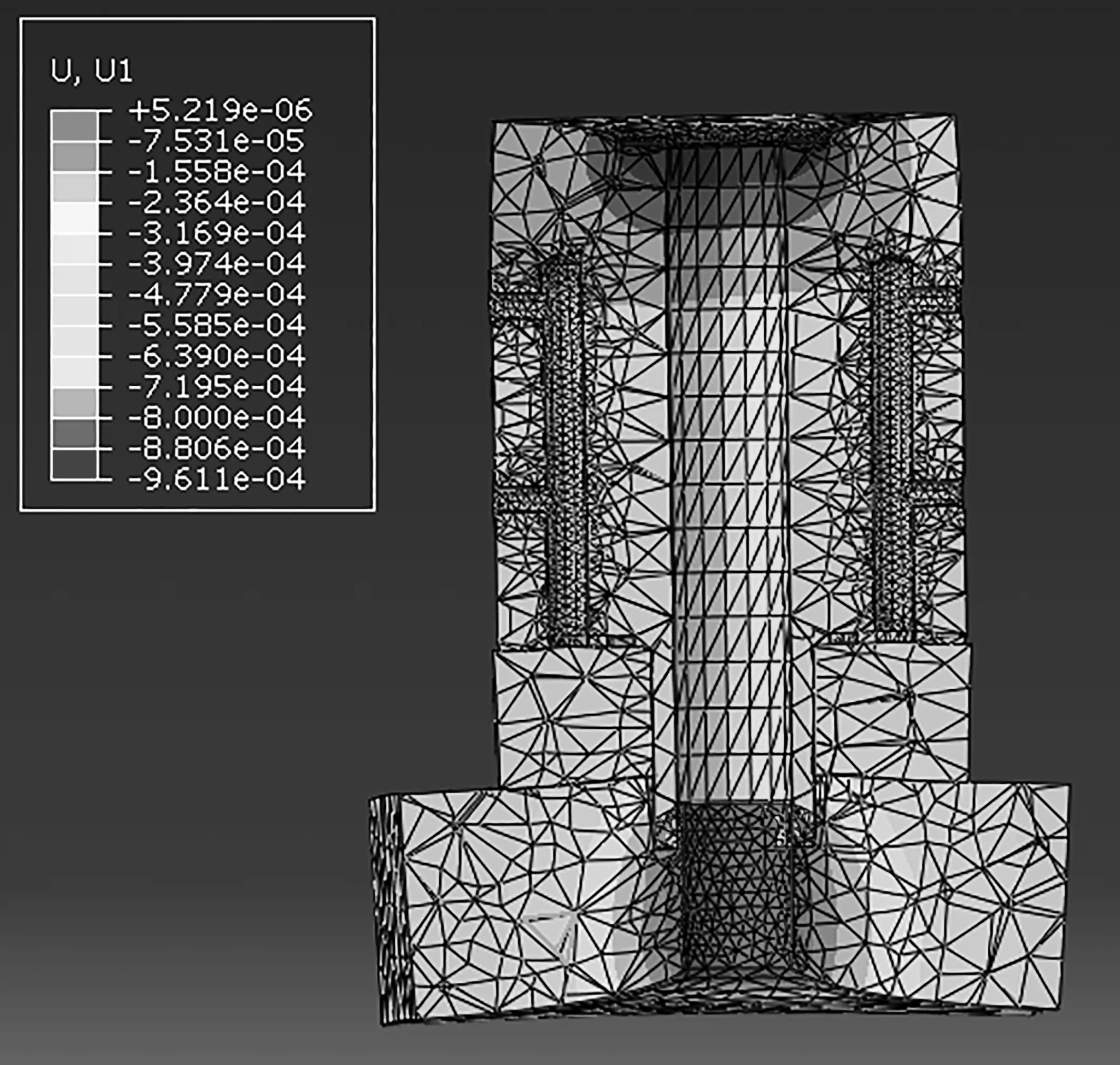
對于被連接件的剛度,由于結構復雜,需要借助有限元進行計算,在中間齒輪軸端面,與螺栓法蘭面相等的區域內,施加3000N的軸力,然后計算中間齒輪軸的變形量,有限元計算結果如圖8所示。在軸向方向的變形量為9.61×10
mm,根據力和變形量,計算得到軸及齒輪等總體剛度為:

最大塑性變形量出現在當螺栓屈服強度Rp
為940MPa時,并且摩擦系數最小為0.08,第一步擰緊時擰到220Nm,第二步擰緊到190°。此時螺栓出現最大塑性變形。
在已知擰緊力矩M的情況下,計算軸力:

其中:
M為擰緊力矩/Nm
熔化燃燒系統設備包括豎爐、保溫爐、上下溜槽、撇渣槽及中間包(如圖1)。SCR4500連鑄連軋生產線熔化燃燒系統是以天然氣為燃料,采用預混型燃燒系統,由鼓風機向此系統輸送助燃空氣,混合成適當比例的空氣與燃料,通過系統各設備上燃燒噴槍噴入,實現銅原料的熔化處理及保溫作用,使銅液達到澆鑄要求。其系統由燃料及助燃空氣系統、混合燃燒系統、CO 分析儀系統、PLC可編程控制器系統組成。
P為螺距/mm
對巡檢的行走路徑進行管理,既可以考核設備主人巡線過程的到位情況、巡線時間、巡線速度、巡檢信息采集,也可以將多次的軌跡進行管理,制定山區桿塔的導航路徑,為不熟悉桿塔路徑的其他人員,提供數據支撐。
μ為摩擦系數
δ=δ
+δ
+δ
+δ
=2.47×10
mm/N
d
為螺栓中徑/mm
明治時期是日本從封建社會步入近代社會的開端,更是國家在科學技術、社會文化、思想意識等經濟基礎和上層建筑兩方面獲得急速發展的時期,對明治文學的研究,不但可以使我們進一步明晰明治文學的本質,通過文學進一步了解日本近代政治思想體系和歷史文化變遷乃至近代國家的發展脈絡。對明治的借鑒可以使我們從多角度思考本國乃至世界文化的發展,為人類共同體的構建提供可行的思路。因此,明治文學研究很有必要。
為使軟件系統更加完善,需要強化系統試運行期間的測試工作,以讓操作者得到更滿意的體驗感受,在得到用戶比較認可的方案后,還需要根據用戶的操作感受及時反饋進行修改完善。
D
為螺栓頭部摩擦直徑/mm
前段時間,全國多地遭遇歷史罕見高溫悶熱天氣。就在大家想辦法避暑時,中農控股有這樣一群人,頭頂烈日,在海拔將近3000米的鉀肥生產基地,揮汗如雨,默默付出。
計算螺栓擰緊220Nm時產生的變形。
螺栓產生的軸力為:

計算螺栓旋轉190°時產生的變形。
第一步的時候螺栓仍處于彈性階段,第一步螺栓產生的變形為:
目前,城市軌道交通應急疏散系統的指揮引導,主要依賴指示標志與標志燈來實施。但該系統存在技術缺陷和條件限制,因此亟需采用更好的技術手段來進行突發事件時的應急疏散指揮與引導,以盡可能減少事件發生時造成的人員傷害。大功率參量陣定向揚聲器的技術較為成熟,為解決上述問題提供了有效的技術手段。
由于螺栓不是單純的受拉伸,擰緊力矩作用下,螺栓擰緊后有切應力的存在。

83287.7N
螺栓最終的等效正應力大約為:
σ
≈1.05×Rp
.2=1.05×940=987MPa
12T-103菌株菌落的形態特征為菌淡黃色,不透明,邊緣有一圈不規則裂紋,中央凸起(見圖4),菌體特征為桿狀,產生內生芽孢(見圖4)。革蘭氏染色為陽性,接觸酶反應為陽性(見表1)。這表明12T-103菌株屬于芽孢桿菌屬(Bacillus)。此外,利用細菌16S rDNA通用引物擴增12T-103菌株總DNA,擴增產物長度約1. 5 kb,將測序結果與NCBI進行同源比較得出12T-103菌株與Bacillus subtilis(登錄號KC441788.1)同源性為100%。由此鑒定12T-103菌株為枯草芽孢桿菌(Bacillus subtilis)。
其中:
Comparison between the situations of climate change in the Arctic stratosphere during December and

其中d
為應力截面直徑(非細腰螺栓中,若是細腰螺栓,且光桿直徑小于應力截面直徑,則d
為最細桿部直徑)
根據第四強度理論:

可以解得:
τ
=190.18MPa
σ
=930.41MPa
所以螺栓最終的軸力為:

第二步螺栓和被連接件(軸和齒輪室)總的變形為:

由于此時螺栓已進入屈服階段,所以不能用螺栓的剛度計算螺栓的變形,但是被連接件還未達到屈服,可以先計算被連接件(軸和齒輪室)的變形。

Δs
=Δs
-Δs
=1.256mm
螺栓產生的總變形為:
Δs
=Δs
+Δs
=1.462mm
計算螺栓可以發生的總的彈性變形量。
當螺栓正應力為940MPa時,螺栓達到最大的彈性變形量,所以螺栓可以產生最大彈性變形量為:

計算螺栓塑性變形量及相對塑性變形率。
Δs
=Δs
-Δs
=1.462-0.705=0.757mm
由于桿部直徑大于應力截面直徑,所以該螺栓的塑性變形發生在未旋合的螺紋處,該螺栓未旋合部分螺紋長度為26mm。則相對塑性變形量為:
通過上述計算分析,螺栓最大的相對塑性變形量為2.91%。按照同樣的方法,可以計算出螺栓的最小相對塑性變形量為1.532%。平均相對塑性變形量為2.221%,根據工程經驗,螺栓的相對塑性變形量應控制在0.6%以下,0.6%是相對安全的使用范圍,目前平均相對塑性變形量為2.221%,存在較大的風險。針對相對塑性變形量大的問題,改進方案為將螺栓改為全螺紋結構,這樣可以有效加長可以發生塑性變形的長度,降低相對塑性變形量。改進后螺紋總長度為180mm,璇合長度為30mm,未璇合的螺紋長度為150mm,塑性變形可以發生在150mm的螺紋上,較之前26mm有大幅度提高,改進后最大相對塑性變形約為0.5%(未重新計算剛度,根據之前塑性變形量估算),改進后該問題得到有效解決。
4 總結
對于未使用到屈服的螺栓,不存在屈服的區域,所以不用考慮相對塑性變形量對螺栓可靠性的影響,設計時也無需采用全螺紋或細腰螺栓來降低相對塑性變形量。
對于需要用到屈服的螺栓,螺栓薄弱區域會進入屈服狀態,如果薄弱區域長度較小,可以發生塑性變形的區域就會較小,這樣相對塑性變形量就會較大,相對塑性變形量大螺栓斷裂風險就會較大。因此我們應該減小螺栓的相對塑性變形量,要加長發生塑性變形的區域,常用措施為全螺紋螺栓或者細腰螺栓,全螺紋螺栓整個桿部剛度相同,當擰緊至屈服時,螺栓的塑性變形會發生在未璇合的螺紋處,這樣可以有效降低相對塑性變形量。另一措施是采用細腰螺栓,細腰處直徑要小于螺栓螺紋的等效應力截面直徑,這樣螺栓首先在細腰處發生塑性變形,這樣也可以有效降低螺栓的相對塑性變形量。全螺紋在加工時相對容易,而且全螺紋螺栓可以達到的軸力比細腰螺栓可以達到的軸力大,綜合考慮,在螺栓需要擰至屈服的情況下,通常建議直接采用全螺紋螺栓,可以有效提高螺紋連接的可靠性。通過對該故障的分析,已認識到相對塑性變形量對螺栓可靠性的影響,在工程應用時建議通過調整塑性變形區域的長度,將螺栓的相對塑性變形量應盡量控制到0.6%以下,避免螺栓因為塑性變形失效。
[1]陶春虎.緊固件的失效分析及其預防[M].北京:航空工業出版社,2013.
[2]楊圣俊,路修強.某特種車輛輪輞螺栓斷裂原因分析[J].汽車零部件,2019(07):83-86.
[3]蘇倩,胡春燕.汽車下擺臂與車架連接螺栓斷裂分析[J].失效分析與預防,2019,14(06):425-428.
[4]田浩,陳榮,傅國如,李權.飛機起落架剎車盤緊固螺栓斷裂原因[J].理化檢驗(物理分冊),2020,56(12):48-51.
[5]程宗輝,張世東,黃超,曹強.飛機起落架固定螺栓氫脆斷裂研究[J].失效分析與預防,2016,11(02):129-132.
[6]于海華,嚴海燕,張敬彤,王宇魁,黃智勇,鄔建新,魏振偉.30CrMnSiA鋼沉頭螺栓斷裂失效分析[J].金屬熱處理,2021,46(03):223-228.
[7]余兆新,蔣佩華,姚志江,徐云峰.42CrMo鋼螺栓斷裂分析[J].金屬熱處理,2012,37(04):128-130.
[8]VDI2230-1-2014.Systematischecalculationofhighlystressedboldedjoints-jointswithonecylindricalbolt[S]. Berlin:German Society for Science and technology,2014.
[9]姜招喜,許宗凡.緊固件制備與典型失效案例[M].北京:國防工業出版社,2015.
[10]王慧,劉海波,朱先華,祁永東,王安友,胡杰,賴建明.緊固件的典型失效形式[J].上海金屬,2020,42(06):20-26.
[11]林將.風電機組葉片螺栓斷裂原因分析[J].現代制造技術與裝備,2021,57(02):130-131.
[12]趙紅利,劉琪,饒曉曉,王龍,湯展展,楊自立.汽車發動機進油管螺栓斷裂失效分析[J].金屬材料與冶金工程,2021,49(04):20-25.
[13]高貝貝,陳拓,李德波.汽輪機高壓調汽閥螺栓斷裂失效分析[J].發電設備,2021,35(05):349-352.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06