MasterCAM在數控銑競賽的應用
2022-09-27 12:03:50唐坤,劉波
內燃機與配件 2022年15期
0 前言
我國雖為制造業大國,與先進制造技術水平依然存在差距,大力提倡工匠精神。各行各業都在力推技術創新升級,為提高技能人才核心競爭力,相對應的要求越來越高,在機械制造行業里,技能人才不僅要熟練掌握機床操作,還要掌握自動編程及加工工藝流程等相關綜合能力,實現人機交互相融合,減少各環節銜接節省時間。競賽過程中如何將軟、硬件有機結合起來尤為重要,分解加工特征,將刀具切削方案與加工策略合理匹配,制定加工流程方案,才能在競賽中發揮最大優勢。
1 競賽題目特點
現國內各項大賽均根據《國家職業技能標準銑工6-18-01-02》實操要求進行實施,競賽題目由不同特征組合而成:平面特征,凸臺特征,型腔特征,曲面特征,孔及螺紋特征,倒角及刻字等特征。不同特征通過布局差異,幾何特征形狀差異,尺寸公差精度差異,特征數量差異,位置關系差異,通過不斷演變及不同組合形成,競賽者只需能快速分解結構特征,理清尺寸位置關系,特征相互位置關系,尺寸精度要求,確定好加工基準,轉換基準之間的關系,從而建立加工思想構建體系。
2 刀具選擇
平面選用立銑刀或端銑刀(精加工頂面或型腔底面選用鑲片刀具);凸臺及型腔選用立銑刀(精加工側壁選用整體硬質合金刀具);倒角選用倒角刀、立銑刀或球頭刀;曲面選用球頭刀或立銑刀;孔特征選用鉆頭或立銑刀;螺紋特征選用螺紋銑刀或絲錐;刻字選用浮雕錐度刀或球頭刀。
3 加工策略
3.1 平面加工
平面采用平面2D銑削策略,主要用于粗加工去除余量及精加工頂面。選擇平面銑削策略,進入線框串連界面,選擇閉封輪廓線確定加工區域,根據加工區域面積選擇刀具,設置刀具相關參數,共同參數界面下,勾選安全高度參數,設置安全高度值,其余參數系統默認,根據實際加工余量多少還可設置軸向分層參數,對刀路進行分層,平面銑削刀路切削方式分為:雙向銑削、單向銑削、動態銑削、一刀式銑削。雙向銑削選擇高速環的方式,可有效控制加工過程中的穩定性,提高加工精度。一刀式銑削刀具直徑必須大于加工區寬度,否則生成不了刀路。
型腔底部平面采用區域銑削策略:主要用于精加工型腔底面。選擇區域銑削策略,進入線框串連界面,選擇閉封輪廓線確定加工范圍,選擇避讓范圍,為避免機床精度產生的誤差,可將避讓范圍的加工余量適當設大些。根據區域范圍最小間隙選擇刀具,設置刀具相關參數,共同參數界面下,設置安全高度值,型腔加工后余量相對較小,軸向分層參數不再設置,其余參數系統默認即可.
3.2 凸臺加工
倒角采用2D外形銑削策略,選擇要倒角特征輪廓線,設置倒角刀具參數,進入切削參數界面,外形銑削選擇2D倒角,倒角寬度按圖紙要求設置,設置底部偏移值,倒角余量較大,可設置徑向分層銑削,也可設置軸向分層銑削,為提高加工效率,進退刀設置為圓弧方式,取消直線參數設置,將不提刀參數勾選。
精加工:機床及刀具剛性較好用外形銑削方式2D策略,用刀具側刃一刀加工完成,為便于尺寸調整,將刀具補償功能打開,選擇磨損方式,生成的加工程序帶刀具半徑補償功能。啟用刀具半徑補償的功能,進退刀采用直線相切和圓弧半徑組合方式為最佳方式,切記不可單獨采用圓弧半徑的方式,否則機床不執行加工程序,G3與D1不能在同一行生成程序。
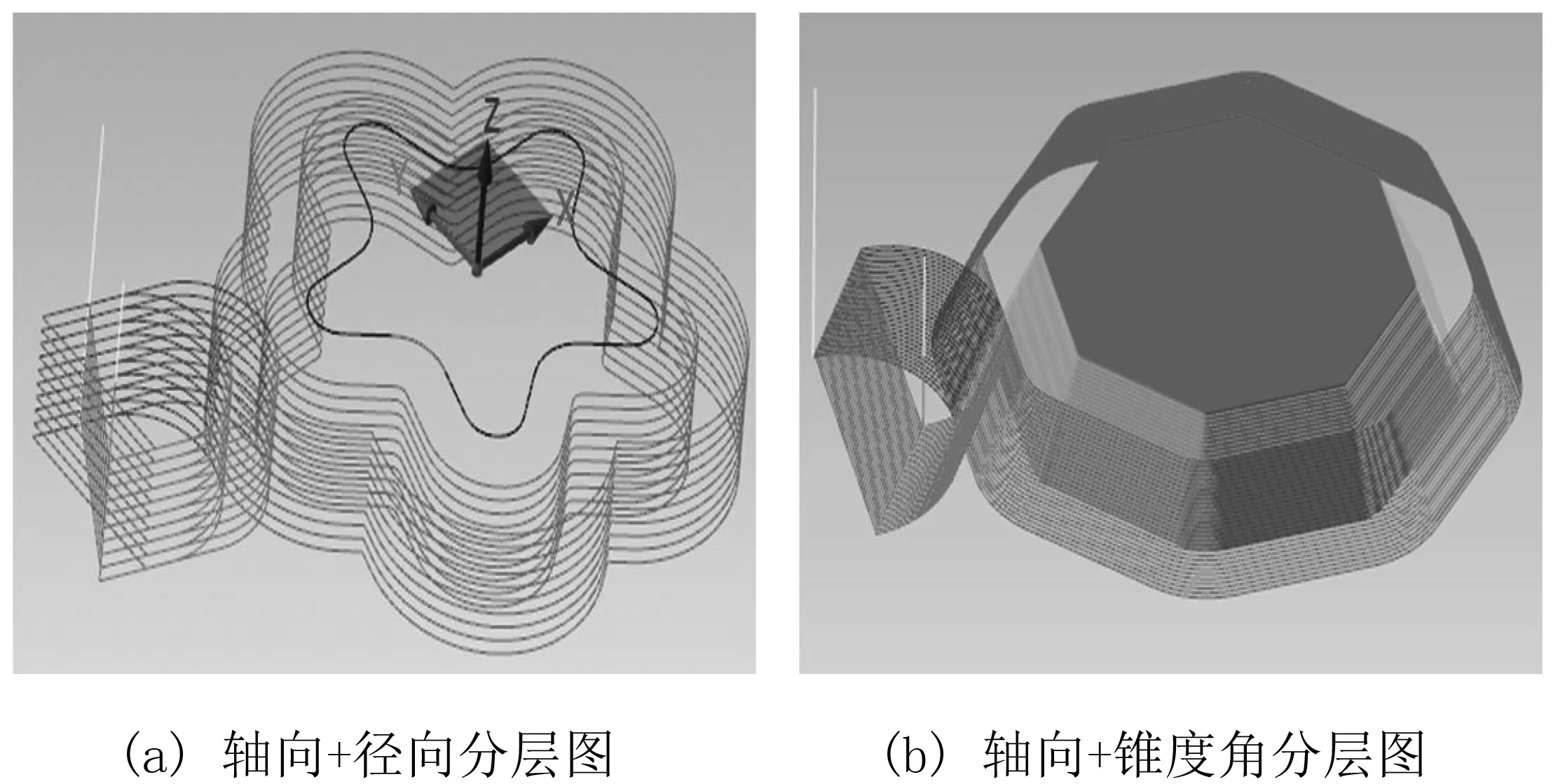
粗加工:加工余量較大可設置軸向分層參數進行控制,也可同時通過軸向與徑向分層參數控制見圖1(a)。加工特征帶凸或凹拔模角度,可在軸向分層參數下設置錐度斜壁參數控制,凸臺設置錐度角形成帶拔模角度特征見圖1(b),凹腔設置錐度角形成帶拔模角度特征。
在實際加工過程中,切入或切出進容易產生接刀痕跡,影響表面質量,在切削參數里設置重疊量參數,可有效解決此問題的產生。機床精度及剛性較差的情況下,用2D外形銑削策略,設置斜插方式,可提高加工側壁精度,避免因機床主軸間隙產生的切削誤差,確保加工尺寸的穩定性及可靠性,為提高加工效率,可提高主軸轉速,加大進給率參數值。
3.3 型腔加工
上述三種信號只要一項達到危險條件就啟動報警模塊。方案一采用2輸入四或門的7432或門芯片,三個信號接1、2、5口,輸出3與4連,輸出6接負載。方案二采用STC89C52單片機,當熱釋電紅外傳感器有信號、金屬接近傳感器無信號、DHT11溫濕度傳感器溫度達到50℃三種情況有一項達到報警指標,即P1.1收到高電平信號,P1.2收到低電平信號,P1.3大于50℃信號,P1.4輸出信號高電平,蜂鳴器鳴叫或觸發繼電器,達到報警效果。
(1)全省17市深層土壤中絕大部分元素的含量分布較均勻,區域變幅較小,變異系數小于0.40,尤其Be,Ga,Ge,Y,Nb,Rb,Ti,Al2O3,K2O,SiO2等元素(指標)變異系數小于或等于0.20,反映了全省17市深層土壤在長期歷史中均勻演化作用的特征。
3.4 曲面加工
曲面由于其特殊性要比2D方式復雜,中間多了一個三維建模的過程,若只是簡單的曲面可用線架加工方式,如果曲面特征確實比較復雜,用優化動態粗切方式也比較簡便,在模型圖形界面下,選擇加工面及避讓面,設置加工余量,選擇策略為開放還是封閉。具體根據題目的要求來選擇,在刀路控制中設置:切削范圍及補正方式。選擇適當刀具,設置共同參數相關切削參數, 動態粗切刀路及仿真見圖3。
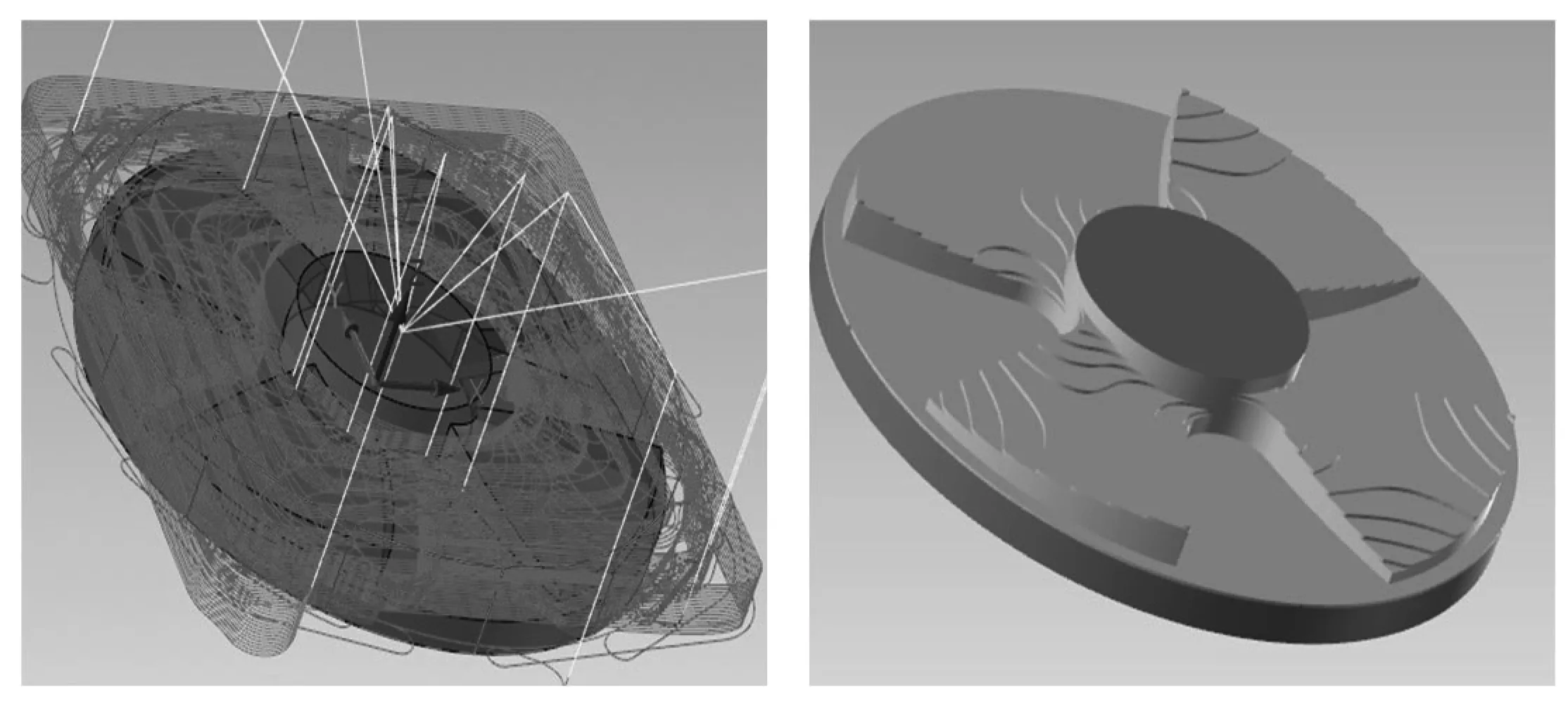
曲面精加工采用流線策略。選擇流線,在模型圖形中選擇加工面,結束選擇,系統彈出刀路曲面選擇界面,點擊曲面流線下曲面參數按鍵,進入曲面流線設置界面,設置方向切換下的相關參數,確定之后,選擇合適的刀具,進入曲面流線精修參數下設置切削控制、斷面方向控制參數及切削方向,即可生成刀路。點擊刀路轉換功能,進入轉換操作參數界面,可對加工特征刀路進行鏡像,平移,旋轉功能設置,刀路旋轉及實體仿真見圖4。

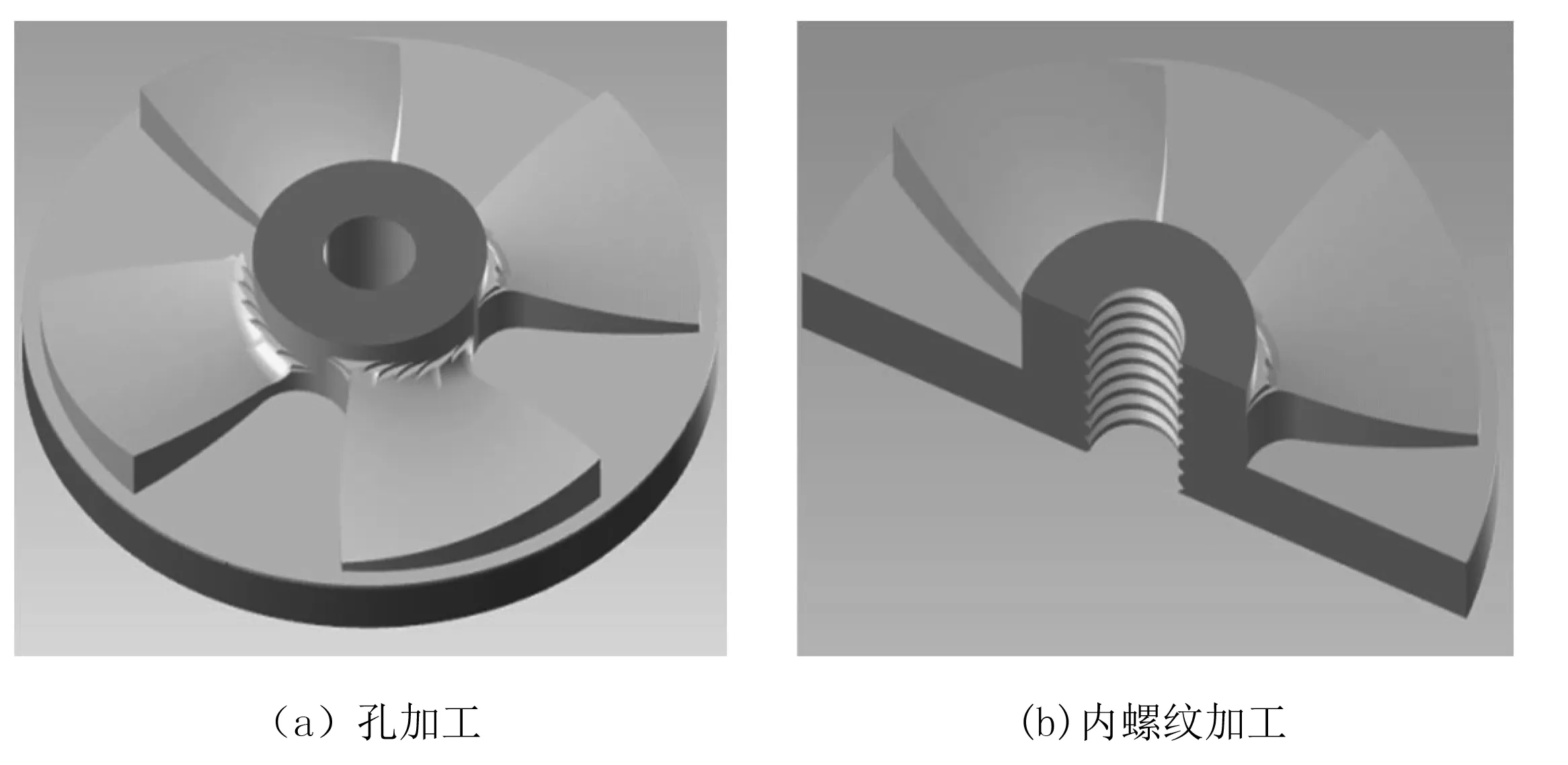
3.5 孔及螺紋加工
螺紋加工策略,點擊螺紋銑削,螺紋特征加工可通過內螺紋及外螺紋進行切換選取,內螺紋為螺孔特征,外螺紋為螺柱特征,加工內螺紋選擇孔定義,選擇加工孔,通過右螺紋及左螺紋進行切換被加工螺孔是左旋還是右旋,可通過此參數進行切換選取,具體根據圖紙要求選用,內螺紋銑削刀具須不于孔徑,否則會損壞螺紋刀具,外螺紋只要不干涉就不存此問題, 內螺紋加工仿真見圖5(b)。
本次補充調查對象主要以種子植物為主,下一步將對蕨類植物進行收集整理。此外,受個人水平和時間所限,還有一些領域尚未涉足,如禾本科、莎草科、唇形科等,可以說保護區的植物資源相當豐富,還有很大的潛力可挖,期待同行專家前來考察指導。
孔加工選擇2D鉆孔策略,點擊鉆孔,彈出刀路孔定義,選擇加工孔,確定之后在2D刀路鉆孔界面,擇選與之匹配的刀具,設置相關參數即可。鉆孔順序可根據選擇孔的先后順序決定,也可以在排序參數里選擇適合加工特征排序方式,根據孔加工精度要求,決定是否采有鉸孔或外形銑削方式采用2D策略斜插方式,孔加工仿真見圖5(a)。
3.6 倒角加工
凸臺采用外形銑削方式2D策略,用于粗加工去余量或精加工側壁面。選擇開放或閉封輪廓線確定加工區域,通過切換補正方向參數來控制區域方向,根據輪廓尺寸選擇刀具,進/退刀設置為默認值。下刀點的位置也可根據實際需求進行設置,選擇幾何圖形,右擊串連起始點,有三個選擇方式,起始點向前移動,起始點向后移動,動態移動,常用的是動態移動方式,在圖形的任意位置點擊即可,生成刀路后便在點擊處下刀,操作非常方便簡單。
絕緣子涂層缺陷檢測研 究 …………………………………………………………………… 劉 雨,田立國(34)
3.7 刻字加工
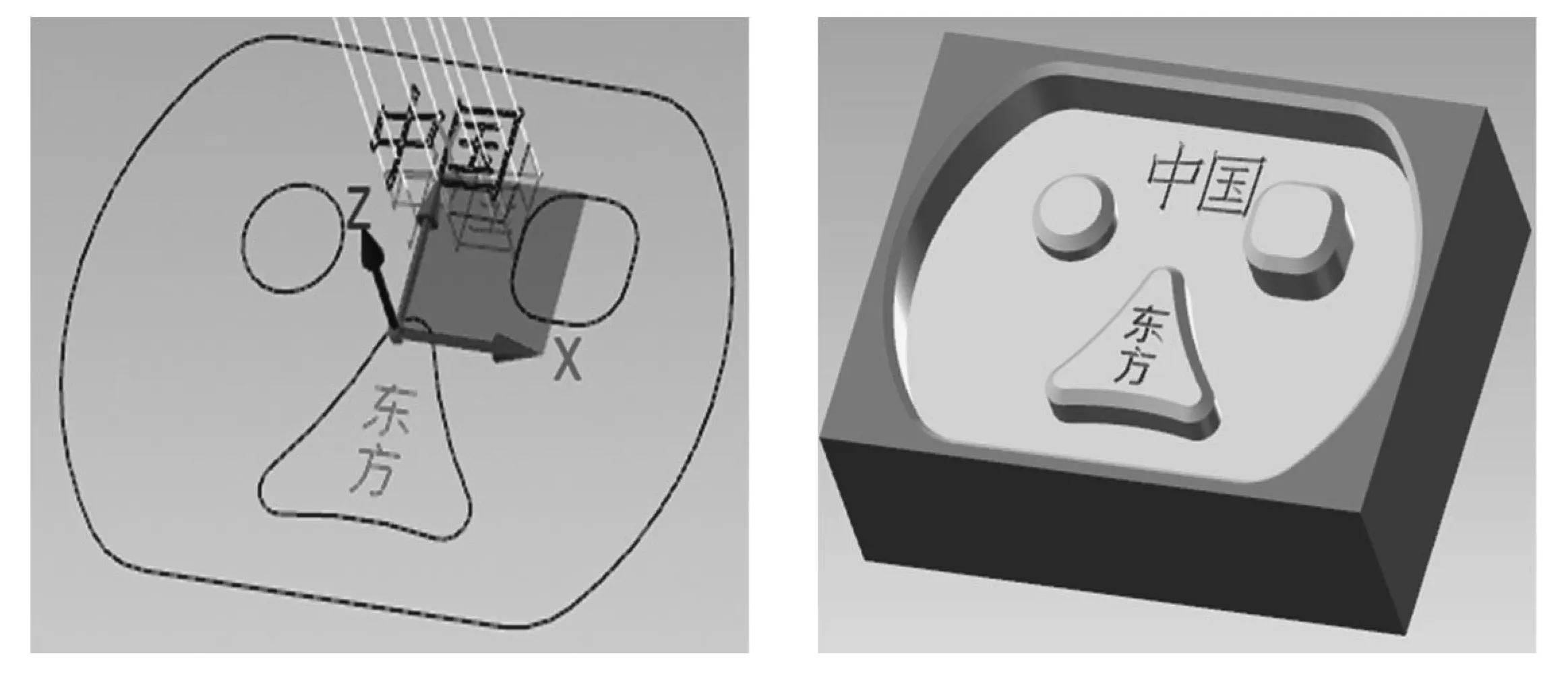
單線文字刻字采用外形銑削策略,選擇外形銑削策略,進入線框串連選界面,選擇加工字體特征,選擇刀具,設置好刀具相關參數,選擇切削參數,以切削參數界面上將補正方式選擇為關,外形銑削方式選擇為2D,取消切削參數下進/退刀設置,其余采用系統默認參數即可。刀路及仿真見圖6。
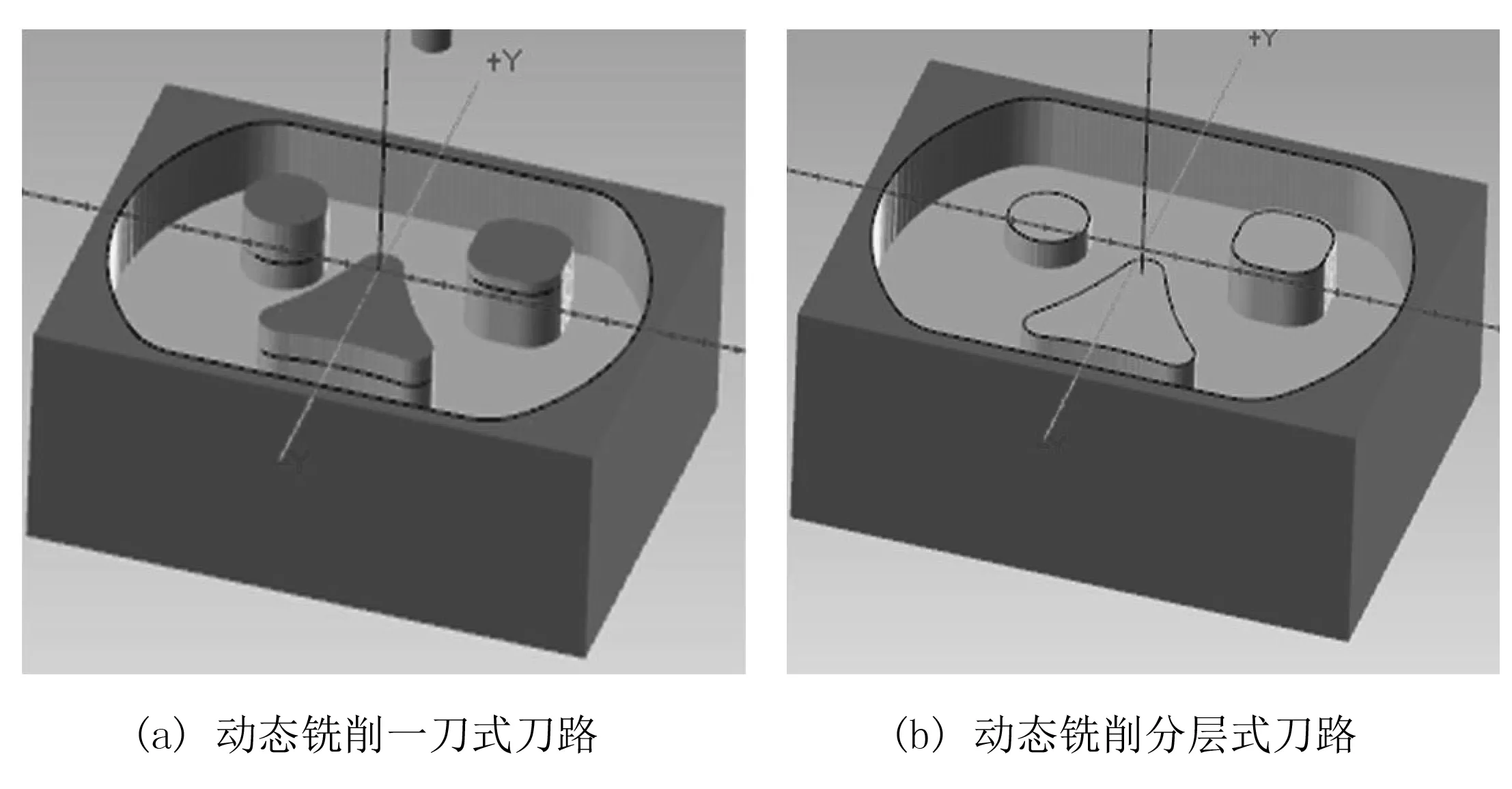
型腔采用2D動態銑削策略:主要用于粗加工去余量,加工效率相當高,刀路軌跡成擺線方式,對刀具有一定的保護作用,提高刀具的使用壽命,選擇加工范圍輪廓線,若加工范圍內有避讓范圍區域,則選擇避讓范圍輪廓線,根據加工區域選擇合適的刀具,設置好刀具相關切削參數,切削參數及進刀參數均采用系統默認參數,避讓范圍輪廓線可作為島嶼進行加工見圖2(a),在切削參數里選擇軸向分層切削,勾選軸向分層切削,勾選使用島嶼深度,軟件自動檢測島嶼深度見圖2(b),勾選軸向分層切削里錐度斜壁,設置錐度角參數,腔壁或島嶼壁均可實現帶拔模角度。

空心雙鉤文字刻字采用木雕刻字策略,選擇木雕,進入線框串連選界面,選擇封閉串連的字體特征,選擇刀具,設置好刀具相關參數,選擇切削參數,進入粗切/精修參數界面,粗切分為4種方式,可根據加工實際要求選擇,切削圖形根據圖紙需求進行選擇,其余系統默認,刀路及仿真見圖7。
4 技巧及注意事項
1對機床進行試切,了解精度及剛性,便于選用加工策略及設置相關切削參數。
2程序后置處理預先設置相關參數:點擊機床、點擊控制定義、點擊圓弧,將圓心形式:XY平面、XZ平面、YZ平面設置為正負半徑,否則存在過切的風險。
3有利于加工效率的前提下靈活運用技巧,可做輔助線或面來產生特征提高綜合能力。
(1)完善醫院成本核算體系及預算管理體系。我們要從財政部規范的政府成本核算體系和衛生系統建立的全套醫院成本核算的實施方法出發,不斷完善醫院成本核算體系及預算管理體系,以保證醫院成本核算工作順利開展。此外,為了使醫院能夠做好發展規劃和醫療教學任務的安排,必須要加強醫院成本預算管理,為醫院財務工作的有效開展打好扎實基礎。
4 統籌安排注重細節,人機交互無懈可擊,盡可能利用好競賽過程中的所有時間。
5當加工要素受限制可改變刀具直徑的大,可調整特征尺寸大小來控制尺寸要求。
2.1.5 重復性考察 按照“2.1.4”項下分別制備Lut-SD和Lut-PC-SD供試品溶液,各6份。按照“2.1.1”項下色譜條件分別進樣,結果顯示Lut-SD峰面積的RSD為0.79%,Lut-PC-SD峰面積的RSD為0.62%。
5 結論
所有加工策略首次設置參數后均可默認繼承,為后序編程節省了時間,2D加工特點簡便高效,只需線性特征便可快速出加工刀路,3D加工又彌補了2D加工的不足,兩者相互交替融合,可高效完成競賽要求,通過實體仿真能及時反應出加工狀態,為加工安全性提供有力保障,任意復雜的零件都由不同結構特征組合而成,善于分解特征,結合特征合理運用加工策略,熟悉并靈活運用軟件,掌握加工技巧,在競賽中必然得心應手。
[1]《東方汽輪機》(東方汽輪機)編輯部.
[2]馬志國.Mastercam2017數控加工編程應用實例.機械工業出版社.2017.05.
[3][德]奧利菲.博爾克納.機械切削加工技術.湖南科學技術出版社.2014.12.
[4]蘇宏志.數控加工刀具及選用技術.機械工業出版社.2014.06.
[5]周敏.Mastercam數控加工自動編程經典實例.機械工業出版社.2015.08.
[6]趙焰平. 機械加工技術.機械工業出版社.2017.09.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
當代陜西(2020年13期)2020-08-24 08:22:02
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
制造技術與機床(2017年5期)2018-01-19 02:49:17
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
濰坊學院學報(2016年2期)2016-12-01 13:00:11
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
新聞傳播(2015年11期)2015-07-18 11:15:04