大型多功用、高性能、智能化真空感應熔煉裝備設計
2022-12-01 03:15:54桂大興孫寶德董安平
中國鑄造裝備與技術 2022年6期
桂大興,孫寶德,董安平
(1.上海鑫藍海自動化科技有限公司,上海 201203;2.上海交通大學 材料科學與工程學院,上海 200240)
0 前言
真空感應熔煉是在高真空環境下經中頻電源對銅制線圈通電產生強大磁場形成渦電流,對固態金屬進行感應加熱而熔煉的一種特種冶煉技術[1-3]。得益于真空感應熔煉技術良好的真空氣氛,可以在熔煉過程中將鎳基高溫合金中氧、氮有效去除,因此真空感應熔煉技術成為目前生產高性能高溫合金的主要方法[4-7],并在全球得到廣泛應用。近年來,受下游各業對高端材料的需求增長的影響,國內真空感應熔煉技術得到快速發展[8-12]。
由于傳統冶金行業的產業升級以及特冶高端材料的旺盛需求,真空感應熔煉裝備逐漸向“大型化、多功用、高性能、智能化”發展。上海鑫藍海公司已經為寶武集團寶武特冶、鞍鋼集團長城特鋼和中航上大等業內知名企業提供了大噸位(6t 以上)的真空感應熔煉爐,主要用于研發和制備變形高溫合金和高溫母合金等高端特殊材料。中大型高端真空感應熔煉爐一定是集研發與生產、數字智能化、覆蓋兼容廣和安全保障于一體的成套裝備。多功用、高性能和智能化是大型真空熔煉裝備技術設計的根本點和出發點。做到這些才能與國外先進的特冶裝備相媲美,才能走到世界真空冶煉技術的前列。
1 真空感應熔煉裝備詳細設計
1.1 真空感應熔煉爐概述
真空感應熔煉爐,英文Vacuum Induction Melting furnace,國際行業簡稱VIM。主要用于冶煉精密合金、電磁材料、合金鋼與高溫合金材料。在真空環境下進行熔煉更容易降低或去除金屬中的氮、氫、氧和碳等不利元素,調整合金元素等化學成分,從而提高材料的韌性、疲勞強度、耐腐蝕性能、高溫蠕變性能以及磁性合金的磁導率等多種性能。按照爐子結構來劃分,真空感應爐分為周期式和半連續式兩種,按照生產的產品來劃分,真空感應爐分為變形合金熔煉爐和高溫母合金熔煉爐。
1.2 大型真空感應爐的工藝布局結構形式
大型真空感應爐通常都采用半連續式設計,實現24h 全天候不間斷生產。在國外,高溫母合金采用專業化爐,3t 爐就已經很大,在國內也有采用母合金專用爐,有的采用一爐多用真空熔煉爐,既可以進行變形熔煉又可以高溫母合金熔煉。母合金一般直徑在70mm~120mm 之間,高度不超過1400mm,相對尺寸不大,但是鋼錠數量較多。母合金真空熔煉爐最先進的是采用定點澆鑄工藝,相較于分流盤澆鑄更加精準和干凈,減少熱態鋼水與耐材接觸。母合金專用爐在澆鑄過程中,實時控制坩堝的前進位移和傾翻角度。大型變形熔煉真空爐或一體化真空爐結構形式比較龐大,功能多而集中,生產兼容性較好,適應范圍廣,相對靈活。如6tVIM錠型覆蓋面就很廣,可以生產單支鋼錠重量種類多,500kg 到6t 不等,高度也可調整,從2m 到4.5m 全覆蓋。圖1 為大型高溫合金專用真空熔煉爐(3t)工藝布局圖,占用面積一般20m×18m;圖2 為大型真空感應熔煉爐或一體化爐(6t)工藝布局圖,占地面積一般28m×24m。
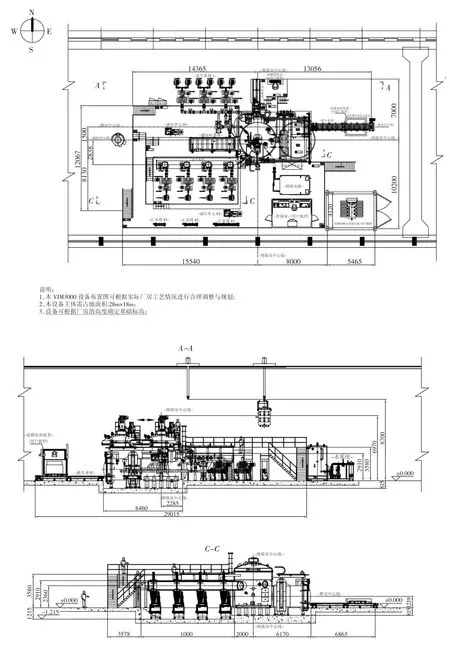
圖1 VIM3000 真空感應爐工藝布置(高溫母合金專用爐)
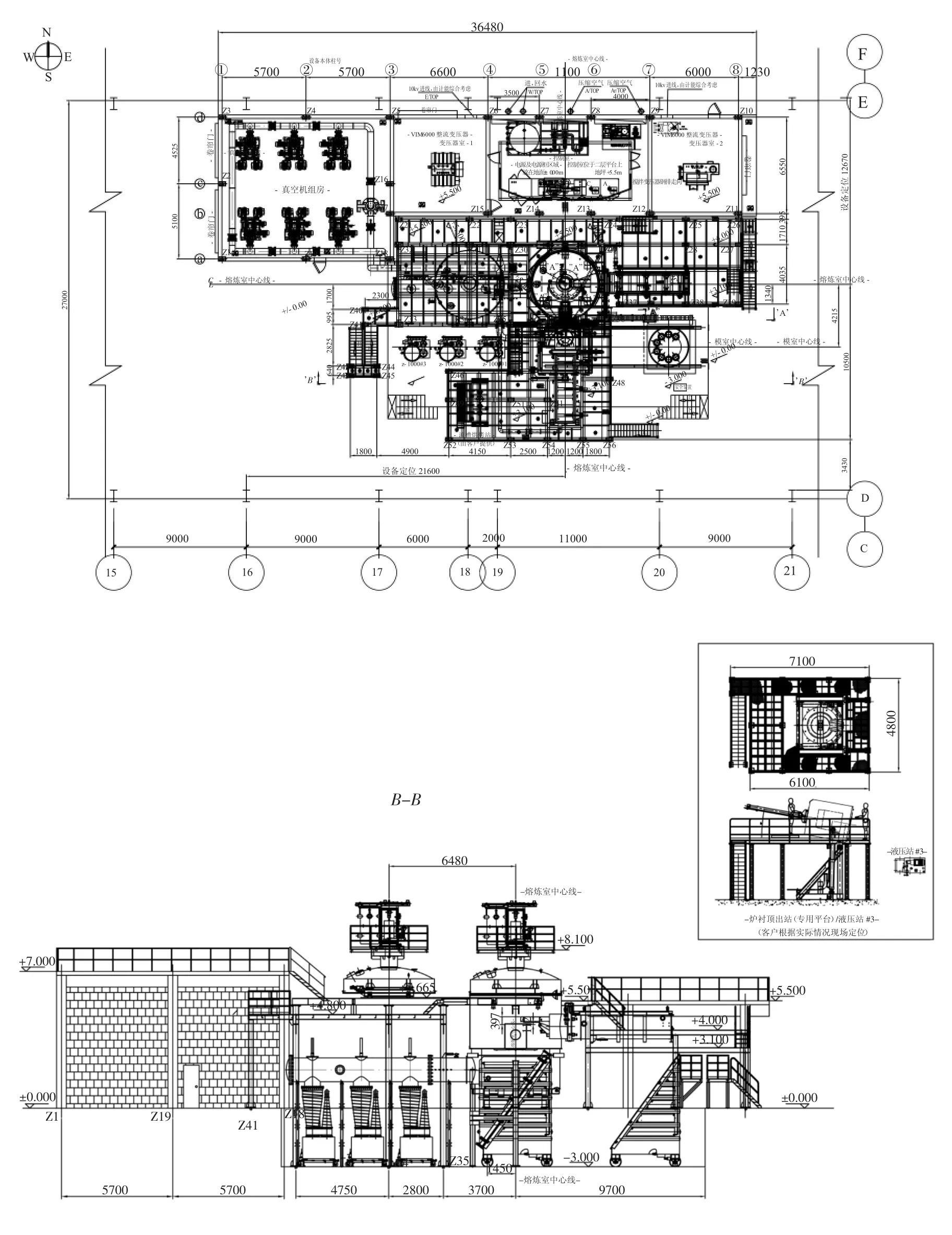
圖2 VIM6000 真空感應爐工藝布置(變形熔煉或多用爐)
大型真空感應熔煉爐屬于典型的非標定制化設計,因地制宜,根據熔煉工藝量身打造,形式和結構也豐富多樣化。主要由真空獲得系統、電源和熔煉系統、冷卻水系統、液壓系統、氣動系統、電氣控制系統、加料(上加料+側加料)系統、測溫(浸入式+紅外線)與取樣系統、視窗與攝像系統、翻爐澆鑄裝置、流槽澆鑄系統、短網裝置等組成。
1.3 真空獲得系統的設計
真空系統是真空熔煉裝備的重要單元,大型多功能真空感應熔煉爐真空系統的設計相對較龐大而復雜,根據工藝路線進行定制化設計。真空系統主要包括真空機組、真空管路、真空閥門、流量變送器、真空過濾系統、真空壓力傳感器、溫度傳感器、安全裝置、除塵系統、軟連接等單元。真空機組的配置是根據用戶工藝指標進行設計的。VIM真空系統是由三級泵組成的,分別是機械泵、羅茨泵和油擴散(增壓)泵。真空系統的主要參數是極限真空度和壓升率或漏率。極限真空度主要用來衡量真空腔室的制作焊接水平,該指標一般取0.07Pa~0.1Pa,考核極限真空度是不受抽氣時間的限制,只要真空計表征顯示出來即可。壓升率或漏率的單位分別是Pa/h 和Pa.L/s,該指標主要考核各種密封連接(動密封和靜密封)的可靠性,通常取(1~3)Pa/h 或(30~50)Pa.L/s。習慣上采用壓升率來進行檢測腔室,在規定的時間內進行抽氣和保壓試驗。以6t 大型真空感應熔煉爐為例,真空設計條件:熔煉室抽氣速率30min 內達到0.1Pa,工作真空度1Pa;鑄模室抽氣速率是20min 內達到5Pa;加料室抽氣速率是5min 內達到5Pa。真空獲得機組的配置:熔煉室高真空配置3 臺EDWARDS 系列30B5M 油增壓泵,單臺抽氣速率12500L/s,1 臺ZIP-2500 羅茨泵和1 臺ZJP-600羅茨泵,2 臺前級2-H150D 機械泵;低真空配3 臺ZIP-2500 羅茨泵和3 臺ZJP-600 羅茨泵,6 臺前級2-H150D 機械泵。6tVIM為例說明真空系統的設計,原理圖如圖3 所示。
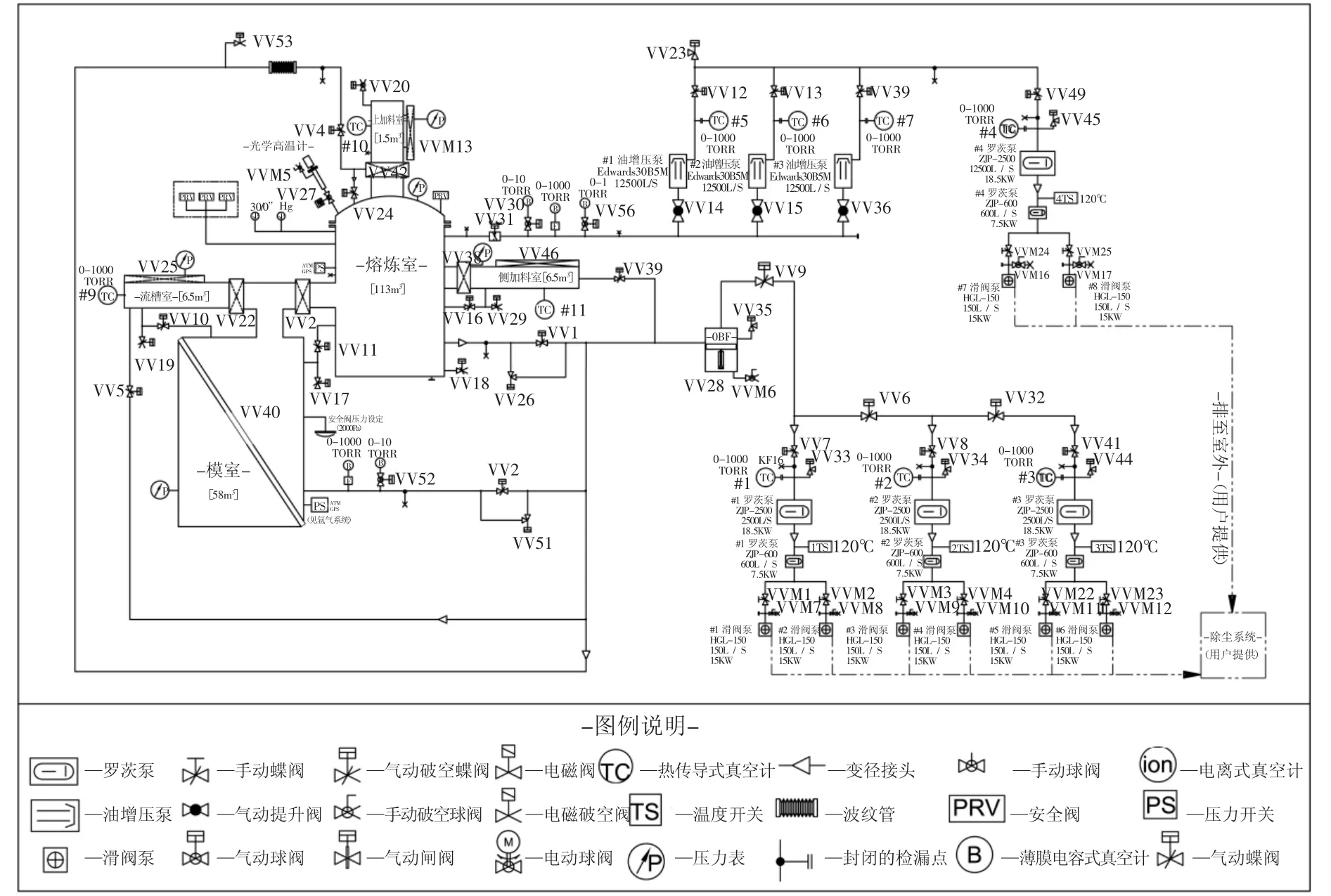
圖3 VIM6000 真空獲得系統原理示意
1.4 冷卻水系統設計(設備水系統和電源水系統)
VIM爐熔煉和澆鑄全流程工藝都是在真空和高溫環境下不間斷進行的。一方面由于在熔煉過程中,爐內環境溫度較高,大型坩堝口徑大而散熱面積較大,導致熱輻射強烈,需要及時對真空腔室和一些元器件進行水冷處理,確保設備運行安全;另一方面在澆鑄凝固過程中,金屬從液態到結晶放出大量的熱量,需要對腔室和錠模進行冷卻。熔煉電源和感應線圈系統,也需要去離子水對電氣元器件進行水冷處理,這是一個獨立的水冷系統。電源是由整流單元、攪拌單元、電容站和輸出單元等模塊組成,感應線圈內需要冷卻的有銅線圈感應器、磁軛、法拉第環和水冷電纜,但是大噸位真空感應熔煉爐磁軛可以做成干式,無需水冷,這樣能夠減少泄漏風險,同時提高效能。真空感應爐水系統設計方式有二,一是采用開式水循環,即設備水冷系統是由用戶戶外冷卻塔直接給設備供水;二是采用閉式水循環系統,即在室內通過集水箱給設備供水,形成閉式水路循環。設備水系統如圖4,電源水系統如圖5。
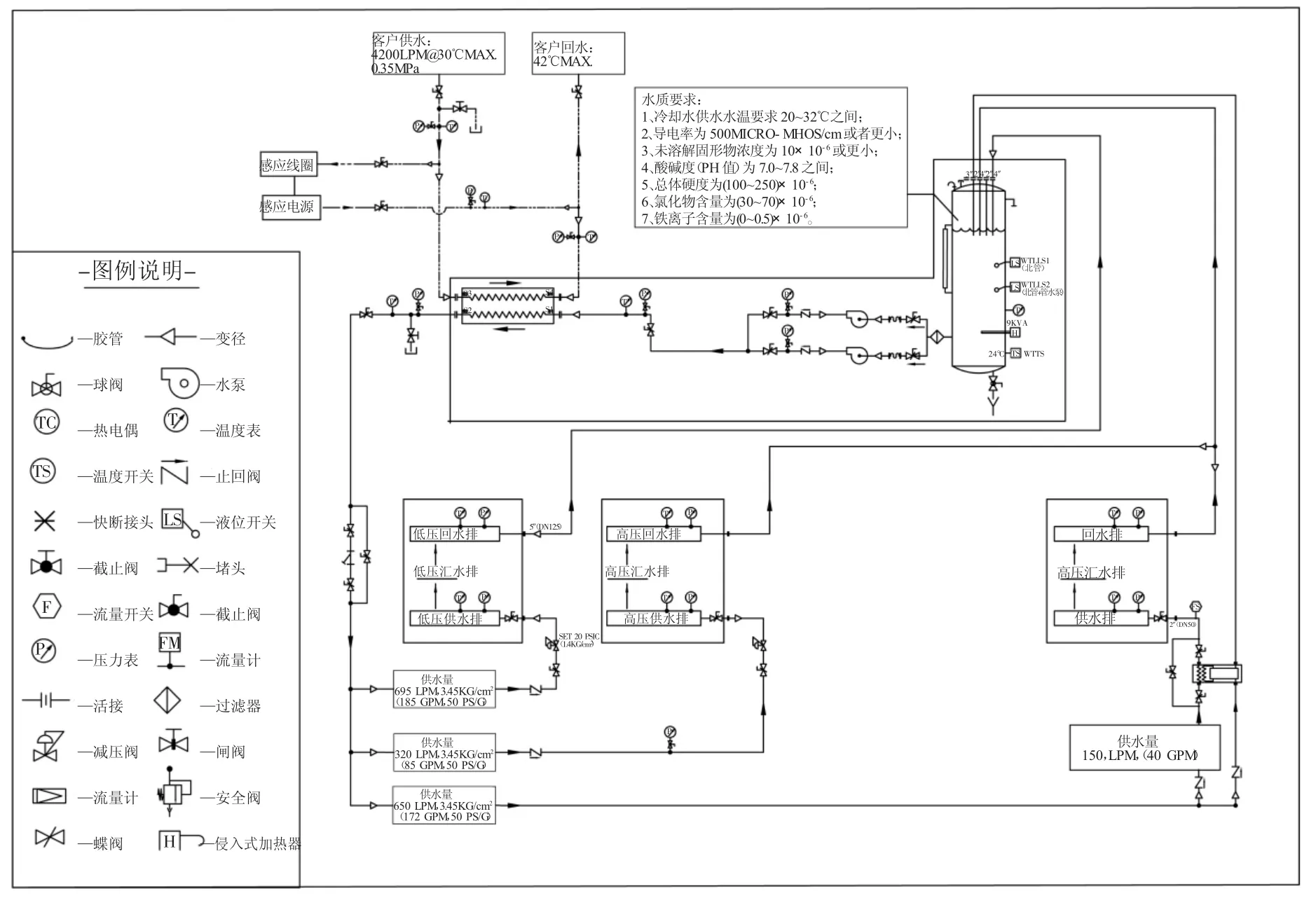
圖4 設備冷卻水系統(閉式)原理圖示意
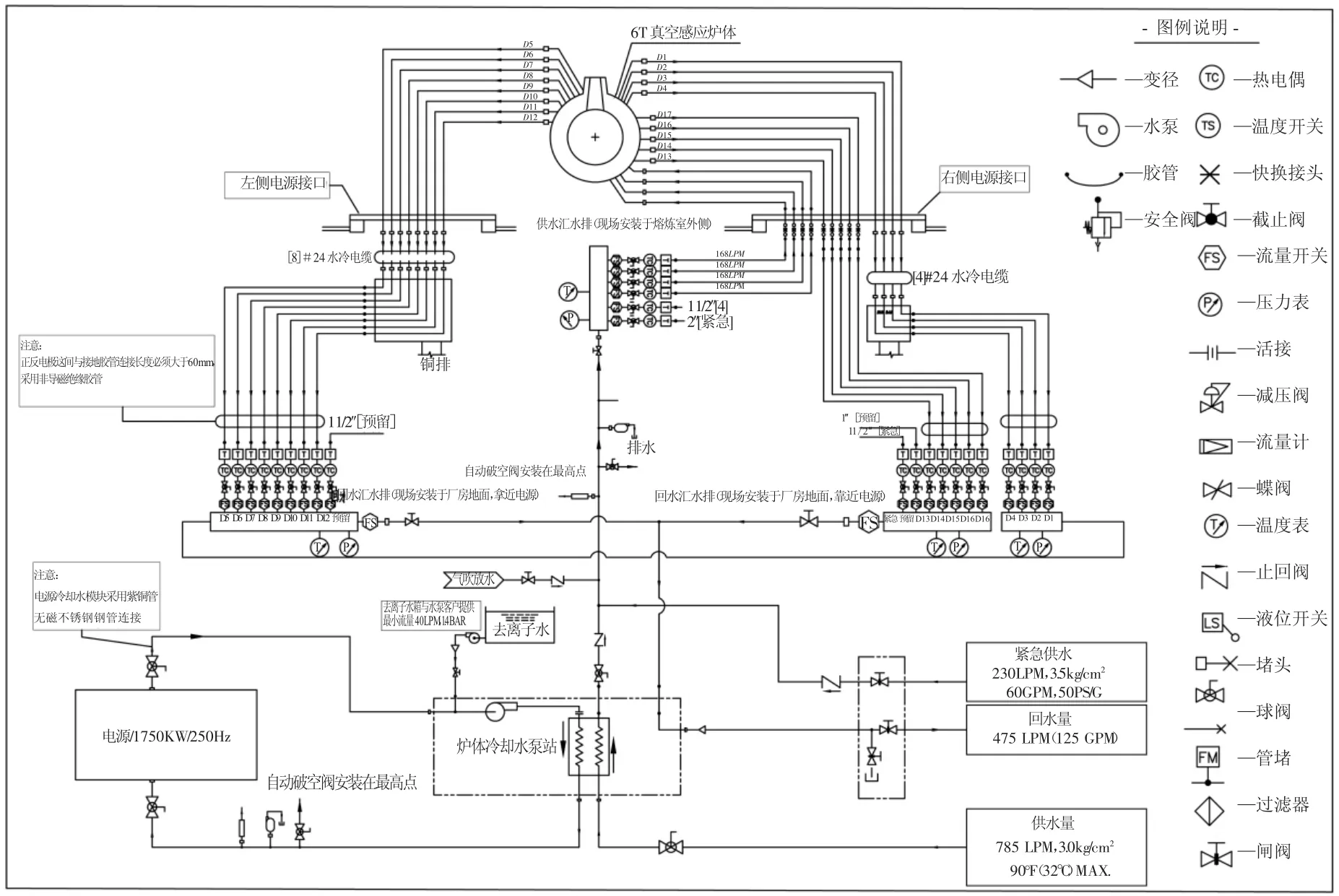
圖5 電源冷卻水系統原理圖示意
1.5 氣動系統設計
氣動系統主要是針對各種執行機構的動力驅動。如真空閥門和安全閥門的啟閉、氣缸活塞桿的運動,機械結構的傳動等。氣動系統是由氣源(介質、壓力和流量)、蓄能器(空氣罐,100L)、氣動三聯件(調壓、干燥、過濾)、集氣匯流排、球閥、消音器等元件組成。控制原理見圖6。
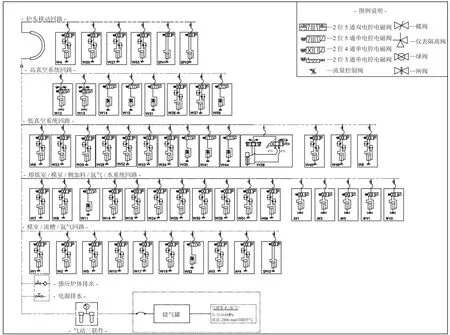
圖6 氣動系統原理圖示意
1.6 液壓系統設計
大型多功用真空熔煉爐液壓系統很龐大,管線覆蓋面積廣,閥組多,執行點數多。以6tVIM為例,液壓系統分三個獨立的液壓單元來設計,也就是三個液壓站及其閥組。用于所有(除傾翻油缸外)執行機構(液壓缸和液壓馬達)的動作,稱為1號液壓單元;用于傾翻澆鑄,確保澆鑄安全,稱為2 號液壓單元;用于打爐襯或爐外烘烤站,稱為3號液壓單元。1 號液壓單元最大,油箱體積800L,采用雙泵雙電機,一用一備,系統工作壓力設計值8MPa~12MPa,極限壓力按24MPa 設計。2 號液壓單元,油箱體積300L,采用雙泵雙電機,一用一備,系統工作壓力設計值8MPa~12MPa,極限壓力按24MPa 設計。2 號液壓單元是專門用來熔煉和澆鑄,熔煉時,通過后傾水平油缸進行搖爐,避免材料熔化搭橋,澆鑄時,傾翻油缸前傾進行鋼水澆鑄,傾翻油缸配置保險閥,防止軟管爆裂引起事故,此處保險閥必須安裝在油缸進油口。值得注意的是,傾翻油缸采用單向無桿腔作用和有桿腔自重回落結構設計,即在遠程或本地澆鑄時,油缸進油通過液壓比例閥控制坩堝傾翻的速度和方向,澆鑄完成后液壓缸靠坩堝自重回落至熔煉位置。所以,傾翻油缸回油管線是無油的,回油管必須接到油箱T1 口,即液面之上,回油管排氣。3 號液壓單元,油箱體積300L,采用單泵單電機,此系統使用頻率不高且是單獨控制,主要作用就是爐襯頂出和打制,或離線初步烘烤。
1.7 熔煉及其坩堝傾翻澆鑄裝置設計
熔煉及其坩堝傾翻澆鑄裝置由液壓傾翻機構、位置檢測裝置(角度計)、短網系統(電源接口裝置)和熔煉坩堝裝置組成。傾翻機構用于熔煉與澆鑄,在熔煉狀態,可以搖爐防止原材料搭橋,在澆鑄時實現爐體快慢速傾翻,在人機界面HMI 上實時顯示坩堝位置和角度,有利于遠程澆鑄,位置顯示和攝像視頻雙重確認保障設備安全。傾翻角度檢測裝置(角度計)正常安裝在傾翻回轉軸上,與傾翻隨動。坩堝傾翻角度設計范圍一般-10°~+100°,傾翻前端口的設計最大限度減少金屬熔液流動的位移,保證鋼液流向錠模,從而實現定點澆鑄。由于大噸位坩堝,澆鑄時間較長,以免溫度損失較大,傾翻澆鑄時可以選擇帶電模式,對鋼水進行適度溫度補償。爐內短網設計至關重要,大噸位坩堝通常采用雙側進出線,根據攪拌形式不同水冷電纜數量亦不同,三相攪拌時水冷電纜設計數量是3 的倍數,單相攪拌時水冷電纜設計數量是2 的倍數。真空熔煉爐熔煉電壓小于600V,通常有575V 和460V。爐內所有短網需要做真空絕緣處理,進行輝光放電測試。
大爐型真空爐通常配置兩個或多個坩堝,坩堝大小可以按不同規格,坩堝之間能夠快速進行互換,便于生產靈活調度,充分提高設備的利用率。“一爐多用,一機多爐”。6t 真空爐也可配置500kg、3t 等規格坩堝,材料研發和生產于一爐,減少設備投入成本。大型真空爐采用兼容性設計,更換坩堝即可以生產高溫鉬合金,也可以變形熔煉。坩堝漏鋼檢測和接地系統是大家非常重視的。直流注入式漏爐報警是最流行的設計方法,測量爐襯與感應線圈之間的電阻值,設定安全阻值后,計算機會實時預警并切斷電源。一個接地/滲漏探測器來檢測坩堝的安全,連續監測“接地/滲漏”的探測系統配有指示燈、毫安表、靈敏度可調控制器和試驗電路用的按鈕等。熔融金屬通過爐底接地探針與大地連接,確保鋼水接地以免危險。本裝置會在如下四種情況時做出顯示,并切斷主電源。
(1)爐襯過薄或龜裂,直流注入式保護。
(2)金屬熔液滲過爐襯到爐子線圈,直流注入式保護。
(3)爐襯過于潮濕,直流注入式保護。
(4)爐子或電源系統接地不良,直流注入式保護。熔煉及其坩堝傾翻澆鑄裝置外形結構如圖7。

圖7 熔煉及其坩堝傾翻裝置
1.8 電源系統(熔煉+攪拌)設計
電源系統包括整流與逆變模塊、電容站、輸出隔離變壓器和攪拌系統。以6tVIM為例,1600kW~2000kW,200Hz~300Hz 單相輸出固態中頻電源,由2200kVA,3 相,50Hz 輸入變壓器供電。熔煉電源在熔煉階段(不含攪拌)滿功率運行時能保證大于0.9 的功率因素。穩定可靠的電源系統,要求在空載、輕載、重載情況下都能可靠、平穩起動。高次諧波分量少,減少對電網的影響。系統須具有頻率自動跟蹤的功能,在熔化的全過程中始終保持實時最大功率輸出,熔化速度通過選擇功率控制。具有完備的保護電路安全連鎖報警系統,工作可靠性高。
為了提高合金錠的內在質量,便于鋼液充分脫氣和合金均勻化,大型真空感應爐熔煉電源需要攪拌功能。電磁攪拌是最流行的設計,國內外都習慣用電磁攪拌的模式。電磁攪拌有三相工頻攪拌和單相攪拌(UDS),三相工頻攪拌技術非常成熟,容量適應性好,可以適用小爐型,更適應大爐型;UDS 技術是由美國發明的,屬于一項新技術,但市場接受率較低和攪拌優勢不明顯,更適合小爐型攪拌,UDS 技術還需要有待改進,但制造成本較低。6t 以上的真空感應爐目前為止都采用三相工頻攪拌。三相工頻攪拌的感應線圈是3 組,UDS攪拌的感應線圈是2 組(美國Inductotherm 公司采用2 組)或3 組(美國AJAX 公司采用2 組或3組),2 組見多。線圈電磁攪拌示意如圖8。
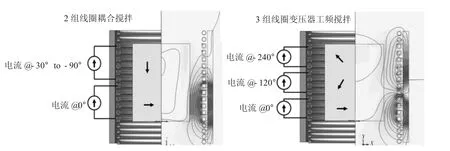
圖8 電磁攪拌仿真效果圖(左2 組,右3 組)
1.9 加料裝置(上加料+振動側加料)設計
大噸位真空熔煉爐一般配置上加料和振動側加料兩種加料方式,以提高效率,降低勞動強度,增強生產靈活性,上加料主要用于大塊長料和返回大料等,振動側加料裝置一次加料可以2t~3t,料形尺寸一般在300mm×300mm×300mm 以內,效率非常高,解放了勞動力。上加料與浸入式測溫裝置兼容多功能合并設計,見測溫裝置詳細描述。
為了提高生產效率和降低勞動強度,增加側加料系統是行之有效的,振動側加料系統不僅可以實現大坯料的加料,而且能夠連續、有序、可控地進行合金加料。側加料室內置振動落料槽,由驅動裝置穿過隔離閥進入到熔煉室并定位在感應爐體上方。通過磁線圈進行電磁振動,振幅可調節。加料室密封蓋開放式設計,便于加料和合金工藝布局,真空密封圈設有金屬罩以防止加料時損壞密封。在側加料室尾部設置一個直徑100mm 的觀察窗,意外情況下觀察料倉是否回到原位。
振動側加料具有以下優勢:
(1)可更快的加入大部分返回料以及新料(如鎳板、棒料及碎屑料)。
(2)開放式結構設計可以實現10min 內裝載,實現更高的產量。
(3)加料速度可控,可以根據熔速調整加料速度,從而幫助提高熔煉速度。
(4)減少出現搭橋的風險,保證加料過程安全性。
(5)采用多套加料系統,加料靈活,保證設備使用過程更高的可靠性。
振動側加料如圖9 所示。

圖9 振動側加料裝置
1.10 測溫與取樣裝置設計
測溫裝置與上加料是兼容式設計,上加料室內集成了裝料、測溫和取樣多功能于一體,位于熔煉室頂部,是一個獨立的腔體,由擺動隔離閥與熔煉室隔開,包括了一個用于進出加料室裝載料桶的懸臂托架。腔體內的裝料、測溫計、取樣組件由變頻電機驅動,可以快慢調速,通過位置傳感器來實現精確定位。上加料室吊鉤裝有高強防脫鉤裝置。裝料時料桶經行車調運至懸臂托架上并旋轉至腔體內,料桶吊環與提升機構實現上下運動,料筒底部設計成“葉瓣型”,當遇高溫可以自動打開料筒底部“葉瓣”,從而將材料加入到熔池中。測溫和取樣也是借用加料機構實現此功能。
測溫裝置同時采用浸入式熱電偶和遠紅外光學測溫兩種形式,相互校準,隨時采集溫度數據。浸入式熱電偶裝置是運用變頻電機驅動測溫桿組件,熱電偶桿內置二合一(測溫或取樣)B 型鉑銠絲探測器。熱電偶測溫裝置的升降采用手動和自動兩種方式,自動方式時,測溫桿的下降速度先快速,在靠近金屬液時轉為慢速,可以根據工藝要求調整運行速度。
光學高溫計裝置,即雙色光學高溫計(溫度范圍700~1800℃),固定在測溫室頂上,隨時打開氣動隔離閥實現測溫。
浸入式熱電偶的定位裝置確保其不會擋住光學高溫計與鋼液熔池的視線,從而使光學高溫計能夠手動與浸入式熱電偶相校準。完成校準后,兩者之間最大偏差±5℃。具備光學測溫觀察鏡片吹氬除塵功能,保證長期測溫準確性。安裝氣動隔離閥,在不破真空的情況下快速更換光學測溫計觀測窗。浸入式熱電偶測溫和雙色光學高溫計測溫兩套裝置,光學高溫計用于合金熔煉過程中的溫度控制和記錄,熱電偶測溫用于合金澆注溫度的控制、測定和記錄。兩套測溫系統可同時使用并互不干涉。上加料、浸入式測溫和取樣裝置巧妙集成設計,集多功能于一身,減少操作繁瑣,便于維護。上加料、測溫與取樣裝置見圖10 所示。
圖10 測溫與取樣(上加料)裝置
1.11 流槽系統設計
流槽系統是真空感應爐澆鑄系統最重要的一環。流槽設計千變萬化,因工藝、材料和產品不同而異。流槽形式有短流槽(≤900mm)和長流槽(一般小于2800mm),短流槽一般用于高溫母合金的制備和小型真空爐,長流槽基本上適合于大噸位真空爐(大于3t)。為了不影響熔煉室的真空環境,單獨設置了一個真空腔體便于熱流槽放置于轉運,驅動機構通過位移編碼器準確定位熱流槽在爐體前的澆鑄位置。流槽設計適用于底部澆注和頂部澆注。流槽室中間包上方配備多片旋轉玻璃的觀察窗和照明,用于觀察澆注,配備高清攝像頭,在控制室進行遠程澆鑄操作。
一般情況下,短流槽有利于澆鑄質量,減少溫降和耐材接觸污染。但是,受真空爐結構和鑄錠尺寸等因素,大爐型真空爐一般流槽都在2m 以上,控制在2.8m 以內較好。
短流槽設計的優勢:
(1)采用短流槽設計實現更低的過熱度,有效減少夾雜物的生成和受耐材污染。
(2)短流槽結構減少耐材用量和減少加熱能耗,長期來說降低生產成本。
(3)短流槽結構可以加快裝入時間和縮短抽空時間,從而減少熱量損失,進一步降低所需的過熱度即可防止出現凍鋼。
(4)爐體傾翻澆注方向與流槽方向一致,增強鋼水流速,減少噴濺與損耗,且澆注速度更快。
短流槽與長流槽澆鑄對比見圖11、12。

圖11 短流槽澆鑄設計

圖12 長流槽澆鑄設計
1.12 PLC 控制和HMI 人機交互系統
真空感應熔煉爐自動化、智能化控制系統是由上位機(HMI)和下位機(PLC)兩部分組成。大型真空感應爐采用兩套(一用一備)在線控制。上位機采用PC 機的人機界面控制和數據采集的集成控制系統。PC 機實時并連續記錄時間、溫度、真空度、功率等與工藝相關的參數,并將記錄內容以不同的文件格式(如word、excel、圖表)輸出或打印。下位機PLC 可以與個人電腦或企業局域網絡進行連接(提供必要的硬件和軟件)。下位機采用西門子品牌SIMATIC S7-1500 系列的PLC 系統作為控制接口、信號處理和邏輯控制的單元。PLC 系統運維可設置為手動、自動和維修模式。程序控制、記錄等功能切換操作簡便,相應保護和明顯的顯示功能,避免誤操作。手動程序和自動程序配備一鍵切換選擇開關,為了數據安全,更改配方工藝設置有權限密碼功能,更改前需要輸入相應權限密碼。溫度、真空度監控曲線均為自動監控,無需人為控制,顯示或隱藏監控曲線,方便操作員監控和判斷生產過程數據情況。自動狀態下,一鍵啟動自動抽真空。軟件能同時存儲不同零件的工藝參數,啟用密碼鎖定。控制系統設置不同層級的賬號權限,如操作人員、工藝人員和管理人員等,保證不同權限人員對設備進行監控管理,保障數據安全。操作者通過軟件系統實現設備操作控制、設備狀態和工藝參數監控、工藝程序編制等。設備具備故障分析和監測功能。
計算機過程監控和數據自動化控制如下:
(1)熔煉過程控制;(2)澆鑄過程控制;(3)真空壓力控制;(4)惰性氣體控制;(5)液壓系統控制;(6)冷卻水系統控制;(7)數據的采集和設定;(8)故障顯示、報警等;(9)自動進行抽空以及泄漏率檢查。
計算機上位機HMI 控制如下,如圖13 所示。
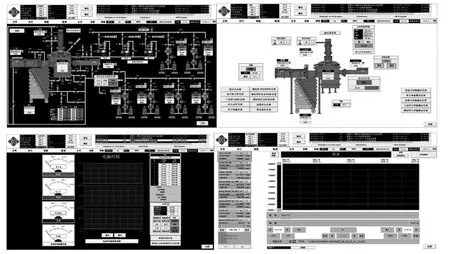
圖13 HMI 自動控制系統
(1)主界面
主要顯示爐體的狀態,查看各個限位開關處在的位置(鑄錠室爐門)、壓力、真空泵狀態、電源供電狀態、熔煉溫度等狀態信息。在主屏幕中通過按鈕來操作真空泵組,熔煉室在自動抽空模式下運轉時,高真空系統正常在設定壓力(15Pa 或以下)自動啟動,也可以手動通過初級真空泵組來啟動抽空,真空閥和真空泵啟動的先后順序進行條件聯鎖控制,若操作順序有誤,系統會進行保護并提示。
(2)真空控制界面
真空控制界面屏顯示所有真空腔體和系統壓力,PLC 系統按自動順序對每個腔體進行泄漏率檢測,并記錄最新一次的泄漏率數值。
(3)液壓控制界面
液壓控制屏顯示液壓泵的工作狀態,顯示現場的運行信息,主要包括液位、油溫和流體加熱器是否開啟等。
(4)水系統控制界面
水系統控制高、低壓匯水排全部循環水路,顯示每個回路的流量、溫度和壓力。
(5)熔煉電源控制
熔煉電源控制屏實時顯示和控制電流、電壓、頻率及功率等信息,遠程操作電源熔煉功能。設置熔化功率曲線,電源系統按照預先設定的功率曲線自動給定。
另外還有惰性氣體(氬氣)控制界面、報警和歷史記錄以及工藝曲線生成圖。
主要用于工藝數據分析,記錄的數據生成相應的曲線,從而追溯工藝數據。
2 大型真空感應熔煉裝備技術的發展趨勢分析
真空感應熔煉裝備技術伴隨材料新工藝、工業基礎與計算機技術的發展而不斷走向自動化、數字化和智能化。在歐美,高端材料一度受軍工需求帶動,加之工業配套基礎完備,真空熔煉技術發展迅速且盛行。上世紀70 年代,中國從英國Inductotherm 曾經引進了3 臺1.5t 真空爐,其中一臺至今仍放置在長城特鋼公司,現在看來這臺設備還是比較落后的,沒有任何自動化控制。自從90年代工業計算機在美國問世,各行各業經過30 年的發展至今,已發生翻天覆地的變化,幾乎所有領域都離不開計算機,計算機控制技術成為各行各業的發展基石,真空熔煉裝備也不例外。特別是近10 年來,真空熔煉裝備技術也突飛猛進,基本3~5年就有大的技術變化,其中計算機控制軟件、數據庫技術、模擬與仿真孿生技術和工廠MES 系統無紙化等,大型熔煉裝備正向智能化方向前行。
隨著我國航空航天和國防軍工等核心競爭力領域的發展,高端材料的研發及其相繼產業化,傳統鋼鐵冶金的全面迭代升級,“雙碳”環保節能政策的推行,國外先進冶金技術的借鑒,這些因素直接加速真空感應熔煉工藝技術在我國冶金工業中占有主導地位。
近些年,我國真空感應熔煉爐的市場需求量日益增大,特別是大型化的真空熔煉裝備逐年增多,噸位規格從6t~30t 不等。大型真空爐在世界范圍內的保有量還是較大的,日本現在最大的真空爐是24t 級。在我國,6t 以上真空爐很少,數量只在15 臺以內,其中大半還是老舊設備,撫順特鋼2014 年引進了一臺20t 真空感應熔煉爐,2020 年又引進1 臺30t 真空爐,且國內僅此最大的2 臺。與國外發達國家相比,中國正處于產能提升之際,大噸位、高性能、智能化的真空熔煉爐捉襟見肘,缺口大。上海鑫藍海公司這兩年就向寶武集團寶武特冶、鞍鋼集團長城特鋼和中航上大設計了3臺6t 多功用、高性能的真空感應熔煉裝備,可以想見,我國未來大型化真空熔煉爐需求量一定會猛增,甚至超過國外平均保有量,這是國家高質量、低碳排、可持續戰略發展之需。
真空熔煉裝備大型化是理所當然的,自動化和智能化是技術方向,云計算、孿生技術和數字化技術等新興技術不斷涌現必將賦能中國制造。總之,中國大型真空熔煉裝備國產化技術日趨先進,與歐美技術相生相長,借鑒之后擅長發揚,將青出于藍而勝于藍。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
