提高陶瓷高速磨削溫度有限元仿真精度的研究*
2022-11-29 10:16:12樊新波
制造技術與機床 2022年12期
龍 華 郭 力 王 崇 樊新波
(①湖南工業職業技術學院機械工程學院,湖南 長沙 410208;②復雜薄壁精密零件智能柔性加工技術湖南省工程研究中心,湖南 長沙 410208;③湖南大學機械與運載工程學院,湖南 長沙 410208)
目前工程陶瓷氧化鋁、氧化鋯和碳化硅等的優越性能使其在半導體電子工業、機械電氣、化工、醫療設備、航空航天和國防工業中應用越來越廣泛。工程陶瓷材料由于加工余量比較大,希望采用高效磨削加工例如高速磨削[1],但是工程陶瓷硬度高耐磨性好、脆性大,相較于一般金屬材料,工程陶瓷高速磨削加工中其金剛石砂輪磨耗量大、磨削力比大、磨削能量大,工程陶瓷的磨削加工時表面溫度可達 1 000 ℃以上。在短時間內的迅速溫升會在陶瓷表面形成熱裂紋,影響陶瓷零件的使用性能與壽命,同時高溫會加劇金剛石砂輪的磨損。此外,適當的高溫會使工件表面質量變好,因此研究磨削溫度以及溫度對陶瓷加工的影響有重要意義[2]。目前,磨削溫度的研究方法主要有熱電偶實驗測溫法和有限元仿真分析法,熱電偶測溫法雖然能直接測量工程陶瓷工件高速磨削區的溫度,但高速磨削試驗臺建設運行費用高。有限元仿真分析法能容易的求得工程陶瓷高速磨削溫度,能對陶瓷工件的磨削溫度場進行深入分析;但目前有限元仿真工程陶瓷高速磨削溫度的誤差較大精度較低。
磨削溫度有限元仿真精度的提高一般是通過對實際磨削加工中磨削熱量的傳播方式的分析,得到較準確的磨削熱傳入工件的熱分配比。在高速深磨中,圓弧分布磨削熱源模型更加適合[3]。采用可磨熱電偶來測量碳化硅陶瓷的高速磨削溫度特性[4]。氮化硅陶瓷隨著磨削速度、磨削深度的增加,磨削溫度隨之增大; 隨著進給速度的增加,磨削溫度隨之減小[5]。由氧化鋯陶瓷平面磨削實驗研究得出,磨削溫度和磨削工件熱分配比的變化趨勢十分相似。隨著磨削深度和工件進給速度的增加,磨削溫度和磨削工件熱分配比均增大;隨著金剛石砂輪線速度的增加,磨削溫度和磨削熱分配比也均逐漸增大,且增長趨勢逐漸變緩[6]。由于磨削過程中應力與高溫相同作用,使氮化硅材料表面軟化,斷裂韌性提高,塑性變形及塑性去除增加。當在濕磨條件下,磨削液可減小磨削過程中磨削滑擦力,即切向磨削力,從而使磨削區溫度隨之減小[7]。隨著氮化硅陶瓷磨削深度與砂輪線速度增加,會使磨削區溫度升高,傳入工件和磨屑的熱量分配比增多,傳入砂輪的熱量分配比減小;工件進給速度增加,磨削溫度降低,傳入工件的熱量分配比減小,傳入砂輪和磨屑的增多。但是工程陶瓷高速磨削熱分配比的研究還沒有報道。
采用有限元仿真工程陶瓷高速磨削溫度時,陶瓷工件高速磨削熱分配比的精度對磨削溫度的仿真精度影響較大。但是到目前為止,還沒有高精度的工程陶瓷高速磨削工件熱分配比公式。本文借助少量測量的實驗工程陶瓷高速磨削溫度對目前的磨削工件熱分配比的計算公式進行修正,旨在探索一種精度高的工程陶瓷高速磨削工件熱分配比公式,從而提高工程陶瓷高速磨削溫度有限元仿真的精度。
1 工程陶瓷高速磨削熱分配比
磨削加工中磨削熱一般按比例分配進入工件、砂輪、磨削液和切屑等4個部分中;而有限元仿真工程陶瓷磨削溫度時,陶瓷工件磨削熱分配比是一個十分重要的參數[8]。在磨削實驗的基礎上提出工件在實際磨削過程中最高磨削溫度可以表示為
式(1)~(2)中:C是一個常數;qt是工件磨削區的總熱流密度;Rw是磨削熱傳入工件的比例,即工件的磨削熱分配比;βw是工件的熱特性;Ft磨削力;vw工件磨削進給速度;vs砂輪線速度;lc磨削區接觸弧長;b磨削寬度。實驗測得的磨削溫度等于工件的最高磨削溫度,因此由式(1)可計算出工件磨削熱分配比Rw。但這種方法高度依賴于實驗測量的磨削溫度,需要大量的工程陶瓷高速磨削溫度測量實驗結果,磨削實驗工作量大費用高;同時工程陶瓷是硬脆難加工材料,熱電偶制作時需要磨削工程陶瓷,磨削溫度測量熱電偶的制作較困難,所以用這種方法求得工程陶瓷高速磨削工件熱分配比存在一定的局限性。
通過磨削實驗和磨削理論推導出磨削時傳入工件磨削熱分配比為[8]
式中:由砂輪和工件組成的子系統中傳入工件的熱量比例Rws;Rwch是工件和磨屑組成的子系統中傳入工件熱量的比例。在工程陶瓷高速磨削中,它們與金剛石磨粒的熱導率和工程陶瓷工件的熱特性、砂輪磨粒參數包括砂輪表面單位面積有效磨粒數和磨粒頂面的有效接觸半徑、砂輪當量直徑、磨削參數包括砂輪線速度和磨削深度和工件進給速度、磨屑參數包括變形磨屑厚度和磨屑成屑區的剪切應變等有關;hf是磨削液的傳熱系數,對于沒有磨削液的干磨削hf=0;hw是工件的傳熱系數。
盡管由式(3)計算的工程陶瓷工件高速磨削熱分配比不需要測量磨削溫度,但由于其是普通磨削的工件熱分配比公式,沒有考慮工程陶瓷高速磨削溫度的實驗條件,其作為工程陶瓷高速磨削工件熱分配比公式的誤差較大,在工程陶瓷高速磨削溫度有限元仿真分析中存在20%左右的誤差。
1.1 工程陶瓷高速磨削溫度測量
在圖1的高速平面磨削實驗臺上[9],用鎳鉻絲和鎳硅絲人工熱電偶技術,試驗測量氧化鋁陶瓷和氧化鋯陶瓷的高速磨削溫度,表1是這兩種工程陶瓷的高速磨削溫度實驗方案,金剛石粒度為100#的樹脂結合劑砂輪,砂輪直徑為350 mm和砂輪磨削寬度為6 mm,金剛石砂輪的磨削線速度高達160 m/s;磨削大切深達0.5 mm。不加磨削液的干磨削實驗,磨削方式為逆磨。
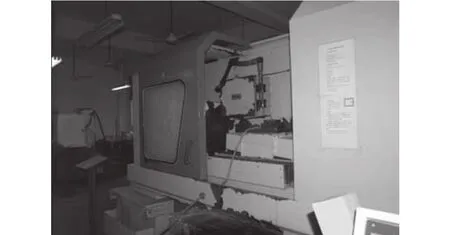
圖1 高速磨削試驗臺
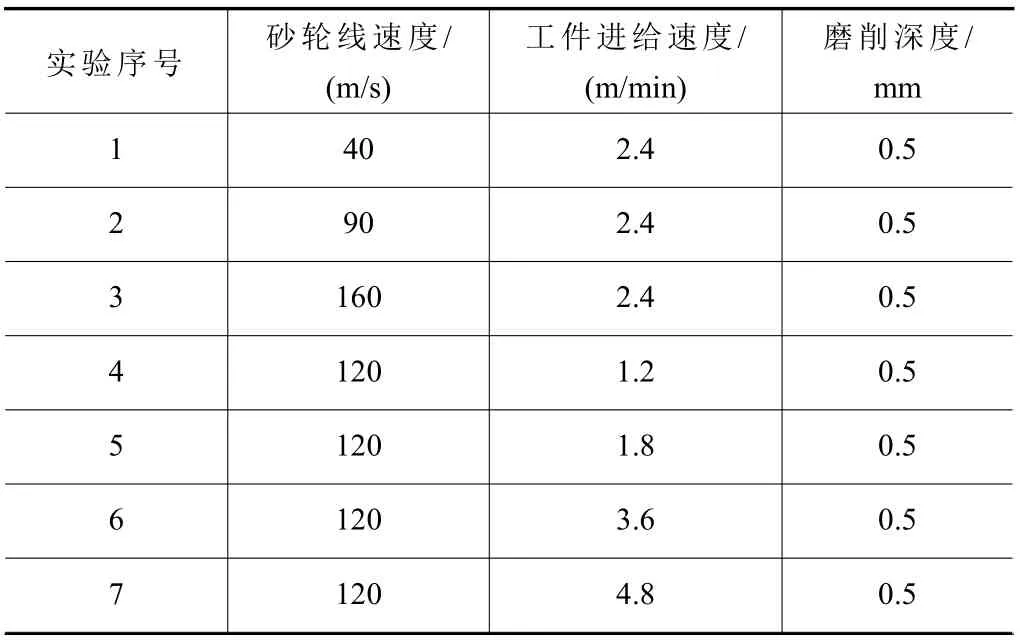
表1 陶瓷高速磨削實驗方案
如圖2為測量陶瓷磨削溫度的熱電偶結構示意圖,考慮到工程陶瓷本身絕緣,將鎳硅熱電偶絲和鎳鉻熱電偶絲夾在氧化鋁兩個工程陶瓷試件間,并用云母片隔開以絕緣這兩個熱電偶絲。圖2中左邊的氧化鋁陶瓷磨削了一個深度為0.2 mm的淺槽,可以把熱電偶絲壓入。再用環氧樹脂把熱電偶粘接在一起冷卻固化。磨削實驗前先要對熱電偶進行標定,即用電爐測量溫度與熱電勢的對應關系,即熱電偶標定曲線。磨削過程中,這鎳硅絲和鎳鉻絲因為磨削熱焊接在一起形成閉合回路,由于它們材料不同會產生磨削熱電勢差。通過測得的磨削熱電勢差,再把它與熱電偶標定曲線比較,即可得到工程陶瓷高速磨削區的磨削溫度。工程陶瓷高速磨削溫度測量結果在表2中。
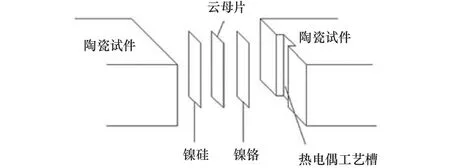
圖2 陶瓷磨削溫度熱電偶
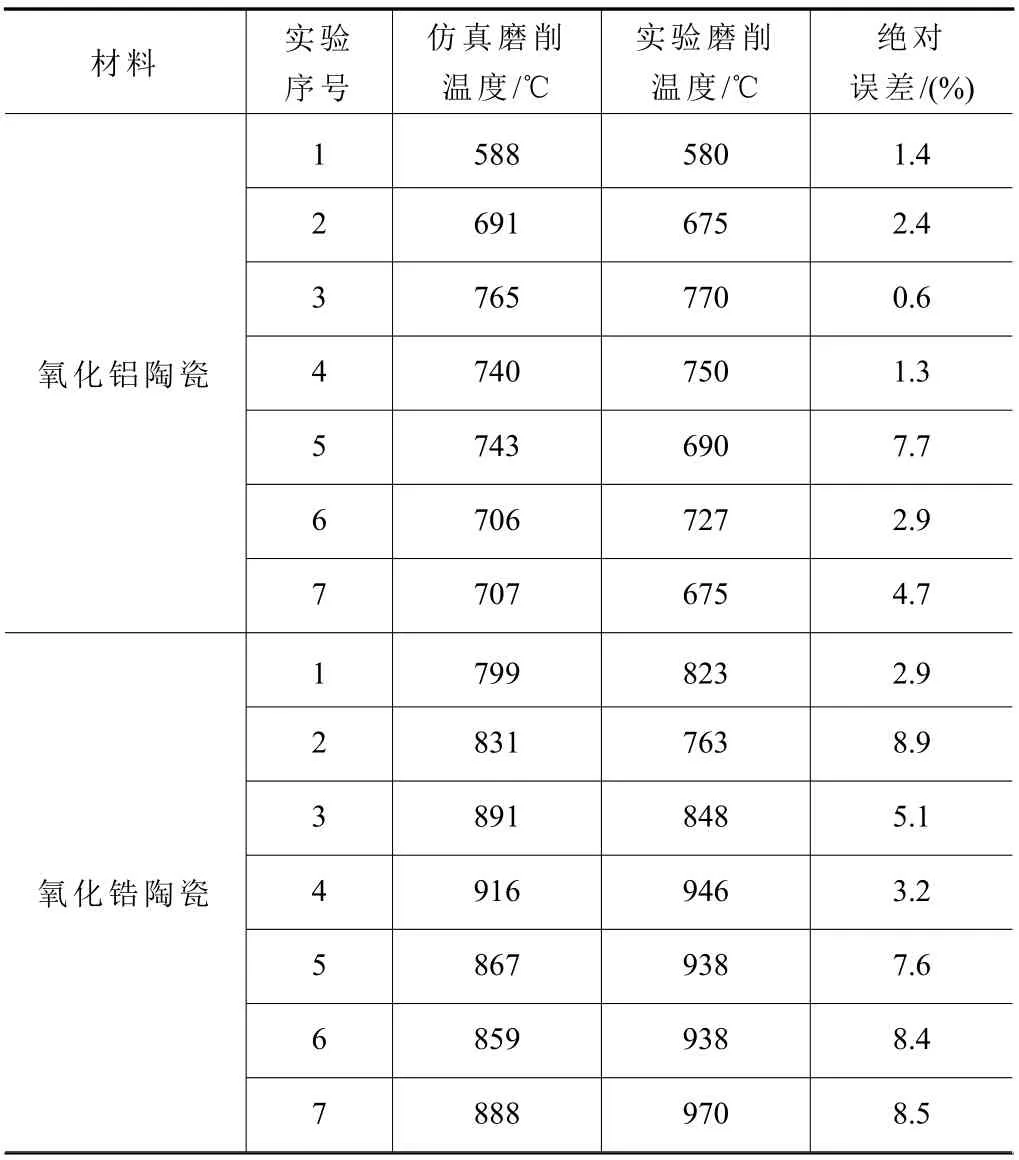
表2 陶瓷仿真高速磨削溫度精度
如圖3所示,是氧化鋁陶瓷磨削過程中測量的磨削溫度熱電偶熱電勢信號,圖3中橫坐標為磨削時間。可以看出,砂輪未進入磨削區前,由于氧化鋁的導熱性能很差,測得的熱電偶電勢差為0 mV;砂輪進入磨削熱電偶區后,熱電偶電勢信號在較短時間內增加至約24 mV,結合該熱電偶的標定曲線,此時的最高磨削溫度約為580 ℃;砂輪離開磨削熱電偶區后,測量的熱電偶熱電勢逐漸減小,熱電偶表面磨削溫度逐漸降低。
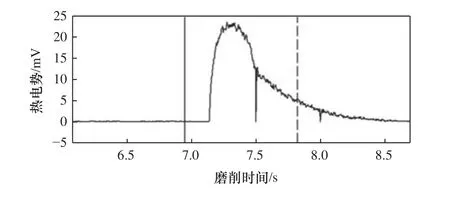
圖3 磨削溫度的熱電勢信號
1.2 工程陶瓷高速磨削熱分配比的精度
為了得到工程陶瓷高速磨削工件熱分配比,在少量幾次工程陶瓷高速磨削溫度實驗的基礎上,對工程陶瓷工件磨削熱分配比式(3)進行修正,建立工程陶瓷高速磨削工件熱分配比公式(4)。

式中:Rw為陶瓷工件高速磨削熱分配比;k為系數;R"w為式(3)的陶瓷工件磨削熱分配比;vs、vw、ap為砂輪線速度、工件進給速度、磨削深度;其余α、β、γ是指數。
應用熱電偶試驗測量的工程陶瓷高速磨削溫度,利用式(1)先計算工程陶瓷工件準確的高速磨削熱分配比,即式(4)左邊的Rw; 再利用式(4) 求得α、β、γ指數和常數k,得到工程陶瓷高速磨削工件熱分配比公式(4)。具體分析步驟是:
(1) 多元線性回歸式的建立
對式(4)兩邊取對數,建立多元回歸線性回歸方程,如式(5)。

令ln(Rw/)=y, lnk=b0,α=b1, β=b2, γ=b3,lnvs=x1, lnvw=x2, lnap=x3,則線性回歸式為

(2)數據處理
將工程陶瓷高速磨削溫度的實驗測量數據按多元線性回歸式進行處理,分別對砂輪線速度、進給速度和磨削深度,陶瓷工件高速磨削熱分配比與工件磨削熱分配比的比值取對數。
(3)最小二乘法線性回歸分析與處理
將處理過的數據導入Matlab軟件中進行回歸分析,可得回歸系數,然后求出對應參數即可得修正后的工程陶瓷工件高速磨削熱分配比的公式。氧化鋁和氧化鋯陶瓷高速磨削熱分配比分別是式(7)和式(8)。
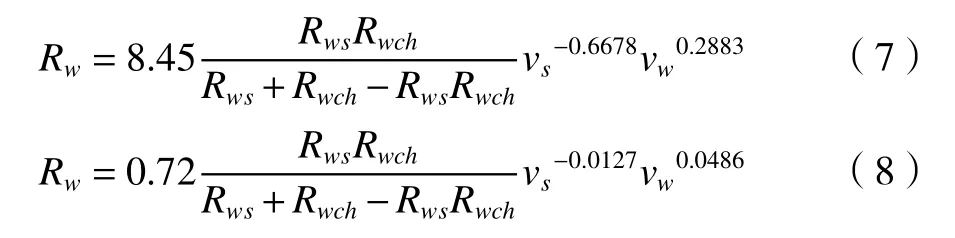
在表1的磨削實驗條件下,表3~4所示分別是氧化鋁和氧化鋯陶瓷工件高速磨削熱分配比式(7)和式(8)的計算結果,可知修正后的計算結果與基于磨削溫度實驗測量的工件磨削熱分配比公式(1)的誤差很小,所以應用高速磨削溫度實驗結果修正后的工程陶瓷高速磨削工件熱分配比公式的精度高。
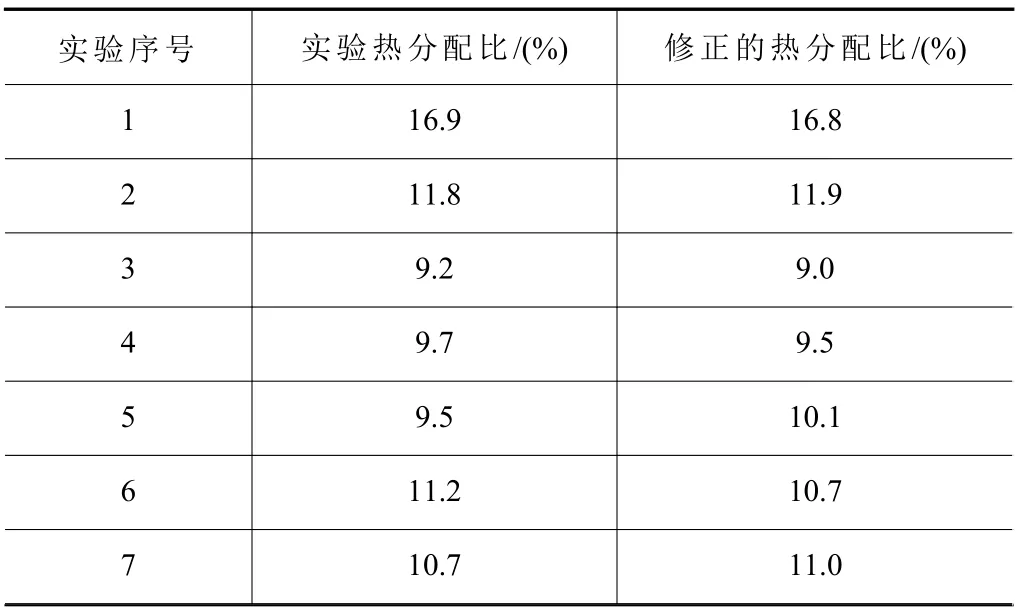
表3 氧化鋁高速磨削熱分配比
2 工程陶瓷高速磨削溫度有限元仿真
用熱電偶技術測量的工程陶瓷高速磨削溫度在表2中[9]。用修正后的工件高速磨削熱分配比公式,在ANSYS軟件中有限元仿真氧化鋁、氧化鋯陶瓷的高速磨削溫度[10],仿真高速磨削溫度結果和仿真磨削溫度與實驗磨削溫度的誤差也如表4所示。
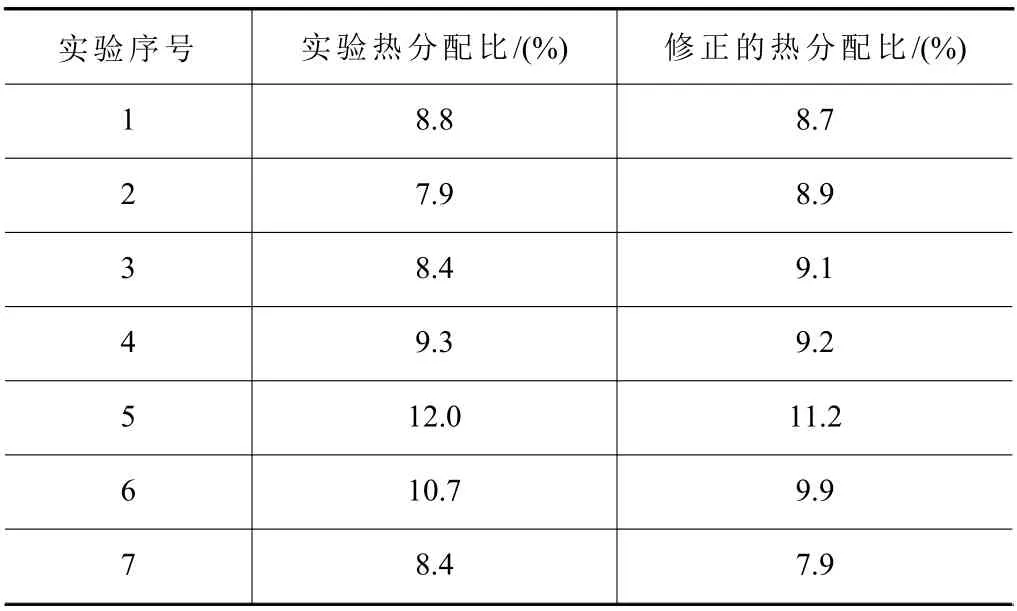
表4 氧化鋯高速磨削熱分配比
在工程陶瓷高速磨削工件上加載圓弧分布磨削熱源。定義工程陶瓷氧化鋁和氧化鋯材料的熱特性如熱傳導率、比熱容和密度。本文實驗研究的工程陶瓷工件為15 mm×6 mm×5 mm 的長方體,在 ANSYS有限元軟件中選擇有限元單元類型為SOLID70,有限元單元為長方體,單元數為38 640。
由表2和工程陶瓷高速磨削溫度有限元仿真分析可知,兩種工程陶瓷的有限元仿真高速磨削溫度與實驗測量磨削溫度的誤差控制在8.9%范圍內,所以有限元仿真工程陶瓷高速磨削溫度的誤差比原來20%左右的誤差有明顯降低,即精度明顯提高。應用該方法,工程陶瓷高速磨削溫度有限元分析的結果與實際實驗結論結果誤差較小,從而節省了工程陶瓷高速磨削溫度實驗的費用與時間,提高了工程陶瓷高速磨削溫度研究的效率。
由表1和表2中的第1~3組磨削溫度實驗結果可知,氧化鋁、氧化鋯陶瓷的高速磨削溫度均隨砂輪線速度的增加而升高,這是由于砂輪線速度增加,砂輪與陶瓷工件間的摩擦加劇,使工件表面溫度升高。由第4~7組實驗結果可知,工件進給速度對工程陶瓷磨削溫度的影響較小,且呈現波動性變化,因為進給速度增大,會使相同時間磨除的材料增多,磨削力增大,磨削溫度增加。但工件進給速度的增大同時使工件表面各點處于磨削區的時間減小,使工件表面磨削溫度有降低的趨勢,因此磨削溫度隨工件進給速度呈現波動性變化。
在前面研究提高工程陶瓷高速磨削熱分配比精度的基礎上,利用ANSYS有限元仿真軟件,在砂輪速度 160 m/s、工件速度 2.4 m/min、磨削深度 0.5 mm條件下,對工程陶瓷高速磨削溫度場進行有限元仿真分析。
分析氧化鋁陶瓷和氧化鋯陶瓷的有限元仿真高速磨削溫度場,可知由于陶瓷熱傳導率較低,氧化鋯磨削高溫集中在工件淺表層,高溫區較小,約為氧化鋁陶瓷的1/3,并且氧化鋯陶瓷表面最高磨削溫度為 923 ℃ 較高。
分析工件磨削區表面下的磨削溫度場情況,提取距離陶瓷工件磨削表面0 mm、0.125 mm、0.267 mm、0.426 mm、0.606 mm、0.810 mm、1.039 mm、1.298 mm、1.591 mm、1.921 mm、2.294 mm、2.714 mm及3.189 mm處的有限元仿真磨削溫度的數據,如圖4所示。
圖4中氧化鋁和氧化鋯在高速磨削過程中表面最高溫度都較高,分別達到769 ℃和923 ℃。隨距離工件表面層距離的增加,磨削溫度快速降低,氧化鋁在工件表層下3.189 mm磨削溫度降至35 ℃,而氧化鋯在工件表層下1.298 mm處降至34 ℃,這是因為氧化鋁的熱傳導率是氧化鋯的4.7倍,同時兩種陶瓷的導熱能力較差。圖4中兩條曲線的斜率即工程陶瓷高速磨削過程中沿工件表面深度方向的溫度梯度,氧化鋁和氧化鋯高速磨削過程中最大溫度梯度分別為 648 ℃/mm和 1 840 ℃/mm,因此,氧化鋯高速磨削時淺表層較高的溫度梯度會產生較大的熱拉應力。表面熱應力超過工程陶瓷自身斷裂極限值時可能出現磨削熱裂紋等缺陷,必須采取措施降低其高速磨削溫度表面層的梯度,例如使磨削液有效進入高速磨削區冷卻等。
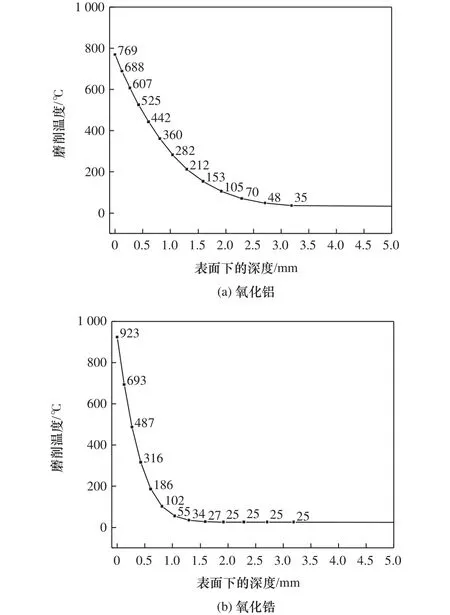
圖4 陶瓷表面層高速磨削溫度梯度
3 結語
在較少幾次磨削熱電偶溫度測量實驗的基礎上,得到了較高精度的工程陶瓷高速磨削工件磨削熱分配比公式,與基于實驗磨削溫度的工程陶瓷工件高速磨削熱分配比相比較,兩種工程陶瓷的有限元仿真高速磨削溫度與實驗測量磨削溫度的誤差控制在8.9%范圍內,兩者間的誤差較小。從而明顯提高了工程陶瓷高速磨削溫度場有限元仿真分析的精度,節省了工程陶瓷高速磨削溫度實驗研究的費用與時間,提高了工程陶瓷高速磨削溫度研究的效率。
有限元工程陶瓷高速磨削溫度場仿真分析表明,相比氧化鋁陶瓷,氧化鋯陶瓷高速磨削時淺表層內存在較高的溫度梯度,會產生較大的熱拉應力,可能導致產生磨削熱裂紋等加工缺陷。
猜你喜歡
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
機械工程師(2015年10期)2015-02-02 01:14:03
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34
