關(guān)于某型飛機(jī)門框壁板故障的分析研究
2022-11-06 14:05:06鄒林飛丁先良付慧橋于德俊
教練機(jī) 2022年3期
關(guān)鍵詞:產(chǎn)品
鄒林飛,丁先良,付慧橋,于德俊
(1.江西洪都商用飛機(jī)股份有限公司,江西 南昌,330024;2.航空工業(yè)洪都,江西 南昌,330024)
0 引言
某型飛機(jī)是我國首款按照最新國際適航標(biāo)準(zhǔn)研制的大型客機(jī),其中前機(jī)身和中后機(jī)身在航空工業(yè)某主機(jī)廠裝配。本文分析了某型飛機(jī)后登機(jī)門門框壁板故障產(chǎn)生的原因并提出了解決方案。
1 故障發(fā)生和檢查情況
在某型飛機(jī)某架后登機(jī)門門框壁板下架轉(zhuǎn)站位過程中,發(fā)生前邊框與起吊接頭連接處撕裂破損,進(jìn)而引起門框壁板墜落,造成后登機(jī)門門框壁板前、后邊框和部分零件受到不同程度的損傷。
故障發(fā)生后,對后登機(jī)門門框壁板進(jìn)行了全面檢查,產(chǎn)品損傷情況如下:
1)STGR9_LH~STGR10LH 長桁之間、齒形板某處,前邊框某腹板上有2 處破損(見圖1),其中損傷處1大小為50mm×20mm,損傷處2 大小為50mm×50mm;
2)長桁STGR9_LH~STGR10LH 之間、齒形板某處,后邊框某腹板面在緊固件孔處出現(xiàn)局部鼓包(鼓包向航向方向凸起、凸起量約1.5mm),詳見圖2;某后邊框損傷后,該緊固件實(shí)測孔徑φ6.35mm(理論孔徑φ6.35mm);

圖2 后邊框受損情況
3)某副檻梁緣條在FR68 框前270mm 處有一長16mm 的裂紋,詳見圖3;

圖3 某副檻梁緣條受損情況
4)其他受損零件:某隔板在FR68 框前320mm處有一50mm×20mm×5mm 的變形,隔板5364C27005G71在FR68 框前340mm 處有一10mm×5mm×1mm 的變形,某隔板在FR68 框前370mm 處有一20mm×10mm×3mm 的變形,詳見圖4。

圖4 其他零件受損情況(典型)
除以上零件受損,未發(fā)現(xiàn)門框壁板其他零件有塑性變形、裂紋及其他損傷。為進(jìn)一步確認(rèn)產(chǎn)品損傷狀況,在門框壁板的后續(xù)排故過程中,也安排了相應(yīng)的檢查,檢查部位與結(jié)果如下:
1)拆除受損的前邊框后,對前邊框與蒙皮在STGR9_LH~STGR12_LH 長桁之間貼合區(qū)域向外擴(kuò)展50mm 范圍內(nèi)及前邊框與蒙皮貼合區(qū)域的蒙皮和加強(qiáng)墊板進(jìn)行了探傷檢查。檢查未發(fā)現(xiàn)裂紋。
2)對后邊框故障處按裝配規(guī)范核實(shí)孔徑并進(jìn)行探傷。檢查結(jié)果:孔徑合格,產(chǎn)品無裂紋。
2 故障問題核查
為查清故障產(chǎn)生原因,從產(chǎn)品吊裝方式、生產(chǎn)過程等方面進(jìn)行了全面核查。
2.1 吊裝方式核查
M 架后登機(jī)門門框下架借用產(chǎn)品前、后邊框上的齒形板安裝孔,分別與起吊接頭螺栓連接,采取吊具鋼索斜拉起吊接頭吊環(huán)的方式,見圖5。

圖5 M 架后登機(jī)門門框吊裝方式示意圖
2.2 生產(chǎn)過程核查
故障發(fā)生當(dāng)日,裝配班組按裝配工藝指令的工序“將壁板組件起吊下架,放置在后登機(jī)門門框壁板架外補(bǔ)鉚架上”要求,對M 架后登機(jī)門門框壁板執(zhí)行下架轉(zhuǎn)站位操作。
具體過程如下:
1)將吊具的兩個(gè)起吊接頭分別安裝在后登機(jī)門門框壁板前、后邊框齒形板的孔位上,并用螺栓固定;
2)將吊具鋼索掛鉤掛在起吊接頭吊環(huán)上,啟動行車預(yù)拉緊吊具鋼索并目測至拉直狀態(tài);
3)松開門框壁板上各類約束,將產(chǎn)品由型架橫向推出,使產(chǎn)品與工裝脫離;
4)啟動行車進(jìn)行產(chǎn)品起吊下架。
3 產(chǎn)品起吊點(diǎn)分析
3.1 起吊點(diǎn)位置合理性分析
起吊點(diǎn)的選擇是產(chǎn)品起吊整體技術(shù)方案的一部分,是結(jié)合產(chǎn)品起吊整體技術(shù)方案的技術(shù)可行性、實(shí)施安全性及操作便捷性進(jìn)行綜合評估后確定的。門框壁板齒形板位于產(chǎn)品重心垂直面上,選擇其作為門框壁板起吊點(diǎn)可保證起吊時(shí)不因翻轉(zhuǎn)而導(dǎo)致產(chǎn)品與工裝相磕碰。
3.2 起吊位置有限元仿真
通過有限元仿真在前邊框起吊接頭處施加一定載荷,框腹板面的應(yīng)力與應(yīng)變最大位置均位于起吊接頭下部螺栓安裝孔處(詳見圖6、圖7),即前邊框起吊接頭孔1 位置(詳見圖8)。最大主應(yīng)力為152.49MPa,最大變形0.1997mm。門框材料為7050,σb=510MPa,約為最大主應(yīng)力的3.44 倍[1-3]。

圖6 后登機(jī)門門框腹板最大主應(yīng)力云圖(單位:MPa)

圖7 后登機(jī)門門框腹板位移云圖(單位:mm)

圖8 后登機(jī)門前邊框起吊孔位
3.3 起吊位置受力計(jì)算
吊環(huán)接頭受力分析如圖9 所示,鋼索載荷為F,鋼索與鉛垂面夾角為θ,則:
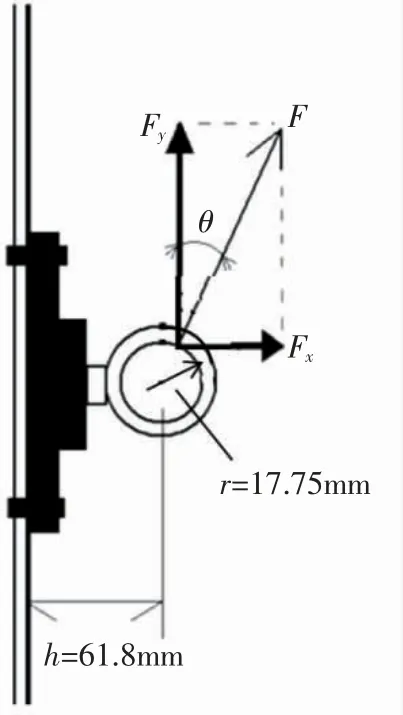
圖9 吊環(huán)受力分析

Fx 由四個(gè)螺栓受拉傳遞,F(xiàn)y 由四個(gè)螺栓受剪傳遞,F(xiàn)x、Fy 產(chǎn)生的偏心力矩由螺栓拉壓傳遞。
Fy產(chǎn)生的偏心力矩按圖10 坐標(biāo)系分解,則:
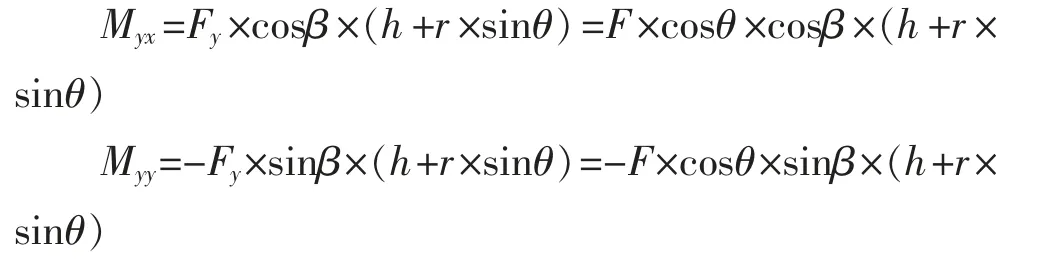
Fx產(chǎn)生的偏心力矩按圖10 坐標(biāo)系分解,則:

圖10 接頭螺栓示意圖

總的力矩為:

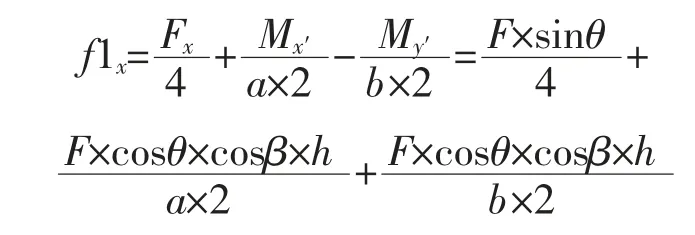
針對孔1 位置單獨(dú)受力進(jìn)行計(jì)算:
x 方向載荷:
y 方向載荷:
參考 《實(shí)用飛機(jī)結(jié)構(gòu)應(yīng)力分析及尺寸設(shè)計(jì)》306頁9.9.2 式可知,螺栓孔處剪應(yīng)力應(yīng)滿足:τ≤τb。
其中
上式中:
τb—材料許用極限剪應(yīng)力;
λ—接頭系數(shù);
K—假設(shè)有效系數(shù);
D—螺栓頭直徑;
P—螺栓拉伸載荷;
δ—連接板厚度。
由各螺栓受載分析可知,1 號螺栓x 方向受載最為嚴(yán)重,取該處進(jìn)行分析:
將f1x代入,可得鋼索極限載荷:

實(shí)際起吊鋼索與鉛垂面夾角θ=7.35°,登機(jī)門起吊接頭h=61.8mm;β=38.215°;a=110.8mm;b=27mm;門框材料為7050,τb=294MPa;λ 取1.15;考慮螺栓頭有旋轉(zhuǎn),K 取0.5;D 為9.1mm;δ 為2.0mm。
則鋼索極限載荷為:

根據(jù)實(shí)際起吊方式,計(jì)算得出產(chǎn)品起吊鋼索載荷F 承載極限為6398N,約為產(chǎn)品自重(150kg)的4.2倍。由受力計(jì)算公式可知,加大D 值(即螺栓頭與腹板接觸面積)、減小起吊接頭吊環(huán)懸出量可提高起吊極限載荷。
4 故障原因分析
通過對產(chǎn)品故障問題的核查及起吊點(diǎn)位置受力的分析,可基本還原故障的產(chǎn)生過程:
M 架后登機(jī)門門框壁板下架時(shí),由于起吊行車難以保證處于兩吊環(huán)掛點(diǎn)的中心位置,而鋼索的結(jié)構(gòu)形式無法調(diào)節(jié)對中,連接前邊框上起吊接頭吊環(huán)的鋼索長度比連接后邊框的鋼索長度短;在啟動行車預(yù)拉緊鋼索的過程中,當(dāng)連接后邊框的鋼索處于拉直狀態(tài)時(shí),前邊框吊環(huán)位置處連接鋼索的斜向上的預(yù)緊力F已足夠大(見圖11),并可能已引起吊環(huán)在圖11①處產(chǎn)生斜向上的位移,通過螺栓的拉力導(dǎo)致該處腹板撕裂(見圖1 中“損傷處2”);繼而引起位置②處吊環(huán)向前邊框腹板擠壓產(chǎn)生剪切力,該處腹板受到剪切力后形成一個(gè)切口(見圖1 中“損傷處1”);前邊框腹板在②處受擠壓的同時(shí),通過螺栓傳遞的拉力,在位置③處受到斜向上的拉力,最終導(dǎo)致該處腹板撕裂缺損(見圖1 中“損傷處1”);當(dāng)前邊框受斜向上的預(yù)緊力F 足夠大時(shí),通過產(chǎn)品結(jié)構(gòu)的傳遞,后邊框在起吊接頭螺栓連接處亦受力過大而引起局部變形(見圖2 中“損傷處3”)。
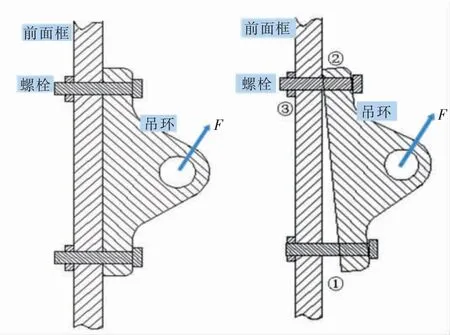
圖11 起吊接頭示意圖
當(dāng)連接前、后邊框的鋼索均處于拉直狀態(tài)后,操作人員將產(chǎn)品從裝配工裝推出,產(chǎn)品完全脫離工裝的舉托限制時(shí),已受損破裂的前邊框徹底撕開;門框壁板因前邊框一側(cè)完全脫開而失穩(wěn),并從前邊框一側(cè)墜落與裝配工裝相碰,造成4 個(gè)零件受到不同程度的損傷。
綜上所述,M 架后登機(jī)門門框壁板故障產(chǎn)生應(yīng)在啟動行車預(yù)拉緊吊具鋼索并目測至拉直狀態(tài)的階段。故障產(chǎn)生的直接原因是行車預(yù)拉緊吊具鋼索過程中,兩側(cè)鋼索長度不一致,導(dǎo)致單邊鋼索受力過大而產(chǎn)生。故障產(chǎn)生的根本原因是吊具設(shè)計(jì)的起吊技術(shù)方案不合理,主要表現(xiàn)在:
1)起吊過程中,操作人員啟動行車預(yù)拉緊吊具鋼索并目測至拉直狀態(tài),僅憑目測鋼索拉直程度,無法判斷預(yù)緊力大小;
2)起吊接頭與產(chǎn)品之間通過螺栓連接,螺栓頭與產(chǎn)品接觸面積有限,容易產(chǎn)生應(yīng)力集中;
3)連接前、后邊框上起吊接頭吊環(huán)鋼索的結(jié)構(gòu)形式無法調(diào)節(jié)對中,容易造成單邊受力。
5 已交付產(chǎn)品復(fù)查
N 架后登機(jī)門門框?yàn)槭状纹鸬酰捎谩鞍鼛дw捆扎+人工”方式起吊,未使用專用吊具。K 架和P 架采用“專用起吊接頭+包帶”方式起吊,未使用鋼索。由于包帶非專用吊具,故采用包帶起吊是在專用吊具交付使用前的應(yīng)急方案,在使用包帶起吊時(shí),因包帶較鋼索達(dá)到繃直狀態(tài)所需的力要小,故K 架和P 架采用“專用起吊接頭+包帶”的起吊方式未導(dǎo)致產(chǎn)品損傷的問題發(fā)生。
莊大善人聽有“血光之災(zāi)”,額上的汗就冒了出來。他是想到了當(dāng)漢奸的胞弟莊槐。日本人在中國奸淫燒殺,無惡不作,人人得而誅之。胞弟竟助紂為虐,觸犯眾怒,必然身處險(xiǎn)境。風(fēng)傳新四軍深入敵后除惡鋤奸,莫非胞弟會給莊氏一族招來殺身之禍?
產(chǎn)品起吊下架為產(chǎn)品制造的中間環(huán)節(jié),產(chǎn)品下架后還需對產(chǎn)品進(jìn)行補(bǔ)鉚,且拆除起吊接頭,在起吊接頭安裝處安裝齒形板前后還需對該部位進(jìn)行檢查,已交付的前三架份齒形板均安裝正常,故已交付的產(chǎn)品不存在問題隱患。
6 產(chǎn)品故障排除
針對M 架后登機(jī)門門框壁板損傷情況,工藝人員編制了《M 架后登機(jī)門門框壁板組件排故工藝技術(shù)方案》并通過相關(guān)專業(yè)人員評審,評審認(rèn)為:“該方案對問題產(chǎn)品排故前指定的檢查部位充分,針對故障零件報(bào)廢、返工的處理原則合理,制定的報(bào)廢零件更換工藝步驟可行,返工零件處理符合程序要求,產(chǎn)品排故后檢查要求明確,該方案可指導(dǎo)問題產(chǎn)品的排故實(shí)施”。
在排故方案評審?fù)ㄟ^之后,編發(fā)了《后登機(jī)門門框前邊框等零件拆除》補(bǔ)充指令及《后登機(jī)門門框前邊框等零件故障處理》補(bǔ)充指令對后登機(jī)門門框前邊框故障進(jìn)行了處理;針對后登機(jī)門門框后邊框故障,提交工程處理,工程處理意見為:新增兩個(gè)特制件進(jìn)行結(jié)構(gòu)補(bǔ)強(qiáng)。
7 起吊技術(shù)方案改進(jìn)
7.1 起吊點(diǎn)的選擇
后登機(jī)門門框壁板起吊時(shí)仍選取前、后邊框STGR9-STGR10 長桁之間齒形板位置為起吊點(diǎn),因?yàn)樵撐恢锰幱诋a(chǎn)品重心的垂直平面內(nèi),起吊時(shí)產(chǎn)品不會因重心與起吊點(diǎn)不在同一平面內(nèi)而發(fā)生偏擺。
7.2 吊具的改進(jìn)
后登機(jī)門門框壁板的起吊吊具用吊帶垂直起吊式替換了鋼索斜拉式,且在行車與吊具間增加測力器。如圖12 所示。
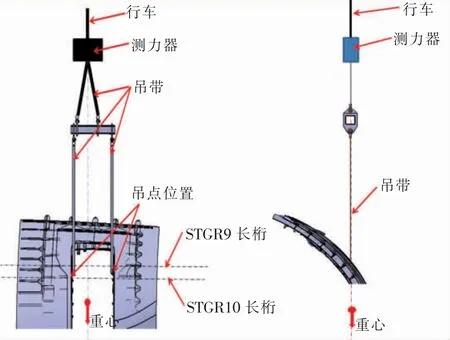
圖12 改進(jìn)后起吊方式示意圖
1)改進(jìn)后吊具的起吊點(diǎn)與產(chǎn)品的重心位置保持在同一平面內(nèi),將斜拉起吊改為垂直起吊,既便于起吊過程中產(chǎn)品保持平穩(wěn),也便于起吊時(shí)兩側(cè)受力保持一致;
2)將原有的鋼索結(jié)構(gòu)改為吊帶形式,在起吊預(yù)緊時(shí)既便于達(dá)到繃直狀態(tài),也便于判斷;
3)在螺栓與產(chǎn)品間增加鋼質(zhì)墊板(墊板與產(chǎn)品面加粘橡皮),增大了螺栓與產(chǎn)品的接觸面積,緩解了在起吊接頭螺栓連接處的應(yīng)力集中;
7.3 吊具改進(jìn)后起吊點(diǎn)受力分析
采用新的起吊方案后,后登機(jī)門門框壁板被垂直起吊,此時(shí)θ=0°,螺栓與門框壁板連接處增加一塊厚度5mm,倒角R=5mm 的墊塊,K 取0.5,D 取30mm,δ為2.0mm。由后登機(jī)門起吊接頭可知,h=61.8mm、β=38.215°、a=110.8mm、b=27mm;門框材料為7050,τb=294MPa、λ 取1.15。
則產(chǎn)品單邊極限載荷:

起吊方式改進(jìn)后的極限載荷為21646N,約為產(chǎn)品自重(150KG)的14.5 倍,且改進(jìn)的起吊方式避免了單邊受力,起吊時(shí)安全系數(shù)更大。
7.4 吊具改進(jìn)后的有限元仿真
依據(jù)修改后吊具的受力情況,導(dǎo)入改進(jìn)后的吊具數(shù)模,在前邊框起吊接頭處施加一定載荷,框腹板面的應(yīng)力與應(yīng)變最大位置仍然位于起吊接頭下部螺栓安裝孔處(詳見圖13、圖14),即前邊框起吊接頭孔1位置(詳見圖8)。最大主應(yīng)力為47.56MPa,最大變形0.038mm。門框材料為7050,τb=510MPa,約為最大主應(yīng)力的10.72 倍。依據(jù)改進(jìn)后后登機(jī)門門框腹板的有限元仿真分析結(jié)果,改進(jìn)后吊具的安全性有了較大的提升。

圖13 吊具改進(jìn)后后登機(jī)門門框腹板最大主應(yīng)力云圖
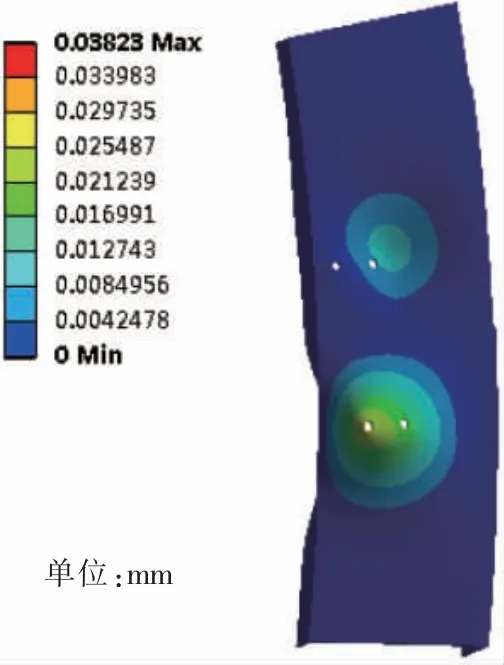
圖14 吊具改進(jìn)后后登機(jī)門門框腹板最大位移云圖
8 驗(yàn)證試驗(yàn)
8.1 改進(jìn)后起吊驗(yàn)證
現(xiàn)場采用改進(jìn)后的起吊方案在M 架后服務(wù)門門框下架進(jìn)行了驗(yàn)證,起吊過程較原起吊方式在產(chǎn)品平穩(wěn)度、操作便捷性和安全性等方面均有較大提升,滿足門框壁板起吊需求。產(chǎn)品下架后,立即對產(chǎn)品起吊接頭處的孔徑尺寸和腹板面平整度進(jìn)行了檢查,滿足要求。
8.2 開展起吊預(yù)緊許用力試驗(yàn)
針對改進(jìn)后的起吊驗(yàn)證中吊帶繃緊無量化數(shù)值的問題,在后登機(jī)門門框壁板裝配工裝上,選取前、后邊框零件模擬實(shí)際情況進(jìn)行定位裝夾,并在邊框上安裝起吊接頭,通過改進(jìn)后的起吊吊具及拉力測力器垂直拉升起吊接頭,實(shí)測吊帶至繃緊狀態(tài)時(shí)測力器數(shù)值為700N,遠(yuǎn)小于產(chǎn)品單邊極限載荷。后續(xù)架次將在指令中明確門框壁板起吊預(yù)緊許用力控制在700~800N范圍內(nèi),保證起吊安全。
8.3 開展起吊預(yù)緊許用力試驗(yàn)
為驗(yàn)證受力分析極限載荷所使用的計(jì)算公式準(zhǔn)確性,通過模擬原起吊工況條件,開展某型飛機(jī)后登機(jī)門門框壁板邊框起吊點(diǎn)許用力及破壞力試驗(yàn),試驗(yàn)安裝簡圖如圖15 所示。

圖15 試驗(yàn)安裝簡圖
按試驗(yàn)技術(shù)方案,在加力絲桿加載至N1(3000N)時(shí),目測檢查試驗(yàn)件表面未產(chǎn)生塑性變形;繼續(xù)加載至N2(6400N)時(shí),目測檢查試驗(yàn)件表面未產(chǎn)生塑性變形;在加載至10000N 過程中,自加載至8000N 始,試驗(yàn)件有響聲,加載至10000N 時(shí),響聲劇烈,并立即停止加載,卸載后目測檢查試驗(yàn)件表面未產(chǎn)生塑性變形和裂紋,滲透探傷也未發(fā)現(xiàn)裂紋。
通過破壞力試驗(yàn),驗(yàn)證了受力分析極限載荷所使用的計(jì)算公式偏保守,原起吊方式理論鋼索極限載荷為6398N,實(shí)際加載至10000N 時(shí),試驗(yàn)件仍未產(chǎn)生塑性變形和裂紋。由此可推,起吊方式改進(jìn)后采用相同計(jì)算公式所得理論極限載荷21646N 同樣為保守計(jì)算值,在規(guī)定起吊預(yù)緊許用力值條件下,起吊時(shí)安全系數(shù)將更大。
9 結(jié)語
本文對某型飛機(jī)M 架后登機(jī)門門框壁板起吊下架前邊框撕裂故障進(jìn)行了詳細(xì)分析,論證了起吊點(diǎn)的選擇并對起吊點(diǎn)進(jìn)行了極限載荷受力分析,通過極限載荷計(jì)算公式對起吊方案進(jìn)行了改進(jìn),并對改進(jìn)后的起吊方案在M 架后服務(wù)門門框壁板進(jìn)行了起吊下架驗(yàn)證。驗(yàn)證分析表明,改進(jìn)后的起吊方案能夠滿足門框壁板起吊要求,能夠保證產(chǎn)品質(zhì)量。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
物流技術(shù)與應(yīng)用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14