仿色織棉滌雙層大提花面料的開發
2022-11-04 06:33:38李偉林孫月玲陳鑫濤梅海霞
紡織報告 2022年10期
李偉林,孫月玲,陳鑫濤,梅海霞
(江蘇聯發紡織股份有限公司,江蘇 南通 226600)
隨著社會的進步和時代的發展,人們對面料的要求越來越高。紡織品的花樣設計開發已經成為打開紡織品市場的新途徑。其中,大提花織物具有厚重、粗獷、保暖性好、懸垂性好、立體感強等特點,深受消費者喜愛。色織大提花由于先染后織,染料滲透性強,色彩牢度較好,再加上復雜的工藝設計,成為面料中的高端產品,所以成本較高。針對這一特點,本研究開發了一款仿色織滌棉雙層大提花面料,通過對滌綸纖維和棉纖維分別染色,賦予其不同的色彩,比純棉提花織物更顯優勢,同時使用雙層組織,可以提高面料的服用性能。
1 仿色織滌棉雙層大提花面料的設計思路
1.1 原料的選用
首先,滌綸本身具備超強的耐磨性,棉織品的強力和耐磨性相對欠缺,將兩者搭配起來可以大幅度提升棉的耐磨性。其次,滌棉的穩定性較好,水洗之后不易縮水或者變形,同時具有較柔軟的觸感,布料的吸濕透氣性也較高[1]。當然,對本面料進行開發的主要原因是滌綸和純棉的染色工藝具有一定差異,其中,棉需使用能在pH近中性條件下染色的活性染料,滌綸則選用可在中性條件下染色的分散染料。因此,將表層經、緯紗均設計為11.8 tex滌綸,里層經、緯紗均設計為11.8 tex純棉。
1.2 織物花型設計
花型設計屬于寫實紋樣設計。以花卉為題材,將該設計應用于服裝面料中,呈現出較鮮明的大自然風格,配色方案選擇中國傳統的青藍色。如圖1(a)所示,整體色系為冷色調,中國傳統色彩搭配花卉題材,寓意寧靜、深遠,給人一種清涼、開闊的感覺。花卉中的蝴蝶元素是一種高雅文化的象征,可令人感受到回歸大自然的愉悅[圖1(b)],寫實的紋樣結合滌綸纖維和棉纖維的光澤和觸感,給面料增添了一份時尚的氣息。
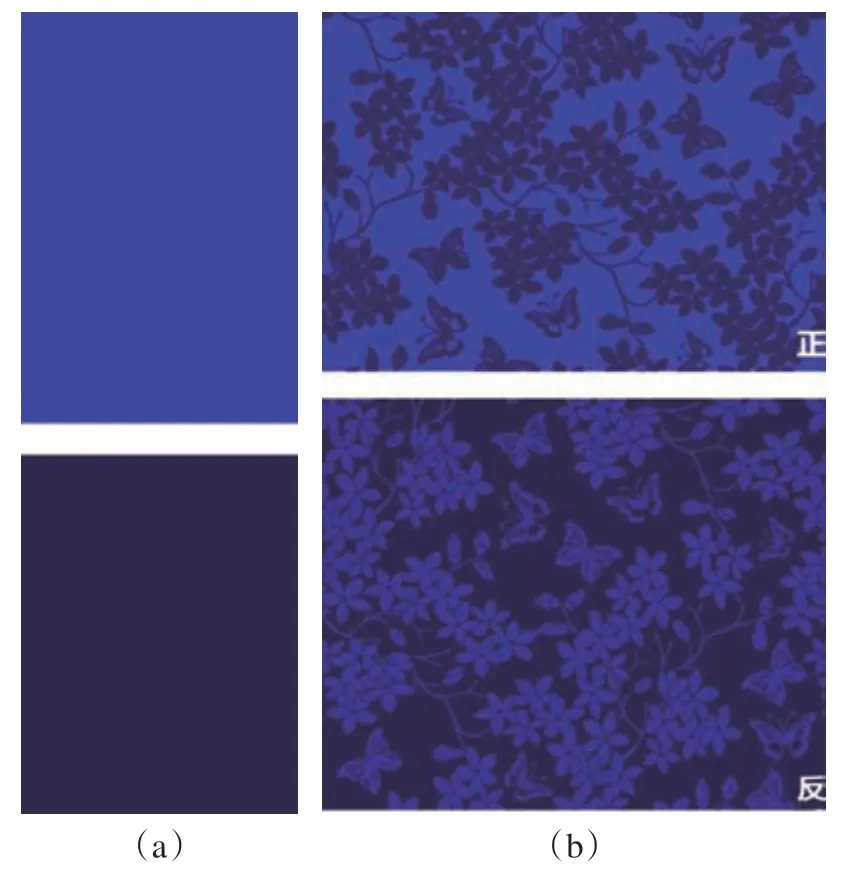
圖1 紋樣設計
2 織物工藝設計
面料表層經、緯紗均使用11.8 tex滌綸,面料里層均使用11.8 tex純棉。其中,面料成品幅寬為146.00 cm,經密為590根/10.00 cm,緯密為433根/10.00 cm。工藝設計通過1 320針電子大提花織機織造完成,紋樣尺寸為7.45 cm 7.39 cm,表層組織為一上一下平紋,里層組織為一上一下平紋[2]。雙層組織的設計使面料具有更強的層次感和立體感。紋樣分色與織物組織結構設計如圖2所示。
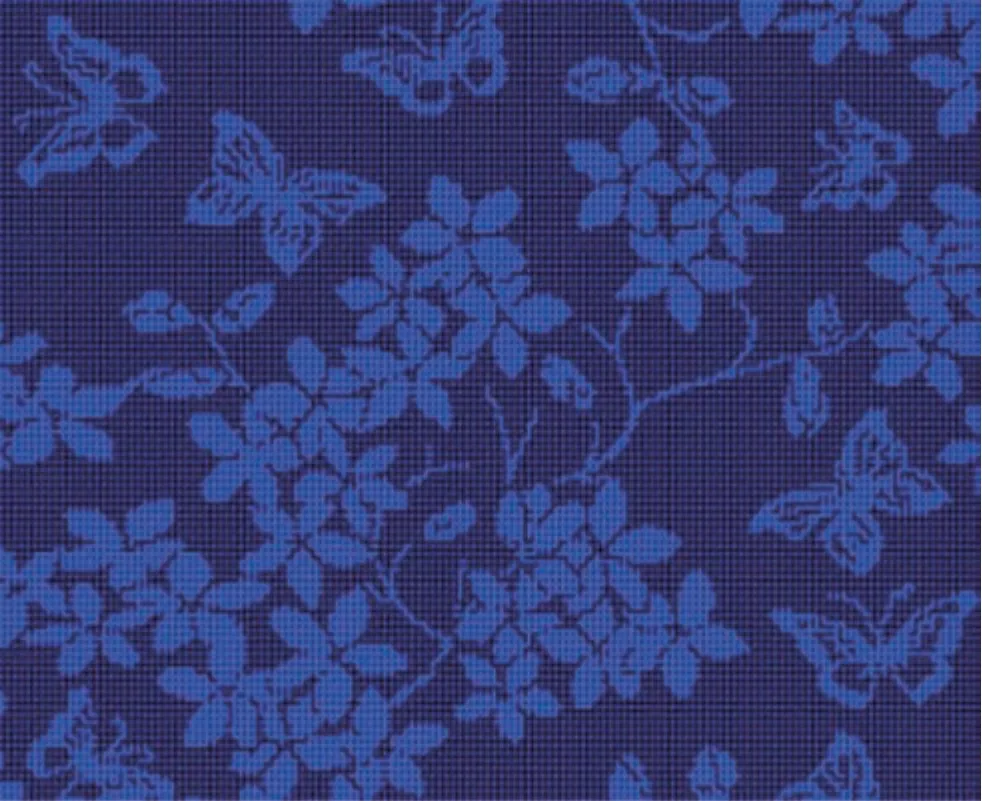
圖2 紋樣分色與織物組織結構設計
分色后的紋樣設計圖中,1號色為地組織,2號色為花組織,均采用平紋雙層組織。深藍色代表表組織[圖3(a)],淺藍色代表里組織[圖3(b)],該設計雙層組織中表、里經和表、里緯的排列比均為1∶1[圖3(c)]。雙層組織織造時,按投緯比例依次織造織物的上、下層。織上層時,表經按組織要求分成上、下兩層與表緯交織,此時里經全部沉于織物下層,并不與表緯交織;織下層時,表經全部提起,里經按組織要求分成上、下兩層與里緯交織,此時表經與里緯并不交織。
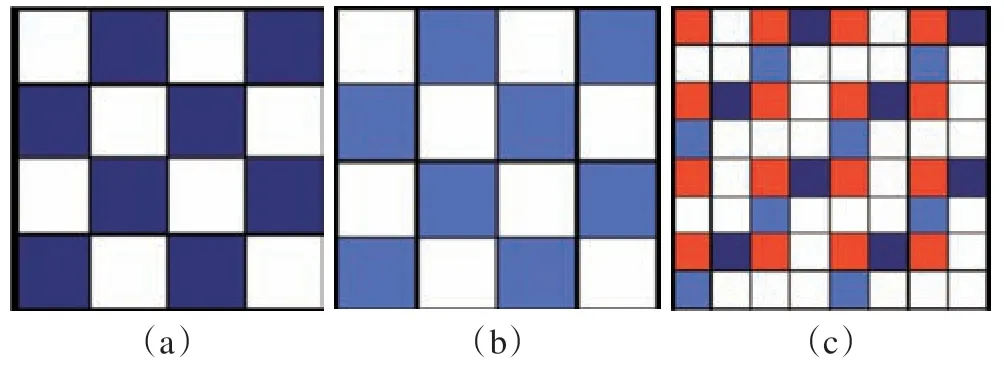
圖3 組織圖
因此,當表層地組織為經紗深藍、緯紗加白時,花組織表層則顯示淺藍色[圖4(a)],里層地組織則顯示深藍色,花組織則顯示加白[圖4(b)]。
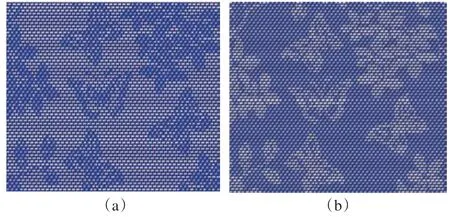
圖4 組織紋版
面料的設計往往不局限于單一的配色效果。對于同一花型、不同配色的織物而言,色織布因經過染紗、織造、后整理等工序,損耗較大,臺產也不及白坯布產量高,因此,投入成本和技術要求也較高。針對這一現象,此仿色織面料的開發就彰顯出其優勢,一坯多投,不僅增加了花式,而且大大降低了成本[3]。中國傳統的顏色除青藍色以外,還有眾多色系,在結合了花型設計理念之后,產生了一系列配色(圖5),充分發揮了仿色織布一坯多投的優勢。
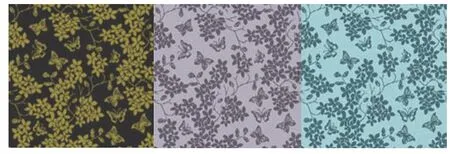
圖5 配色效果
3 仿色織大提花面料的生產要點
3.1 絡筒和整經
絡筒選用SSC德一絡筒機倒筒,其全棉紗絡筒車速設定為(750 50)m/min,全滌紗絡筒車速設定為(400 50)m/min。根據紗支調整清紗隔距,確保原紗的彈性,減少伸長,可有效去除紗疵,保證筒子成型良好,便于后道工序順利進行。
整經選用貝寧格高速分批整經機,車速為(700 50)m/min,工藝密度為550~600 g/dm3,V型筒子架片張力均勻,小張力生產,可減少紗線的彈性損傷,保證后道工序的質量。
3.2 漿紗
采用GA310型國產漿紗機,為防止經紗相互糾纏,要求經紗漿膜成型良好,達到增強、保伸、耐磨、貼合毛羽的作用。由于純棉和滌綸的成分和特性不同,選用的漿紗配方也不一樣。本著“相似則相容”的原理,純棉以聚乙烯醇(PVA)、淀粉、丙烯進行搭配,滌綸則以聚丙烯酸類搭配抗靜電劑為主。純棉漿紗配方如表1所示,全滌漿紗配方如表2所示。
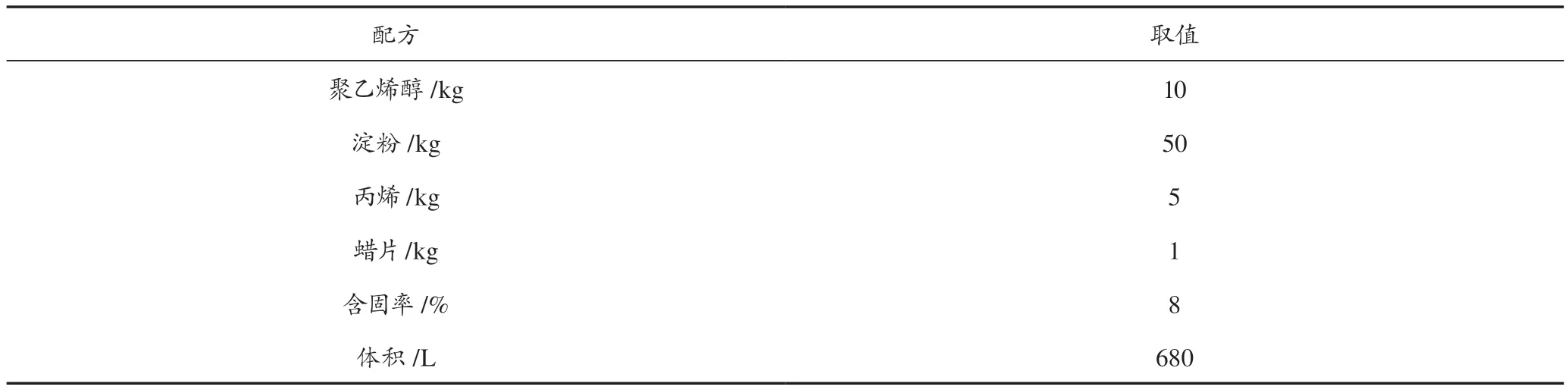
表1 純棉漿紗配方

表2 滌綸漿紗配方
3.3 織造
織造工藝在宋和宋大提花織機上生產。織造上機參數設置如表3所示,經緯紗線配置如表4所示。上機文件制作的流程包括導入圖像文件—設置小樣參數—生成組織圖等,再進行紋版處理,通過浙大經緯紋織CAD生成EP格式傳入織機系統織造。
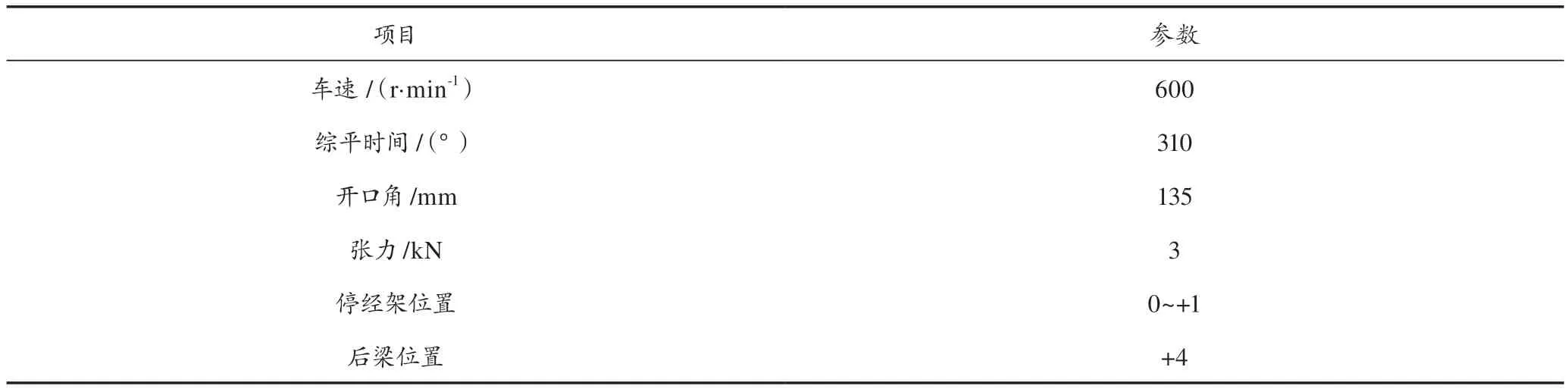
表3 織造上機參數

表4 紗線配置
3.4 印染工藝
(1)印染工藝流程:退漿→精練→漂白→高溫定型→分散→套棉→定型柔軟→預縮。
(2)退漿工序:坯布上的漿料會沾污染整工作液和阻礙染化料向纖維內部滲透,因此在退漿時,要盡可能多地去除坯布上的漿料,保證后續染整加工順利進行。退漿后的半成品含漿率為7~8級,毛效不低于3.00 cm/min。
(3)精練工序:精練去除棉纖維的天然雜質,同時也去除退漿中未退凈的漿料和油劑,使織物獲得良好的吸水性和較潔凈的外觀,利于后期加工。精練后的半成品毛效不低于3.00 cm/min。
(4)漂白工序:漂白去除天然色素,提高織物的白度和鮮艷度。精練后的半成品白度不低于84,毛效不低于3.00 cm/min。
(5)高溫定型工序:主要是消除織物上已有的皺痕、提高織物的尺寸熱穩定性和保障不產生難以去除的折痕,為染色工序提供合格的半成品。
(6)分散、套棉工序:為賦予仿色織滌棉雙層大提花面料獨特的風格,需使滌綸部分和純棉部分呈現出不一樣的顏色,故滌綸部分使用分散染料染深藍色,純棉部分使用活性染料染淺藍色。
(7)定型柔軟及預縮工藝:為賦予面料優異的手感,減少織物浸水后的收縮,需對染色后的面料實施柔軟定型及預縮工藝,使成品面料手感優異,縮水率穩定。
4 結語
仿色織滌棉雙層大提花面料的開發,將雙層布風格與大提花工藝結合,設計方面考慮到傳統元素與現代元素相結合,工藝方面考慮到利用不同成分紗線染色的區別形成特定的風格,不僅滿足了人們對面料高品質的需求,而且相對于色織面料,大大節約了成本,是一款性能優良的大提花面料。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
流行色(2019年7期)2019-09-27 09:33:08
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
西藏藝術研究(2018年1期)2018-07-10 08:33:54
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
湖南包裝(2016年2期)2016-03-11 15:53:17
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年10期)2015-10-19 15:03:24