機(jī)床空間精度預(yù)測(cè)與NC代碼補(bǔ)償研究
2022-10-13 09:27:26陳廷兵敬正彪李志強(qiáng)
機(jī)床與液壓 2022年18期
陳廷兵,敬正彪,李志強(qiáng)
(1.成都工業(yè)學(xué)院智能制造學(xué)院,四川成都 611730;2.成都工業(yè)職業(yè)技術(shù)學(xué)院裝備制造學(xué)院,四川成都 610218)
0 前言
在機(jī)床加工空間內(nèi),實(shí)際刀尖相對(duì)工件切削位置發(fā)生的偏離即為機(jī)床空間偏差。在機(jī)床各項(xiàng)幾何誤差綜合影響下,空間精度的局限性嚴(yán)重制約著機(jī)床加工精度。因此,搭建精確數(shù)控機(jī)床空間精度模型是提升機(jī)床空間精度補(bǔ)償?shù)那疤釛l件,而機(jī)床空間精度補(bǔ)償是提高機(jī)床加工精度的重要技術(shù)手段,可為數(shù)字制造精度補(bǔ)償技術(shù)提供參考。
國(guó)內(nèi)外學(xué)者針對(duì)機(jī)床空間精度建模展開(kāi)了眾多研究,XIANG等提出了一種多機(jī)床空間精度廣義模型,利用廣義模型和分布式誤差補(bǔ)償技術(shù),建立了詳細(xì)的三軸和五軸機(jī)床廣義運(yùn)動(dòng)學(xué)模型;YUEN 和ALTINTAS提出了一種補(bǔ)償六自由度旋轉(zhuǎn)磁臺(tái)集成的三軸龍門(mén)式微機(jī)床幾何誤差引起的刀具位置誤差的方法,利用齊次變換矩陣建立了九軸機(jī)床的無(wú)幾何誤差理想正運(yùn)動(dòng)學(xué)模型。
針對(duì)機(jī)床空間精度補(bǔ)償,HSU 和WANG提出了一種新的五軸機(jī)床幾何誤差補(bǔ)償方法——解耦法,該方法建立在只考慮機(jī)床旋轉(zhuǎn)軸運(yùn)動(dòng)的刀具定位誤差模型的基礎(chǔ)上,與傳統(tǒng)的同時(shí)計(jì)算旋轉(zhuǎn)軸和直線(xiàn)軸誤差補(bǔ)償?shù)姆椒ㄏ啾龋M(jìn)一步分別計(jì)算了旋轉(zhuǎn)軸和直線(xiàn)軸的誤差補(bǔ)償;ZHU等通過(guò)逆向修正相應(yīng)的數(shù)控代碼對(duì)識(shí)別出的幾何誤差進(jìn)行補(bǔ)償,為了驗(yàn)證該方法的有效性,開(kāi)發(fā)了一個(gè)原型軟件系統(tǒng),可用于任意類(lèi)型的五軸以上數(shù)控機(jī)床的實(shí)驗(yàn)。
綜上所述,傳統(tǒng)機(jī)床空間精度建模與補(bǔ)償存在以下問(wèn)題:難以實(shí)現(xiàn)完整機(jī)床空間精度的建立,間接導(dǎo)致補(bǔ)償結(jié)果不理想;存在補(bǔ)償殘差的問(wèn)題。針對(duì)上述問(wèn)題,以某立式加工中心為研究載體,基于旋量理論建立機(jī)床空間精度模型。在此基礎(chǔ)上,輸出空間精度預(yù)測(cè)圖,進(jìn)而針對(duì)傳統(tǒng)空間精度補(bǔ)償不充分的局限性,將空間精度補(bǔ)償思路轉(zhuǎn)換為NC代碼最優(yōu)化問(wèn)題;基于遺傳算法求解該最優(yōu)化問(wèn)題,通過(guò)實(shí)驗(yàn)驗(yàn)證優(yōu)化結(jié)果的有效性。
1 機(jī)床空間精度建模
1.1 機(jī)床幾何誤差
圖1為立式加工中心結(jié)構(gòu)示意圖。一般地,三軸立式加工中心有、、軸,每個(gè)軸共6項(xiàng)幾何誤差,3根直線(xiàn)軸共計(jì)18項(xiàng)幾何誤差,同時(shí)包含3項(xiàng)垂直度。因此,三軸立式加工中心共計(jì)21項(xiàng)幾何誤差,后續(xù)機(jī)床空間精度建模應(yīng)保證包含全部21項(xiàng)幾何誤差。幾何誤差如表1所示,幾何誤差原理如圖2所示。
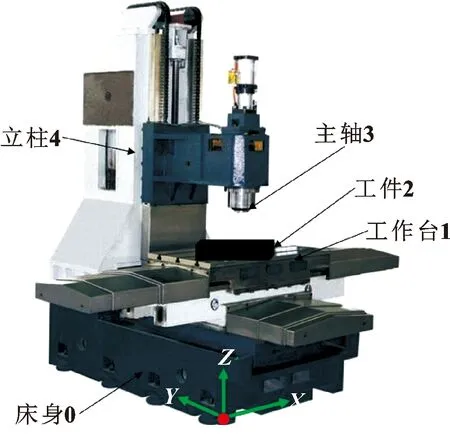
圖1 立式加工中心示意
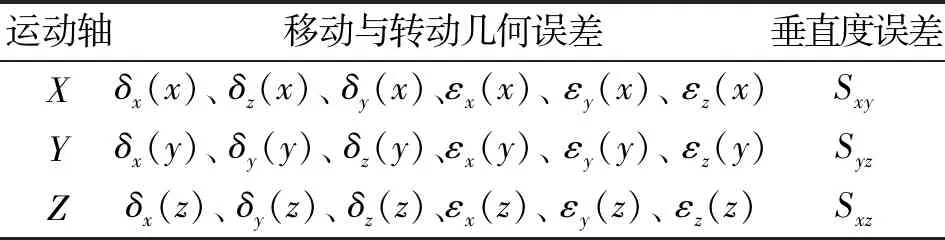
表1 21項(xiàng)幾何誤差
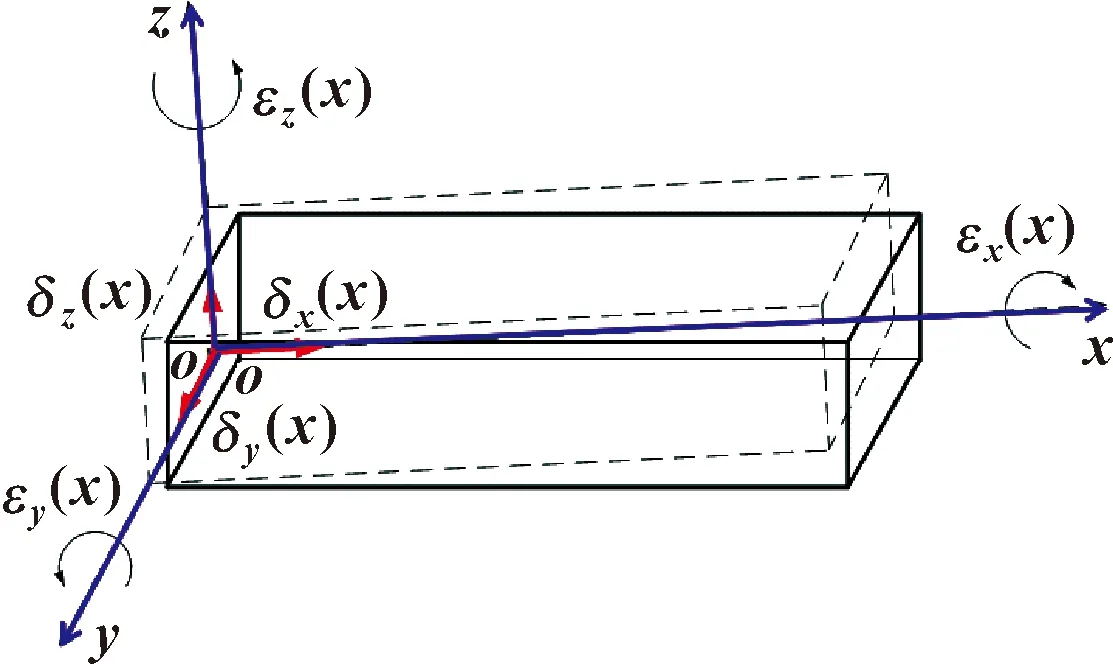
圖2 幾何誤差原理
1.2 機(jī)床運(yùn)動(dòng)鏈
將該立式加工中心運(yùn)動(dòng)鏈劃分為機(jī)床刀具運(yùn)動(dòng)鏈和機(jī)床工件運(yùn)動(dòng)鏈,其中刀具坐標(biāo)系和工件坐標(biāo)系分別為{W}、{T},其原點(diǎn)分別為W、T;機(jī)床參考坐標(biāo)系為{C},其原點(diǎn)為C,如圖3所示。

圖3 機(jī)床運(yùn)動(dòng)鏈簡(jiǎn)圖
充分考慮刀具與工件在機(jī)床坐標(biāo)系下的位置是實(shí)現(xiàn)機(jī)床空間精度完整建模的重要前提。刀具和工件坐標(biāo)系在機(jī)床坐標(biāo)系下的位置坐標(biāo)分別為

(1)

(2)
式中:、、分別為刀尖點(diǎn)在機(jī)床坐標(biāo)系下各軸分量;、、分別為工件切削點(diǎn)在機(jī)床坐標(biāo)系下各軸分量。此處僅給出了機(jī)床坐標(biāo)系的刀具與工件空間位置,并未給出姿態(tài)矩陣。由于三軸無(wú)法實(shí)現(xiàn)姿態(tài)輸出,因此式(1)(2)矩陣為4×1形式。
1.3 機(jī)床空間精度建模
機(jī)床空間誤差是由于幾何誤差綜合作用下導(dǎo)致機(jī)床刀尖點(diǎn)偏離了工件切削點(diǎn),因此應(yīng)該輸出理想狀態(tài)與實(shí)際狀態(tài)下機(jī)床2條運(yùn)動(dòng)鏈(刀具鏈和工件鏈)的運(yùn)動(dòng)學(xué)正解模型。
理想狀態(tài)下(幾何誤差未參與),基于旋量理論可得出刀具運(yùn)動(dòng)鏈與工件運(yùn)動(dòng)鏈末端運(yùn)動(dòng)矩陣為

(3)

(4)
式中:為刀尖點(diǎn)在機(jī)床坐標(biāo)系下的理想運(yùn)動(dòng)矩陣;為工件在機(jī)床坐標(biāo)系下的理想運(yùn)動(dòng)矩陣。
實(shí)際狀態(tài)下(有幾何誤差參與),機(jī)床進(jìn)給過(guò)程中存在幾何誤差,則實(shí)際刀具鏈與工件鏈運(yùn)動(dòng)矩陣為


(5)

(6)



(7)
根據(jù)大量文獻(xiàn)得到,傳統(tǒng)的基于D-H構(gòu)建的機(jī)床空間精度模型與基于旋量理論搭建的機(jī)床空間精度模型存在部分差異,差異性主要體現(xiàn)在運(yùn)動(dòng)學(xué)矩陣與誤差矩陣相乘存在“左乘”與“右乘”的差異。由于D-H理論在建立機(jī)床各運(yùn)動(dòng)部件局部坐標(biāo)系后,在局部坐標(biāo)系作齊次坐標(biāo)系轉(zhuǎn)換時(shí)相對(duì)前一個(gè)運(yùn)動(dòng)部件的坐標(biāo)系參考,必須選用右乘原則;而基于旋量理論的機(jī)床空間精度建模時(shí),所有運(yùn)動(dòng)部件均以機(jī)床坐標(biāo)系為唯一固定參考坐標(biāo)系,必須選用左乘原則,同時(shí)旋量理論建模的最大優(yōu)勢(shì)在于僅需建立唯一機(jī)床坐標(biāo)系即可滿(mǎn)足機(jī)床空間精度建模的需求。
基于機(jī)床空間精度基本定義,推導(dǎo)計(jì)算該立式加工中心空間精度模型Δ為

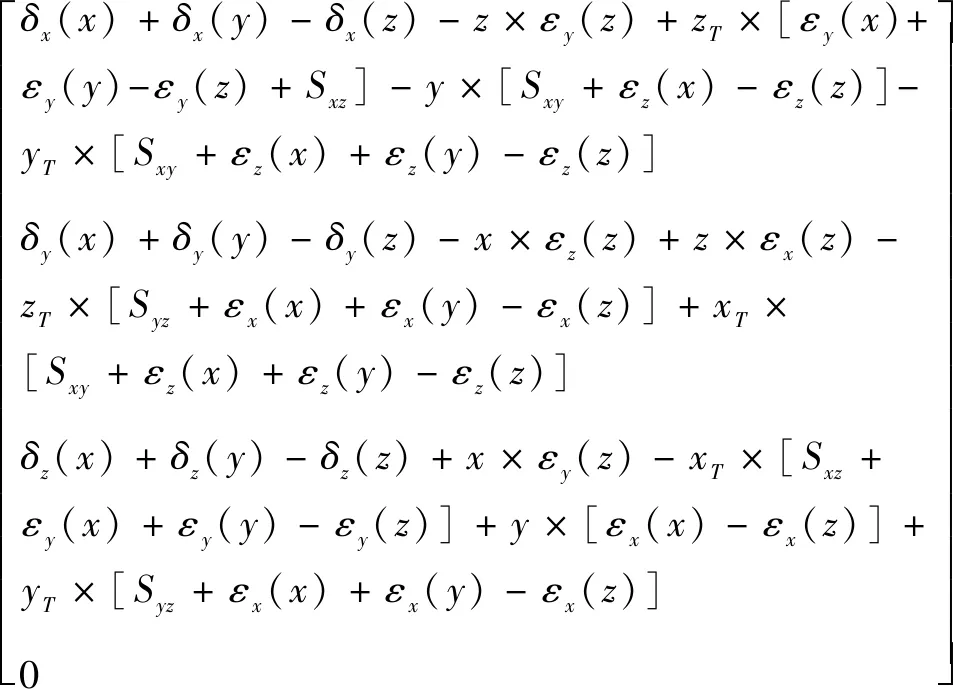
(8)
式中:、、分別為工作空間內(nèi)各軸進(jìn)給行程;Δ、Δ、Δ分別為各軸空間精度投影。
綜上所述,基于旋量理論建立了該立式加工中心空間精度模型,可以看出,該空間精度模型包含了全部21項(xiàng)幾何誤差,保證了所建空間精度模型的完整性,為后續(xù)機(jī)床空間精度補(bǔ)償提供了可靠的數(shù)學(xué)模型。
2 空間精度預(yù)測(cè)
上述參數(shù)模型無(wú)法直觀(guān)表述該機(jī)床空間精度分布情況,因此,借助九線(xiàn)法辨識(shí)各項(xiàng)幾何誤差后代入式(8)中,規(guī)劃該機(jī)床加工空間運(yùn)動(dòng)范圍為400 mm×400 mm×400 mm,從而輸出該機(jī)床加工空間內(nèi)空間精度分布預(yù)測(cè)結(jié)果,如圖4所示。
圖4中紅色部分代表該空間精度較差,橙色部分空間精度較好。預(yù)測(cè)圖不僅可以輸出任意空間位置空間精度,同時(shí)為后續(xù)空間精度補(bǔ)償提供了方向。
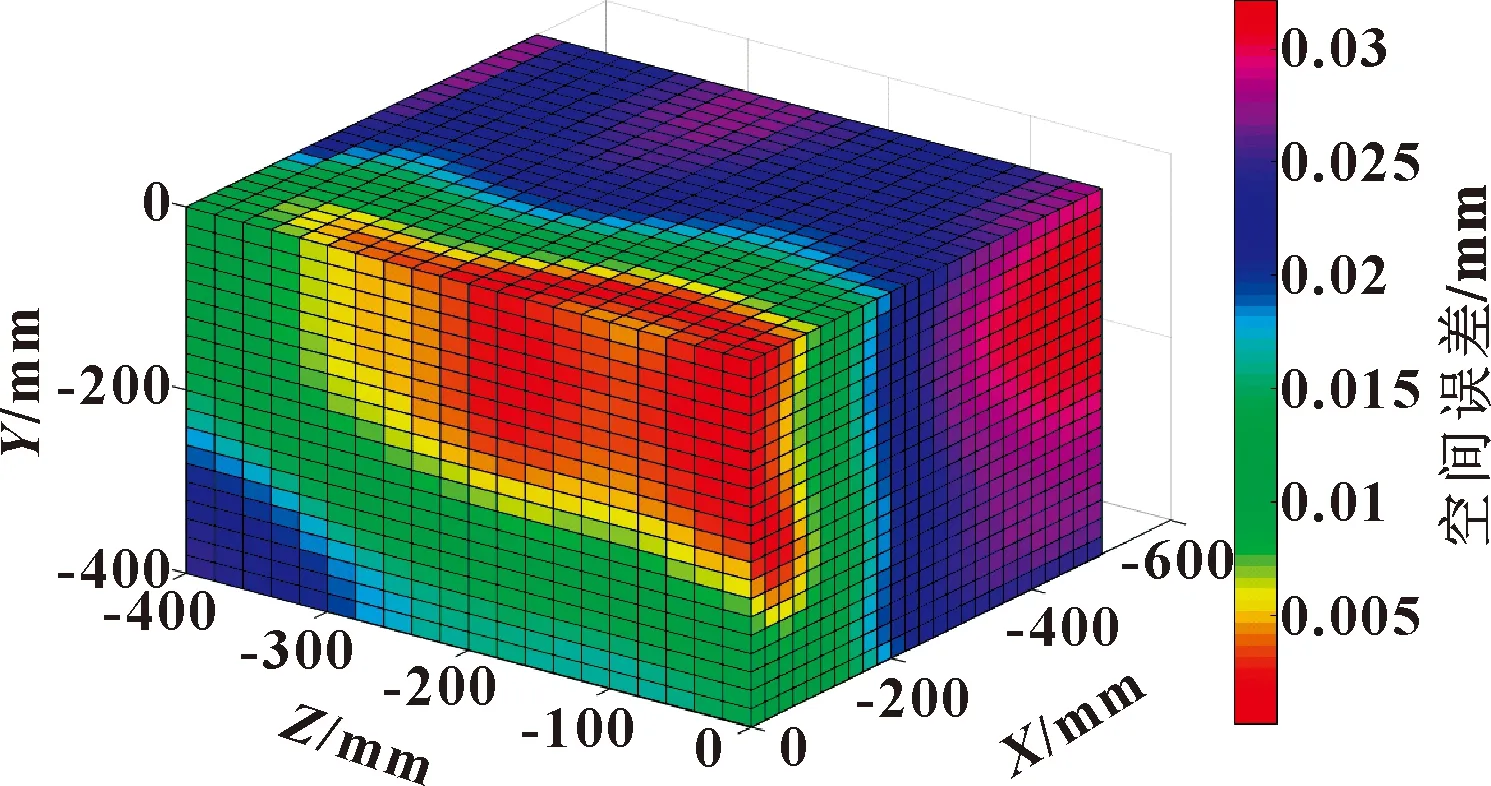
圖4 空間誤差預(yù)測(cè)圖
3 機(jī)床空間精度補(bǔ)償
3.1 NC代碼優(yōu)化補(bǔ)償技術(shù)
傳統(tǒng)機(jī)床空間精度補(bǔ)償?shù)乃悸罚豪贸踉嘚C代碼提取各空間點(diǎn)坐標(biāo)后代入空間精度模型中得到各空間點(diǎn)空間精度,但在幾何誤差綜合影響下,各空間點(diǎn)會(huì)偏離至實(shí)際空間點(diǎn),此時(shí)對(duì)應(yīng)的空間精度為,因此將該空間精度線(xiàn)性逆向疊加在上后獲取補(bǔ)償坐標(biāo),最終以坐標(biāo)進(jìn)給后實(shí)現(xiàn)空間精度補(bǔ)償,如圖5(a)所示。優(yōu)化補(bǔ)償如圖5(b)所示。
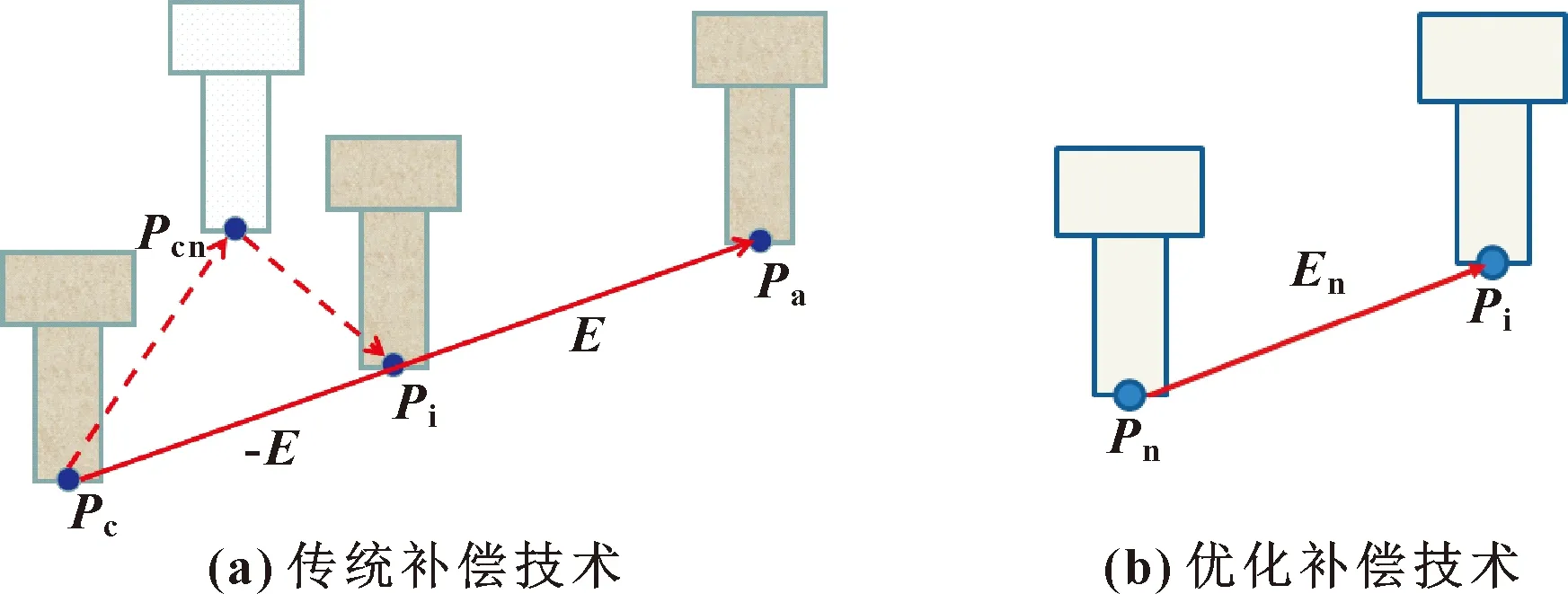
圖5 優(yōu)化補(bǔ)償示意
(9)
其中:為理想指令位置;為實(shí)際位置;為補(bǔ)償指令位置;為補(bǔ)償后的位置。
然而傳統(tǒng)補(bǔ)償結(jié)果因殘差而存在局限性,由于空間精度是空間點(diǎn)位置的函數(shù),傳統(tǒng)補(bǔ)償結(jié)果會(huì)導(dǎo)致補(bǔ)償后的坐標(biāo)偏離至處,并不會(huì)落在理想坐標(biāo)處。因此,為規(guī)避該補(bǔ)償局限性的存在,提出一種NC代碼補(bǔ)償技術(shù),將傳統(tǒng)補(bǔ)償殘差問(wèn)題轉(zhuǎn)化為NC代碼最優(yōu)化問(wèn)題,并借助遺傳算法求解實(shí)際補(bǔ)償NC代碼坐標(biāo),使得機(jī)床根據(jù)此優(yōu)化NC代碼進(jìn)給后到達(dá)理想位置,即:
+=
(10)
基于式(10)搭建優(yōu)化目標(biāo)函數(shù)模型:

(11)
式中:=1,2,3,分別代表、、軸;n、n、i分別為實(shí)際位置、補(bǔ)償量、理論位置。
該優(yōu)化補(bǔ)償?shù)乃枷霝楸WC優(yōu)化補(bǔ)償后的空間坐標(biāo)與理想坐標(biāo)偏差最小。
選擇為優(yōu)化指令坐標(biāo)變量:
=(n,n,n)
(12)
根據(jù)實(shí)測(cè)實(shí)驗(yàn)數(shù)據(jù)可知,該空間定位精度實(shí)測(cè)數(shù)據(jù)在各軸分量均未超出0.055 mm,因此給出該優(yōu)化目標(biāo)函數(shù)約束條件為
(13)
根據(jù)約束條件(13),結(jié)合立式加工中心空間精度模型公式(8),利用遺傳算法可求解出實(shí)際補(bǔ)償NC代碼坐標(biāo)的目標(biāo)函數(shù)。
3.2 實(shí)驗(yàn)驗(yàn)證
基于ISO230—6:2002標(biāo)準(zhǔn),在機(jī)床工作空間內(nèi)進(jìn)行空間體對(duì)角線(xiàn)定位精度測(cè)試實(shí)驗(yàn)(以PPP為例),驗(yàn)證孔精度補(bǔ)償效果。分別執(zhí)行傳統(tǒng)補(bǔ)償后的NC代碼和基于遺傳算法求解的優(yōu)化NC代碼,輸出機(jī)床工作空間4條體對(duì)角線(xiàn)傳統(tǒng)補(bǔ)償結(jié)果與優(yōu)化補(bǔ)償結(jié)果,如圖6、表2所示。
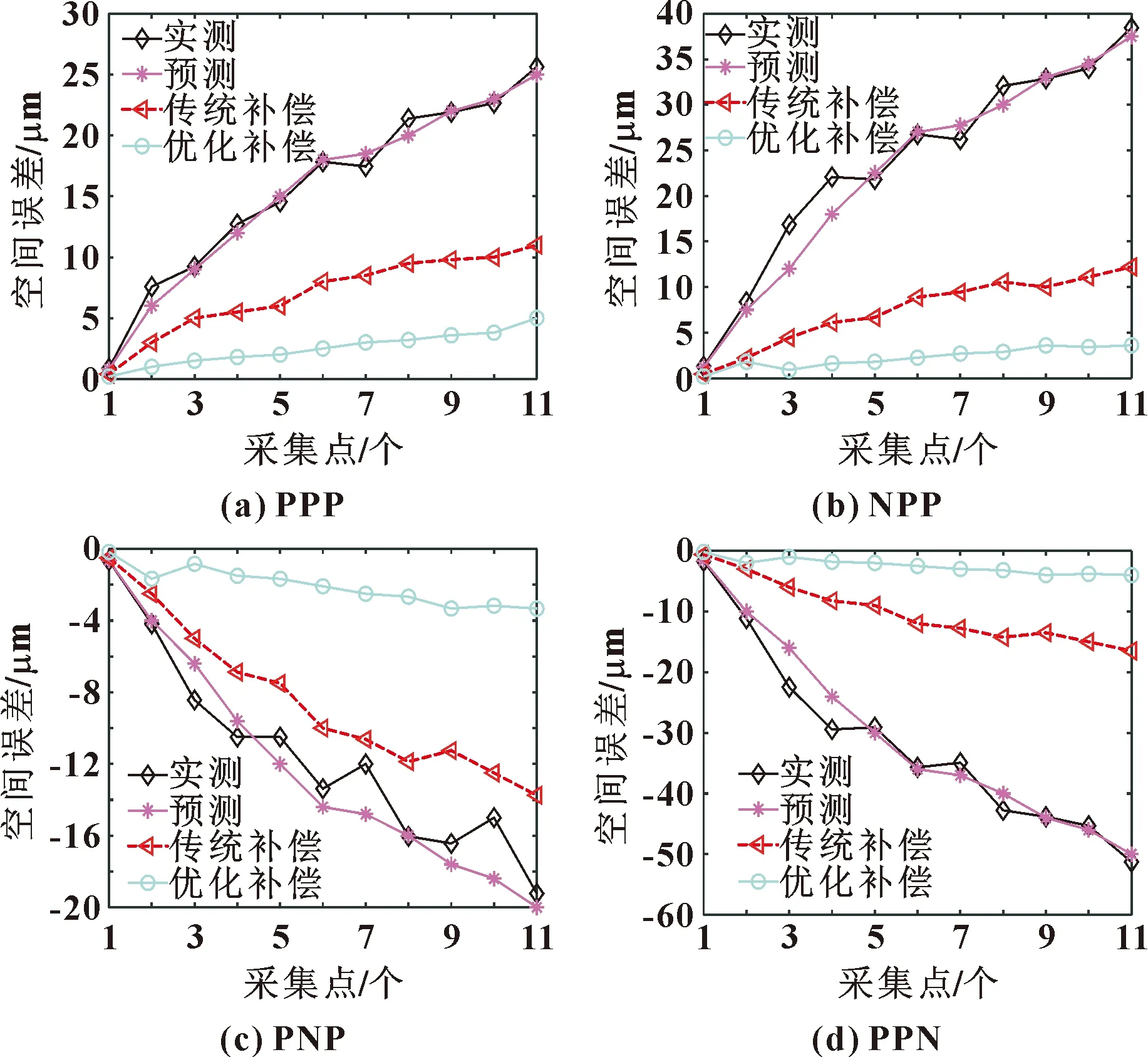
圖6 體對(duì)角線(xiàn)空間精度傳統(tǒng)補(bǔ)償與優(yōu)化補(bǔ)償
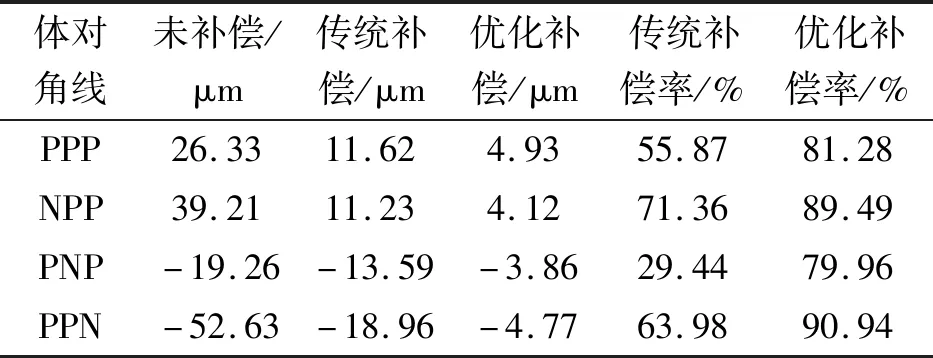
表2 體對(duì)角線(xiàn)空間定位精度補(bǔ)償結(jié)果對(duì)比
由圖6和表2可知:針對(duì)機(jī)床工作空間4條體對(duì)角線(xiàn)補(bǔ)償,優(yōu)化補(bǔ)償結(jié)果均優(yōu)于傳統(tǒng)補(bǔ)償結(jié)果,以PPN為例,未補(bǔ)償時(shí)最差定位精度為-52.63 μm,傳統(tǒng)補(bǔ)償后定位精度得到了一定提升,此時(shí)定位精度為-18.9 μm;而通過(guò)優(yōu)化補(bǔ)償?shù)亩ㄎ痪葹?4.77 μm,同時(shí)優(yōu)化補(bǔ)償率高達(dá)90.94%,消除了傳統(tǒng)補(bǔ)償后存在殘差的局限性。
4 結(jié)論
面向某立式加工中心提出了一種基于遺傳算法求解的優(yōu)化補(bǔ)償技術(shù)。基于旋量理論建立了包含21項(xiàng)幾何誤差的機(jī)床空間精度模型,并輸出了該立式加工中心空間精度預(yù)測(cè)模型。對(duì)比了傳統(tǒng)逆向疊加機(jī)床空間精度補(bǔ)償技術(shù)與基于遺傳算法求解的機(jī)床空間精度NC代碼優(yōu)化補(bǔ)償技術(shù)。利用NC代碼優(yōu)化補(bǔ)償技術(shù)對(duì)機(jī)床工作空間4條體對(duì)角線(xiàn)進(jìn)行了補(bǔ)償,且優(yōu)化補(bǔ)償技術(shù)相較傳統(tǒng)補(bǔ)償技術(shù)效果更加顯著,該優(yōu)化補(bǔ)償技術(shù)消除了傳統(tǒng)補(bǔ)償后存在殘差的局限性,能夠更加有效地進(jìn)行機(jī)床空間誤差補(bǔ)償。
猜你喜歡
童話(huà)王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
