Q8關斷活門不工作故障分析
2022-09-27 11:06:56畢麗娜
大眾標準化 2022年18期
畢麗娜
(新鄉航空工業(集團)有限公司,河南 新鄉 453049)
為更高效地消除產品故障,選用科學的方法和工具探究故障原因十分必要。基于FTA的分析方法,并以Q8關斷活門故障為案例進行了實踐運用。與使用一般方法進行故障原因分析相比,FTA分析方法可全面系統地分析事故原因,完整地展現出導致故障的相關因素,使分析結果更加全面、具體。
1 故障描述
用戶對設備進行檢查時,保障人員給Q8產品接通電源后,發現活門卡滯,無關閉和打開的動作,無論是正向通電還是反向通電,活門均無動作。在近8年時間內,共計29套產品發生故障,其中活門卡滯故障19套,活門打開/關閉后電機不停止10套。
2 產品結構
Q8產品主要由活門部分和電動機構兩部分組成。活門部分包含殼體、活門組件,電動機構部分包含電機、插頭座、減速器。
3 Q8產品工作原理
當電動機構正向通電時,輸出一個正向扭矩,帶動活門軸正向旋轉,使活門打開,活門完全打開后,從電動機構中反饋出一個開位電信號給系統控制盒;當電動機構反向通電時,輸出一個反向扭矩,帶動活門軸反向旋轉,使活門關閉,活門完全關閉后,從電動機構中反饋出一個關位電信號給系統控制盒。
進行FTA故障樹分析前,按照產品裝配結構和工作原理,將產品主要部件按功能進行層層分解,有助于查找造成故障的有關零部件及相關影響因素。
4 FTA故障樹分析
文章重點分析電動機構部分的“電機線圈短路”故障排查過程,其余結果事件均按此思路進行排查。
根據故障核實結果,本次故障樹分析將頂事件設定為“Q8地面通電檢查活門卡滯”(以下簡稱故障)。
(1)根據產品功能結構,分析Q8故障的原因可能為“活門機械部分卡滯”和“電動機構輸出軸卡滯”。根據電動機構功能結構,分析“電動機構輸出軸卡滯”原因可能為“電機通電轉動功能失效”“減速器卡滯”“插頭座斷路”(如圖1所示)。
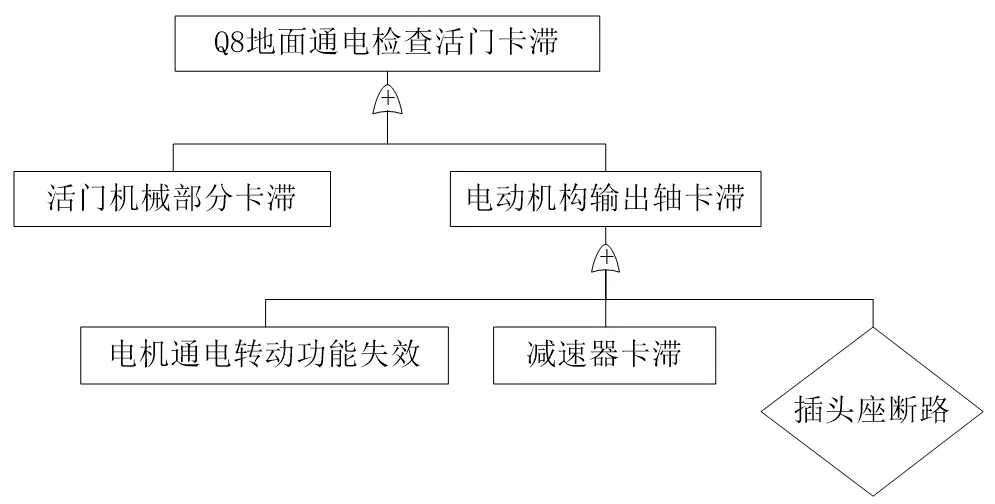
圖1 電動機構輸出軸卡滯原因
(2)根據電機工作原理,分析“電機通電轉動功能失效”原因可能為“電機斷路”“機械部分卡滯”“電機短路”(如圖2所示)。

圖2 電機通電轉動功能失效原因
(3)根據電機結構,分析“電機短路”原因可能為“電機線圈短路”“電機電路短路”(如圖3所示)。
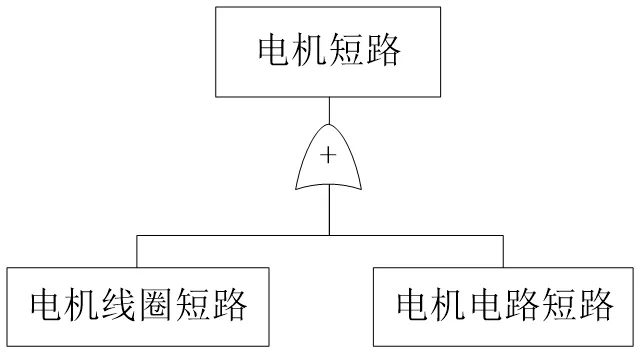
圖3 電機短路原因
(4)根據電機工作機理分析,“電機線圈短路”問題產生的原因有三個:“電機受潮”“自動斷電功能失效,電機持續工作,線圈發熱燒蝕”“堵轉導致線圈發熱燒蝕”(如圖4所示)。

圖4 電機線圈短路原因
①當“產品使用不當浸水”和“密封膠失效”同時發生時,造成“電機受潮”(如圖5所示)。
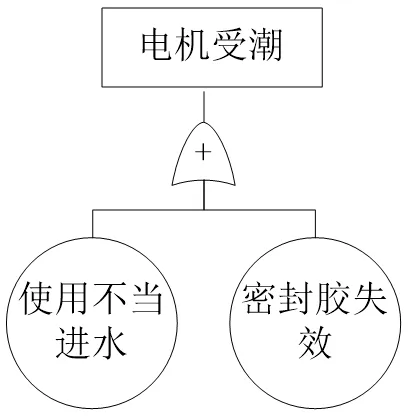
圖5 電機受潮原因
②按照工作機理分析,“堵轉導致線圈發熱燒蝕”原因為“減速器卡滯”“電機內部卡滯”“外部負載過大,超過4N·m”(如圖6所示)。

圖6 堵轉導致線圈發熱燒蝕原因
a)“減速器卡滯”產生的原因為“減速器進入多余物”“齒輪磨損變形”;
b)“電機內部卡滯”產生的原因為“電機內部進入多余物”“電機軸承卡滯”;“電機軸承卡滯”產生的原因為“潤滑不良”“異物進入軸承滾珠位置”。
③可導致“電機線圈短路”問題的第三個原因是“自動斷電功能失效”,按照工作機理分析,造成電機“自動斷電功能失效”的原因為“無極限信號輸出”“金屬多余物導致微動開關觸點短接”(如圖7所示)。
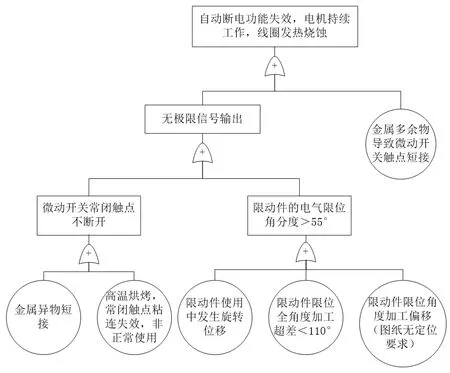
圖7 自動斷電功能失效原因
a)按照工作機理分析,造成“無極限信號輸出”的原因為“微動開關故障,長閉觸點不斷開”,由于微動開關為外購件,經咨詢廠家技術人員,其原因為“金屬異物短接”“高溫烘烤,使用不當”。
b)“限動件一側電氣限位角度小大于55°”問題,根據零件結構分析,產生的原因為“限動件使用中旋轉位移”“限動件限位角度加工超差<110°”“限動件限位角度位置加工偏移”。
底事件解析:
a)底事件-限動件使用中發生旋轉位移:導致關方向機械限位角度增大,而開方向機械限位角度減小。導致活門關閉后,電機無法停止。如圖8a。
b)底事件-限動件限位角度加工超差:導致關方向和開方向機械限位角度均減小。導致活門打開及關閉后,電機無法停止。如圖8b。
c)底事件-限動件限位角度加工向一側偏移:導致一側機械限位角度增大,而另一側機械限位角度減小。導致活門打開或關閉后,電機無法停止。如圖8c。

圖8 底事件解析
(5)Q8地面通電活門不工作故障樹,可由圖1-圖7綜合繪制。
5 底事件排查,故障復現
(1)對故障電動機構進行分解檢查,驗證底事件。未發現進水、密封膠失效、多余物、磨損現象,微動開關工作正常,故可排除X18-X21、X26-X31原因。
(2)對故障電動機構中的限動件進行分解測量:要求110°±30′,實測111°28′。
(3)加工與電動機構件限動件狀態一致的限動環,裝在試驗件A、試驗件B上進行加載功能振動,然后通電檢查,記錄故障情況,見表1。

表1 故障復現情況
6 解決方案
(1)將限動件機械限位角度要求>110°,更改為以限動件中心線為基準,單邊角度>55°。解決“限動件限位角度加工超差”“限動件限位角度加工向一側偏移”問題。
(2)增加定位措施,防止限動件旋轉。解決“限動件使用中發生旋轉位移”問題。
7 分析過程總結
在產品故障原因分析過程中,運用FTA故障樹分析法,以產品結構和工作原理為關注點,進行分析,分析出37項基本事件(底事件)。學習GJB/Z768《故障樹分析指南》標準,開闊了對故障事件的分析思路,從產品的結構和工作機理進行分解分析,將所有零部件都納入分析范圍,避免缺項漏項,更全面更準確地查找出原因,有效解決問題。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
