
激光跟蹤儀在大尺寸偏心軸測(cè)量上的應(yīng)用
2022-10-01 14:56:08田永
甘肅科技 2022年15期
關(guān)鍵詞:測(cè)量
田 永
(常州寶菱重工機(jī)械有限公司,江蘇 常州 213000)
偏心軸是一種外圓與外圓的軸線平行而不重合的工件。偏心軸一般是通過(guò)偏心孔固定在電機(jī)旋轉(zhuǎn)軸上,在電機(jī)啟動(dòng)時(shí)做凸輪運(yùn)動(dòng)。為保證機(jī)加工的精度,一般大尺寸的偏心軸在加工過(guò)程中需要多次對(duì)其形位公差進(jìn)行檢測(cè),特別是偏心軸的平行度和偏心距。大尺寸偏心軸的檢測(cè)一般需要在大型龍門銑床(或者三坐標(biāo)測(cè)量機(jī))上進(jìn)行,首先要將偏心軸從臥式車床(或者磨床)上搬運(yùn)到龍門銑床(或者三坐標(biāo)測(cè)量機(jī))上,然后找正偏心軸的基準(zhǔn)軸線,僅這一個(gè)環(huán)節(jié)就需要耗費(fèi)大量的時(shí)間。
激光跟蹤儀具有便攜性,#以直接在加工現(xiàn)場(chǎng)進(jìn)行測(cè)量,使得大尺寸偏心軸在加工過(guò)程中不需要移下機(jī)床就#以快捷測(cè)量。本文以連鑄機(jī)擺剪曲軸為例簡(jiǎn)要介紹激光跟蹤儀在偏心軸測(cè)量上的應(yīng)用。
1 連鑄機(jī)擺剪曲軸介紹
連鑄機(jī)擺剪主要由上下剪刃組成,上下剪刃固定在刀架上,刀架由曲軸帶動(dòng),曲軸一端聯(lián)接減速機(jī),如圖1所示。
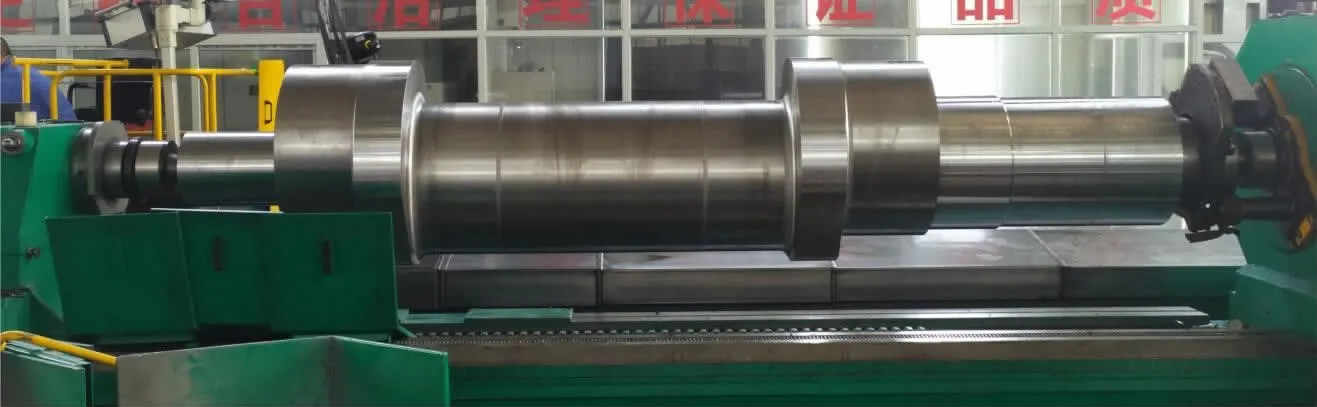
圖1 正在磨床上進(jìn)行加工的連鑄機(jī)擺剪曲軸
曲軸軸承中心線O,上剪刃軸線O1,偏心距70 mm,下剪刃軸線O2,偏心距90 mm,當(dāng)曲軸轉(zhuǎn)動(dòng)時(shí),下剪刃向上運(yùn)動(dòng),上剪刃在下剪刃框架的滑道內(nèi)向下運(yùn)動(dòng),由剪刃在滑道內(nèi)的相對(duì)運(yùn)動(dòng)實(shí)現(xiàn)對(duì)板坯的剪切[1]。如圖2所示。
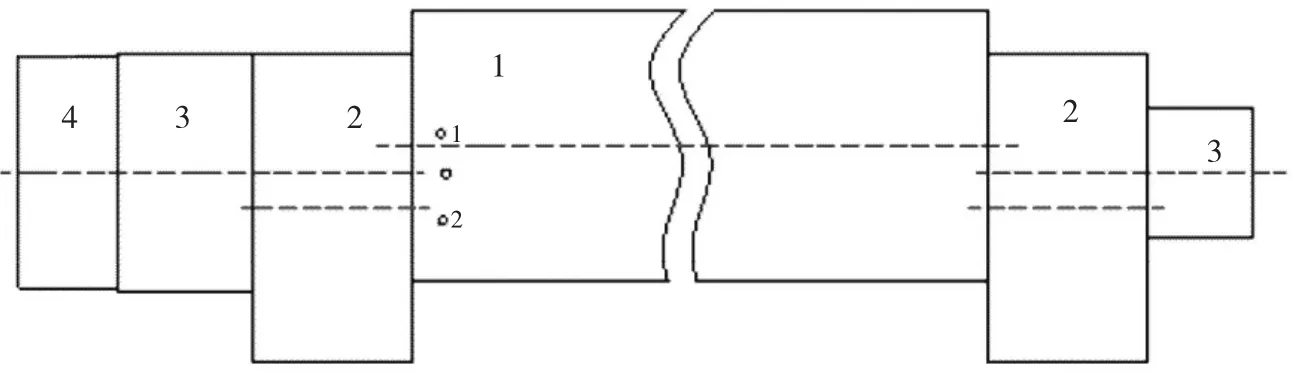
圖2 連鑄機(jī)擺剪曲軸示意圖
曲軸在機(jī)加工階段,需要通過(guò)測(cè)量各軸的平行度、軸徑、偏心距等關(guān)鍵指標(biāo)來(lái)驗(yàn)證加工精度,通過(guò)測(cè)量結(jié)果隨時(shí)調(diào)整加工方案,確保制造出合格產(chǎn)品。
2 激光跟蹤儀的簡(jiǎn)介
2.1 激光跟蹤儀的測(cè)量原理
激光跟蹤儀測(cè)量系統(tǒng)本質(zhì)上是一種球坐標(biāo)測(cè)量系統(tǒng)。它測(cè)量目標(biāo)點(diǎn)的距離及水平和豎直方向的偏轉(zhuǎn)角,從而得到以跟蹤儀測(cè)量中心為原點(diǎn)的目標(biāo)點(diǎn)空間三維坐標(biāo)[2],如圖3所示。
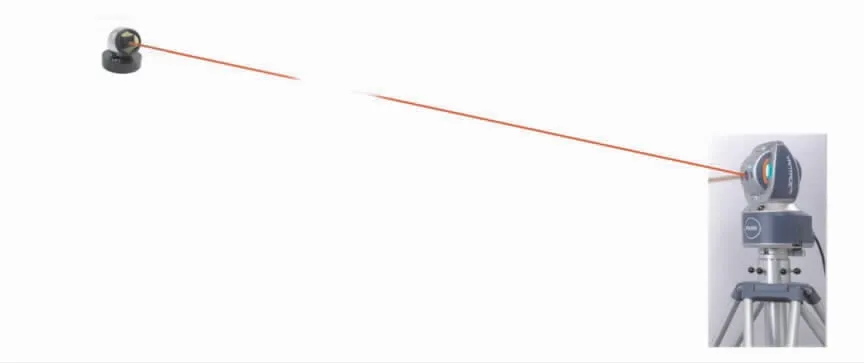
圖3 FARO Vantage E型激光跟蹤儀及回射目標(biāo)(SMR)
2.2 FARO Vantage E激光跟蹤儀主要技術(shù)參數(shù)
工作范圍:測(cè)距半徑0~35 m;水平旋轉(zhuǎn)角:360°;垂直旋轉(zhuǎn)角:+77.9°~52.1°。
距離測(cè)量精度:16 μm+0.8 μm/m;角度測(cè)量精度:20 μm+5 μm/m[3]。
3 測(cè)量的過(guò)程
被測(cè)偏心軸為連鑄機(jī)擺剪曲軸,長(zhǎng)度在4 m左右,最大的軸徑800 mm,屬于大尺寸偏心軸。本次測(cè)量在加工現(xiàn)場(chǎng)進(jìn)行,擺剪曲軸正在磨床上加工。
3.1 測(cè)量前準(zhǔn)備
(1)激光跟蹤儀的現(xiàn)場(chǎng)安裝。首先連接FARO Vantage激光跟蹤儀的各種線纜,包括電源線、數(shù)據(jù)線、材料溫度傳感器、無(wú)線網(wǎng)天線等。再次確認(rèn)后打開(kāi)激光跟蹤儀電源開(kāi)關(guān),進(jìn)入開(kāi)機(jī)自檢階段,整個(gè)開(kāi)機(jī)自檢過(guò)程大概40 min。激光跟蹤儀的擺放位置需要特別注意,根據(jù)激光跟蹤儀的技術(shù)參數(shù)分析#知其測(cè)角誤差大于測(cè)距誤差,所以在等距情況下儀器的旋轉(zhuǎn)角應(yīng)盡量小,必要時(shí)#適當(dāng)增加距離以獲得盡量小的旋轉(zhuǎn)角度。
(2)激光跟蹤儀快速補(bǔ)償。Faro Vantage激光跟蹤儀具有快速補(bǔ)償功能,為保證測(cè)量準(zhǔn)確性,減小測(cè)量誤差,需要在開(kāi)機(jī)自檢完成后進(jìn)行快速補(bǔ)償。快速補(bǔ)償是一種單點(diǎn)補(bǔ)償,所以需要將回射靶球(SMR)放置在工件附近,然后開(kāi)始做快速補(bǔ)償,補(bǔ)償過(guò)程大概5 min。補(bǔ)償完成即#展開(kāi)正式測(cè)量。
3.2 開(kāi)始測(cè)量
首先測(cè)量擺剪曲軸的關(guān)鍵要素,如圖2所示,包括①上剪刃軸;②下剪刃軸;③刀架軸承座軸;④減速機(jī)連接軸。使用激光跟蹤儀自帶測(cè)量軟件CAM2的測(cè)量圓柱功能,完成各關(guān)鍵要素的測(cè)量(如圖4所示),此過(guò)程大概10 min。
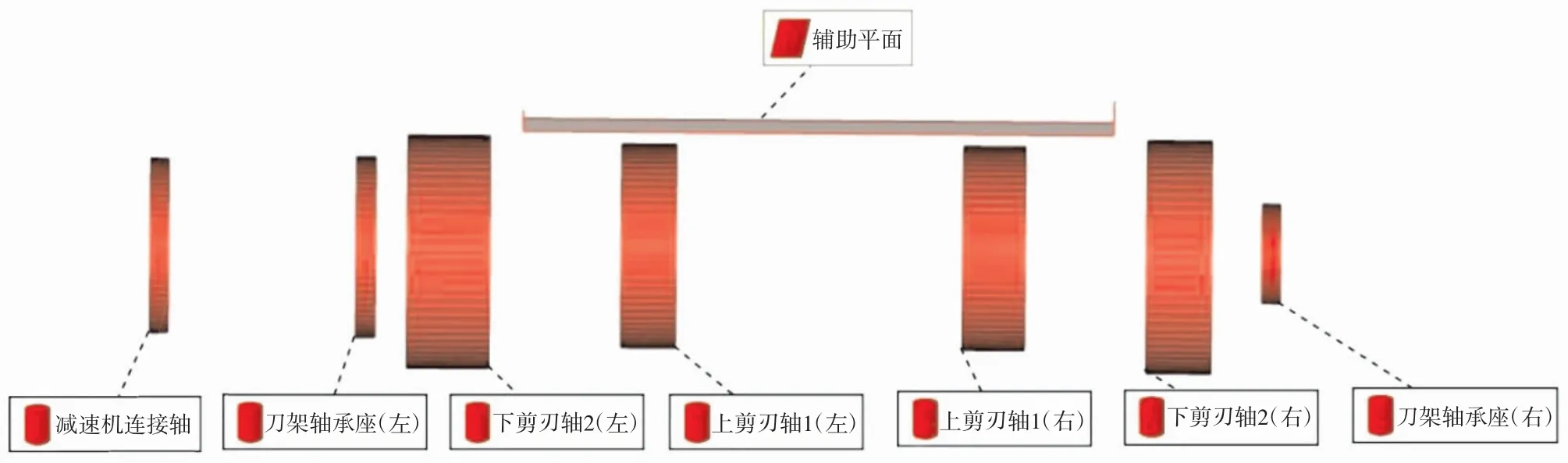
圖4 FARO Vantage激光跟蹤儀CAM2測(cè)量軟件的測(cè)量界面
此過(guò)程需要注意三點(diǎn):①為保證測(cè)量的準(zhǔn)確性,每個(gè)圓柱需要采集13個(gè)以上點(diǎn)位;②三坐標(biāo)測(cè)量機(jī)或激光跟蹤儀測(cè)量大半徑小圓弧的圓柱時(shí)誤差較大,所以應(yīng)盡#能測(cè)量超過(guò)半圓的大圓弧,減小圓柱擬合誤差;③為方便觀察各圓柱軸線平行度,對(duì)于長(zhǎng)軸距圓柱,我們?cè)谠搱A柱兩端分別測(cè)量一個(gè)短軸距圓柱,即上剪刃軸1的左右兩側(cè)分別測(cè)量一個(gè)短圓柱,下剪刃軸2的左右兩側(cè)分別測(cè)量一個(gè)短圓柱,刀架軸承座3的左右兩側(cè)分別測(cè)量一個(gè)短圓柱。
3.3 建立坐標(biāo)系
測(cè)量完成,下一步建立坐標(biāo)系。以刀架軸承座軸3(左端)和3(右端)軸心連線作為基準(zhǔn)軸線,將此基準(zhǔn)軸線作為進(jìn)階坐標(biāo)系第一特征,其軸線方向定為Z軸。再選取上剪刃軸1上一輔助加工平面作為坐標(biāo)系第二特征,其法線方向定為X軸。將刀架軸承座軸3(左端)的軸心定義為坐標(biāo)系原點(diǎn)。一個(gè)進(jìn)階的坐標(biāo)系由此建立完成,如圖5所示。

圖5 進(jìn)階坐標(biāo)系的示意圖
此過(guò)程需要注意,坐標(biāo)系必須是進(jìn)階的,且必須是把基準(zhǔn)軸線作為第一特征。另外輔助平面必須是偏心軸上的加工面,且其法線方向與基準(zhǔn)軸線垂直。
3.4 數(shù)據(jù)分析
已知各偏心軸兩端坐標(biāo)值(如圖6)分別為:①上剪刃軸(左):X=0.013 mm,Y=-70.056 mm;上剪刃軸(右):X=0.002 mm,Y=-70.053 mm。②下剪刃軸(左):X=0.037 mm,Y=90.061 mm;下剪刃軸(右)X=0.020 mm,Y=90.022 mm。通過(guò)簡(jiǎn)單計(jì)算得出,上剪刃軸x軸方向平行度為0.013-0.002=0.011 mm,Y軸方向平行度為70.056-70.053=0.003 mm,偏心距為70.056~70.053 mm區(qū)間范圍。下剪刃軸X軸方向平行度為0.037-0.020=0.017 mm,Y軸方向平行度為90.061-90.022=0.039 mm,偏心距為90.061~90.022 mm區(qū)間范圍。
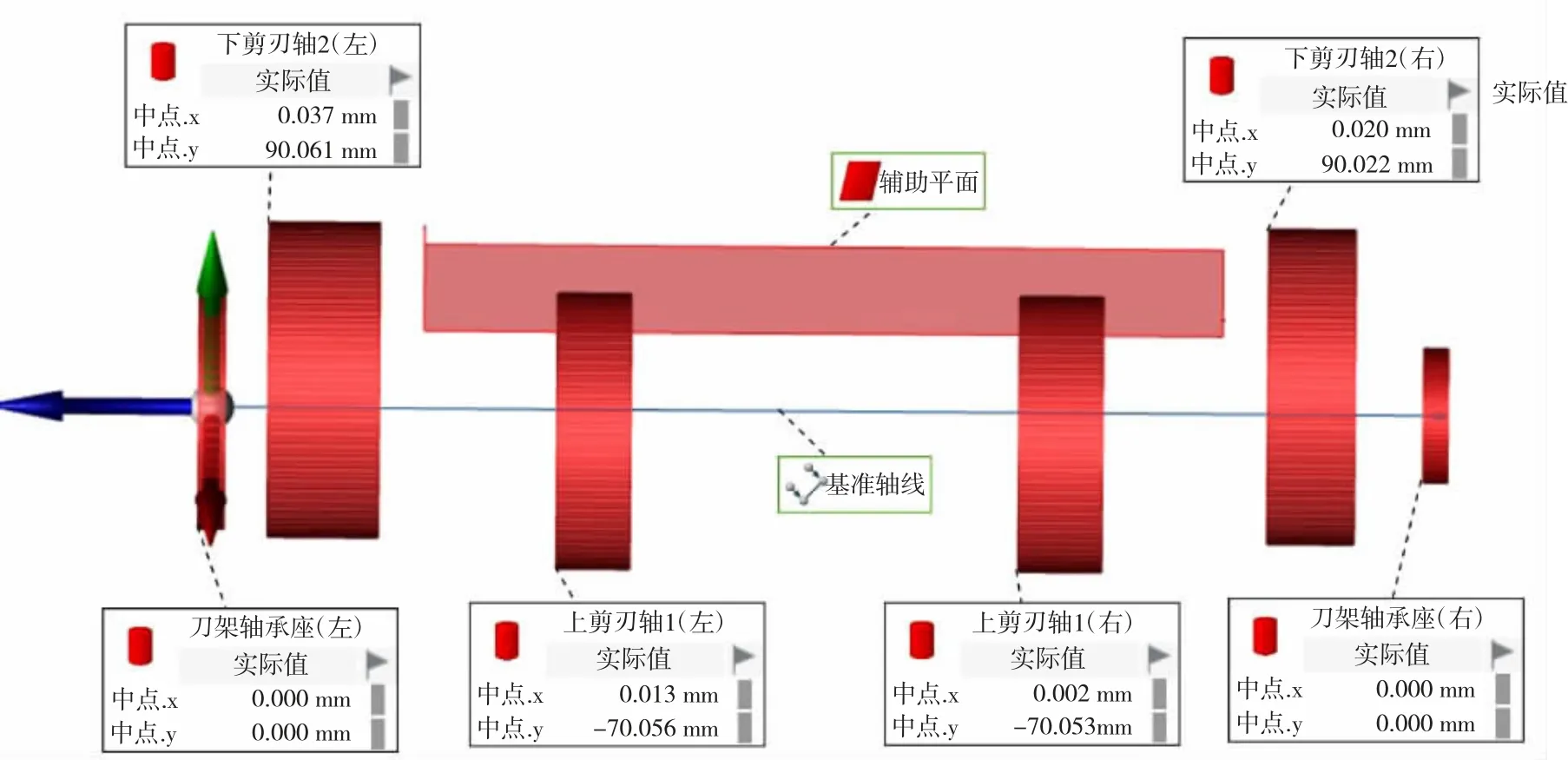
圖6 各軸的軸心坐標(biāo)值示意圖
4 總結(jié)
此次測(cè)量耗時(shí)如下:①設(shè)備安裝,開(kāi)機(jī)熱檢50 min,②快速補(bǔ)償5 min,③測(cè)量10 min,④建立坐標(biāo)系,數(shù)據(jù)分析5 min。從設(shè)備安裝到完成數(shù)據(jù)分析不超過(guò)70 min。綜上,使用激光跟蹤儀測(cè)量大尺寸偏心軸,不但顯著節(jié)省了測(cè)量時(shí)間,還很直觀地把測(cè)量數(shù)據(jù)呈現(xiàn)給測(cè)量人員,極大地縮短了制造周期,縮減了制造成本。但是本次測(cè)量也存在著以下問(wèn)題:①震動(dòng)對(duì)儀器的測(cè)量精度不#避免存在一定影響,所以,在測(cè)量過(guò)程中應(yīng)盡量減少現(xiàn)場(chǎng)的行車或其他震源對(duì)測(cè)量工作的干擾。②環(huán)境溫度的影響,機(jī)加工現(xiàn)場(chǎng)環(huán)境復(fù)雜,溫度波動(dòng)大,在測(cè)量過(guò)程中務(wù)必使用材料溫度傳感器時(shí)刻監(jiān)測(cè)工件溫度,并進(jìn)行溫度補(bǔ)償;③激光跟蹤儀的精度與距離和角度有直接關(guān)系,因此,激光跟蹤儀的擺放位置應(yīng)本著距離近,旋轉(zhuǎn)角度小的原則。這些都是在以后的測(cè)量過(guò)程中需要注意的重點(diǎn)。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
