核電廠薄壁不銹鋼管道BOSS頭焊縫在線維修技術研究
2022-12-02 04:02:24匡艷軍
電焊機 2022年11期
匡艷軍
中廣核工程有限公司 核電安全監控技術與裝備國家重點實驗室,廣東 深圳 518170
0 前言
核電廠管道系統中大量采用加強型管接頭結構[1],業內簡稱“BOSS頭焊縫”。2016年國內首次發生核安全級BOSS頭焊縫泄漏質量事件,經采用非標射線檢驗排查[2],發現BOSS頭焊縫存在大量氣孔、夾渣、未熔合等缺陷。按照相關監管要求,在運核電廠絕大部分有超標缺陷的BOSS頭焊縫已通過打磨去除缺陷后焊接返修、切割更換新BOSS頭管座后重新焊接等方式完成了處理[3]。然而,部分BOSS頭焊縫所處管道系統因無法隔離排水或返修窗口時間短,無法采用前述兩種方式進行處理。盡管國內外已有管道焊縫帶缺陷堆焊(Overlay)修復的技術和工程案例[4-10],但該類案例多是在管道內部排空的情況下進行堆焊修復,不能滿足部分BOSS頭焊縫的維修需求,同時非標射線檢驗排查也存在諸多局限性[11]。國內部分單位針對BOSS頭預制焊縫開展了相控陣超聲檢測技術的研究[1,12],但針對堆焊返修焊縫的相控陣超聲檢測技術的相關研究報道較少。
本文通過不銹鋼管道內部不帶水、帶水帶壓條件下BOSS頭焊縫在線堆焊修復工藝試驗,分析堆焊返修結構的焊縫成形、組織與性能情況,研究BOSS頭堆焊返修焊縫的相控陣超聲檢驗技術,分析堆焊后接頭的殘余應力分布狀態,旨在為在運核電廠核級BOSS頭焊縫的在線返修提供技術支撐,具有十分重要的工程意義。
1 試驗材料和方法
1.1 BOSS頭焊縫結構與材料
以核電廠不銹鋼BOSS頭焊縫為研究對象,母管外徑273 mm,壁厚4 mm,BOSS頭焊縫結構形式如圖1所示。支管外徑44mm,內徑26mm,壁厚9 mm。母管、支管材料為滿足RCC-M[13]M3304的Z2CN18-10奧氏體不銹鋼,BOSS頭管座材料為滿足RCC-M M 3306的Z2CN18-10奧氏體不銹鋼。BOSS頭預制焊縫采用鎢極惰性氣體保護焊+焊條電弧焊方法進行焊接,坡口角度約為25°,焊接材料分別為ER316L和E316L,其化學成分和力學性能分別見表1、表2。
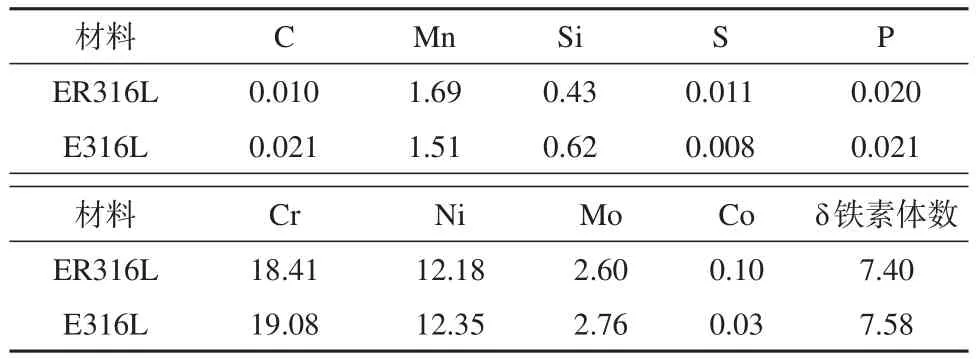
表1 焊接材料化學成分(質量分數,%)Table 1 Chemical composition of welding filler materials(wt.%)

表2 焊接材料力學性能Table 2 Mechanical properties of welding materials

圖1 BOSS頭焊縫結構示意Fig.1 Structural diagram of BOSS weld
1.2 堆焊試驗設計
根據目標BOSS頭返修條件和要求,為減小焊接熔深(目標2 mm以內),避免堆焊時管道內部介質泄漏,選用熱輸入較小的鎢極惰性氣體保護焊工藝(GTAW);為提升工藝對BOSS頭結構適用性,選用手工堆焊方式;為控制焊接變形,堆焊順序采用從支管向母管側焊接,施焊順序見圖2。
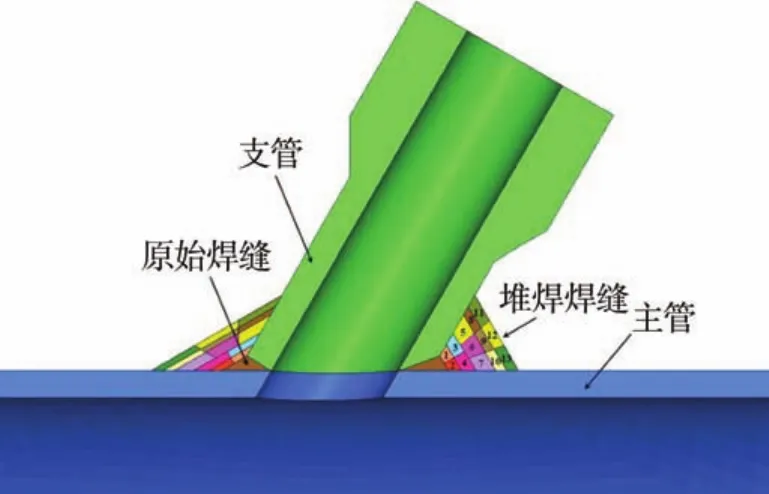
圖2 堆焊焊道施焊順序示意Fig.2 Welding sequence of surfacing weld bead
為對比分析不同作業條件下的堆焊質量差異,確保堆焊層組織和力學性能滿足要求,分別在無水狀態、帶水帶壓狀態條件下進行目標BOSS頭焊縫堆焊工藝試驗,并在固化堆焊工藝參數后采用帶預制缺陷的試驗件(即在預制焊縫上鉆貫通內外表面的小孔,然后外表面2 mm厚度范圍焊接密封)開展堆焊試驗,模擬預制焊縫內部存在缺陷接近貫穿的情況,驗證所開發工藝在該極端條件下對BOSS頭返修的適用性,不會出現冷卻介質泄漏。
帶水帶壓試驗工況為:內部為含硼水介質,設計溫度50℃,設計壓力0.7 MPa,有輕微振動。
1.3 堆焊結構設計
根據BOSS頭焊縫的結構尺寸,綜合考慮RCCM 和ASME[15](含相關Code Case)管道設計和在役返修相關要求,對目標BOSS頭焊縫進行堆焊結構設計,確保堆焊修復結構滿足強度及完整性要求,包括:(1)堆焊結構承載焊縫有效厚度大于結構強度設計要求的最小厚度。(2)堆焊厚度應滿足壓力所引起的總體一次薄膜應力強度的限制要求。(3)缺陷深度小于堆焊后壁厚的75%。(4)堆焊厚度應滿足根據凈截面塌陷理論及極限載荷準則計算的最小計算厚度要求。(5)堆焊長度應保證應力能在管道和堆焊層中重新分布,以滿足一次局部和彎曲應力和二次峰值應力的限制。
經前期試驗確定,本項目設計堆焊厚度6~9 mm,堆焊長度12~15 mm,堆焊層與兩側母材過渡夾角不超過45°。
1.4 超聲波檢驗設備和探頭
堆焊后應對BOSS頭焊縫及堆焊層進行相控陣超聲檢驗(PAUT)。先采用CIVA-UT軟件,對目標BOSS頭焊縫及堆焊層可檢性進行模擬仿真,獲得初步的工藝參數,然后通過專用的模擬試塊進行試驗驗證和固化。采用TOPAZ(32/128PR)便攜式PAUT儀器,根據目標BOSS頭焊縫結構,探頭選用自聚焦線陣、單晶線陣、雙晶線陣以及柔性探頭,探頭頻率2.25~5.0 MHz,采用R35自聚焦或者矩形晶片,以及AOD20~80 mm、凸型和水囊楔塊,設計了專用掃查裝置(見圖3)。
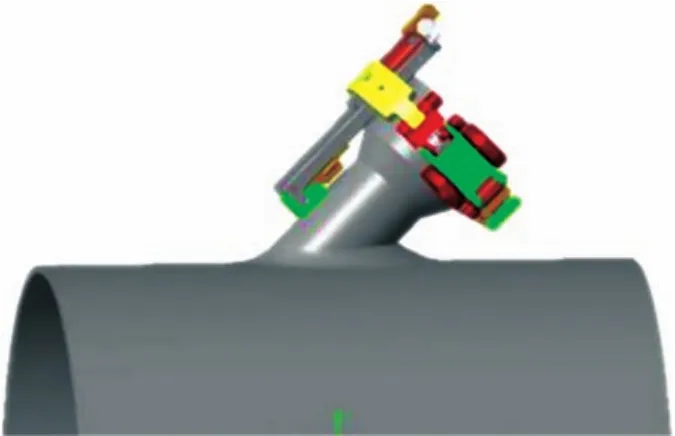
圖3 BOSS頭焊縫及堆焊層PAUT檢驗示意Fig.3 Schematic diagram for PAUT inspection of BOSS welds and overlay
1.5 殘余應力模擬和測試
BOSS頭堆焊修復時,一方面堆焊層產生抗應力腐蝕開裂的新壓力邊界,另一方面,堆焊改善了焊縫殘余應力分布,將焊縫金屬中易發生應力腐蝕開裂的殘余應力由拉應力變為軸向和環向應力,從而阻止應力腐蝕開裂的發生和后續生長[13]。為充分了解堆焊后BOSS結構內部殘余應力分布,及驗證目標BOSS頭焊縫殘余應力計算模型,在堆焊模擬試驗過程中采用K型熱電偶進行了焊接溫度場測試。焊接完成后的試件采用切割法、輪廓法進行了殘余應力測試。
2 試驗結果與分析
2.1 堆焊工藝試驗
堆焊試驗主要工藝參數如表3所示,其他參數為:保護氣體為99.9%氬氣,氣體流量8~15 L/min,焊接電壓9~12 V,焊接設備為WSM-315D,占空比60%。相對于無水條件,帶水帶壓條件下的焊接峰值電流略高,主要原因是背部帶水條件下散熱較快,熔池冷卻速度加快,熔池鋪展不充分,為保證焊接成形質量,焊接熱輸入相對無水條件大。

表3 堆焊主要工藝參數Table 3 Main welding parameters of overlay
在表3的焊接參數下,帶水和無水條件下堆焊首層焊接熔深最大值分別為1.51 mm和1.99 mm,均可控制在2 mm的預期目標內(見圖4)。可以看出,帶水條件下的焊接熔深更小,這是因為其焊縫及熱影響區的冷卻速度相對無水條件更大,能量峰值更低。無水和帶水條件下堆焊層及母材金相組織如圖5、圖6所示。可以看出,由于母材和焊材均為單一的奧氏體組織,在小的焊接熱輸入條件下,焊縫組織不會發生轉變,仍為奧氏體組織,無異常組織。
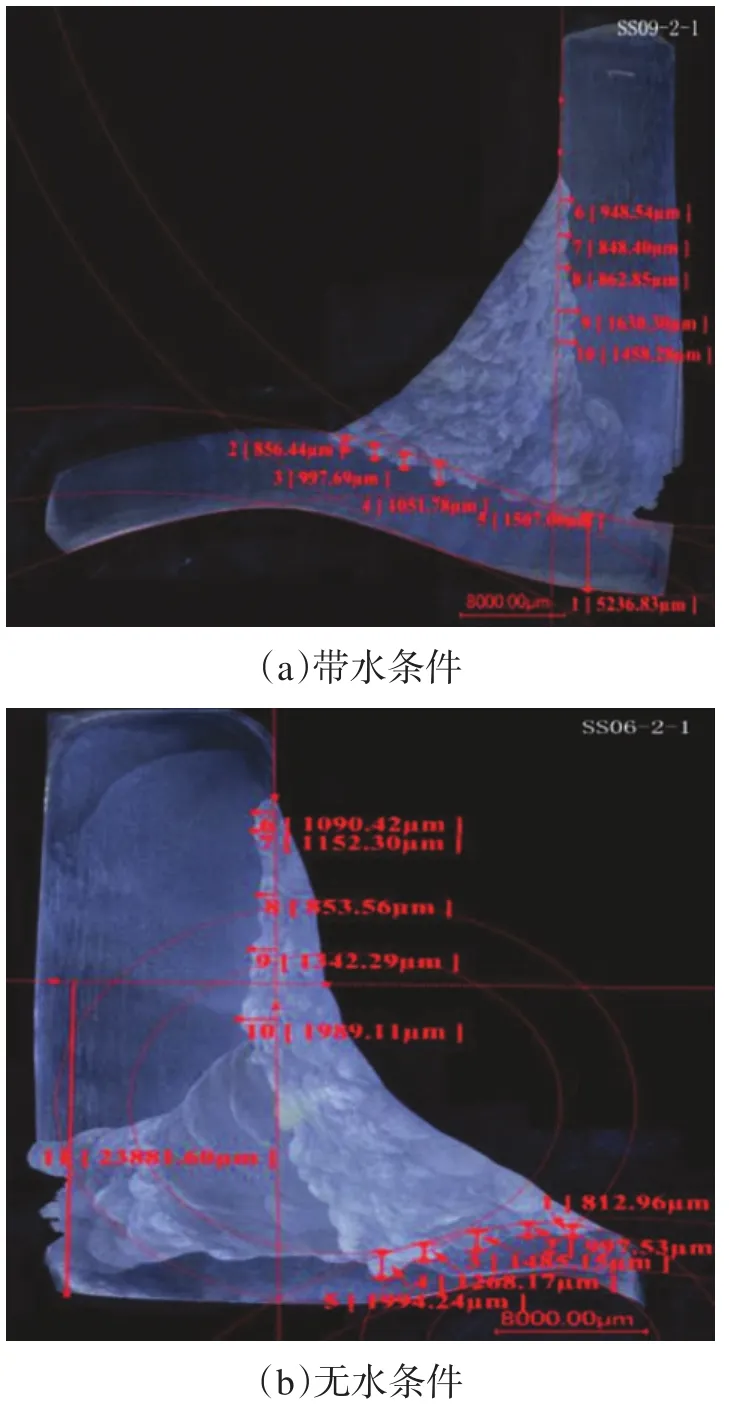
圖4 堆焊首層焊接熔深Fig.4 Weld penetration of the first layer of surfacing
堆焊熔敷金屬力學性能如表4所示,無明顯差異,均滿足設計要求,并與對應母材匹配,主要原因是在相對較小的焊接熱輸入條件下,焊縫晶粒度大小相當(見圖5、圖6),因此其力學性能變化不大。同時,在帶水帶壓條件下,對帶預制缺陷試件采用上述工藝參數進行堆焊返修模擬試驗,未出現冷卻介質滲漏的情況。
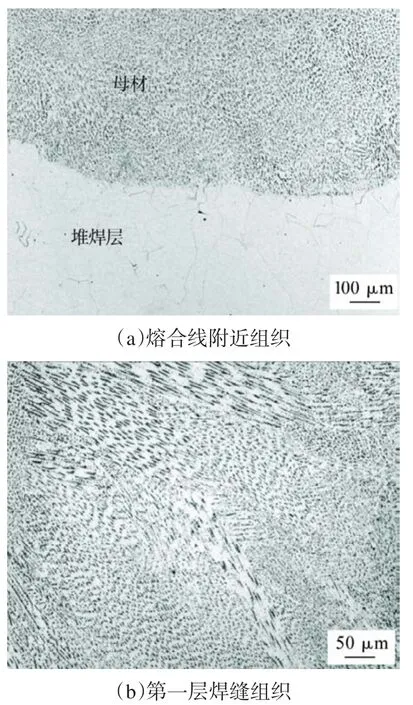
圖5 無水條件堆焊層及母材金相組織Fig.5 Metallographic structure of surfacing layer and base metal under water free condition

圖6 帶水條件堆焊層及母材金相組織Fig.6 Metallographic structure of surfacing layer and base metal under water condition
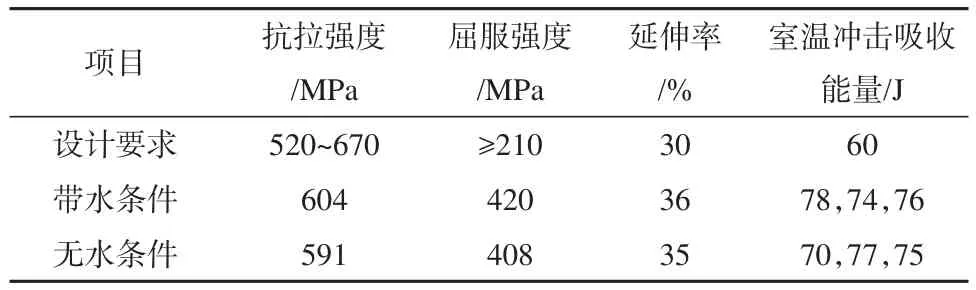
表4 熔敷金屬力學性能Table 4 Mechanical properties of welding deposition
2.2 超聲檢驗模擬仿真和試驗
在PAUT技術開發過程中,本項目參照ASME規范較大直徑(大于60 mm)的其他類似接管座焊縫在役檢查要求,確定檢查范圍為內壁1/3厚度(常規UT檢查)作為本項目研究的目標,RCC-M及RSEM規范無此類檢查要求。
通過CIVA模擬仿真(見圖7),確定目標BOSS頭PAUT檢驗關鍵技術要求:探頭頻率2.25 MHz,單晶16線陣探頭,預制焊縫的聚焦法則采用35°~70°扇形掃查,從BOSS頭母管側進行掃查。堆焊層的聚焦法則:聲束偏轉角度范圍為-15°~+15°,從堆焊層表面進行掃查。模擬仿真結果表明,所有BOSS頭預制焊縫可實現內壁1/3區域可檢、60%的BOSS頭預制焊縫可實現內壁2/3區域可檢,不銹鋼堆焊層100%可檢驗。
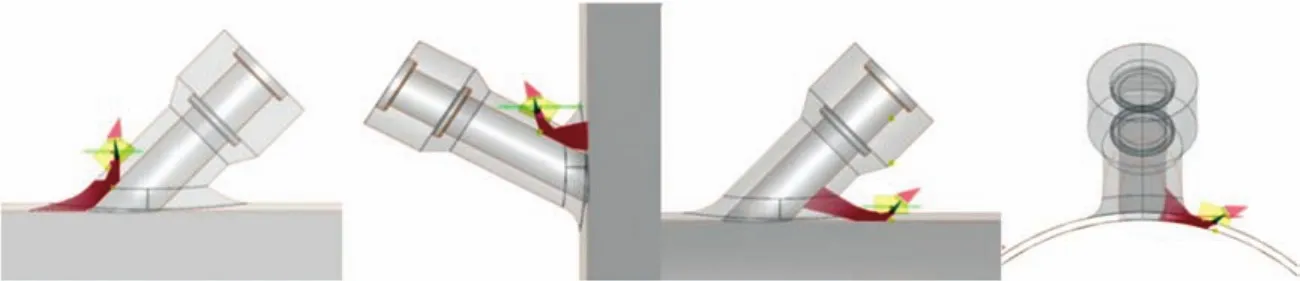
圖7 BOSS頭焊縫及堆焊層PAUT檢驗仿真示意Fig.7 Simulation diagram of PASS inspection for BOSS weld and overlay
帶缺陷模擬試塊相控陣超聲檢驗試驗結果表明,可實現預制焊縫內壁1/3厚度(部分為1/2厚度)范圍內5 mm(長)×2 mm(高)×0.2 mm(寬)未熔合、直徑2 mm氣孔的100%有效檢出。不銹鋼BOSS頭焊縫堆焊層區域中4 mm當量及以上的缺陷可有效檢出,直徑3 mm氣孔無法檢出,詳見表5。
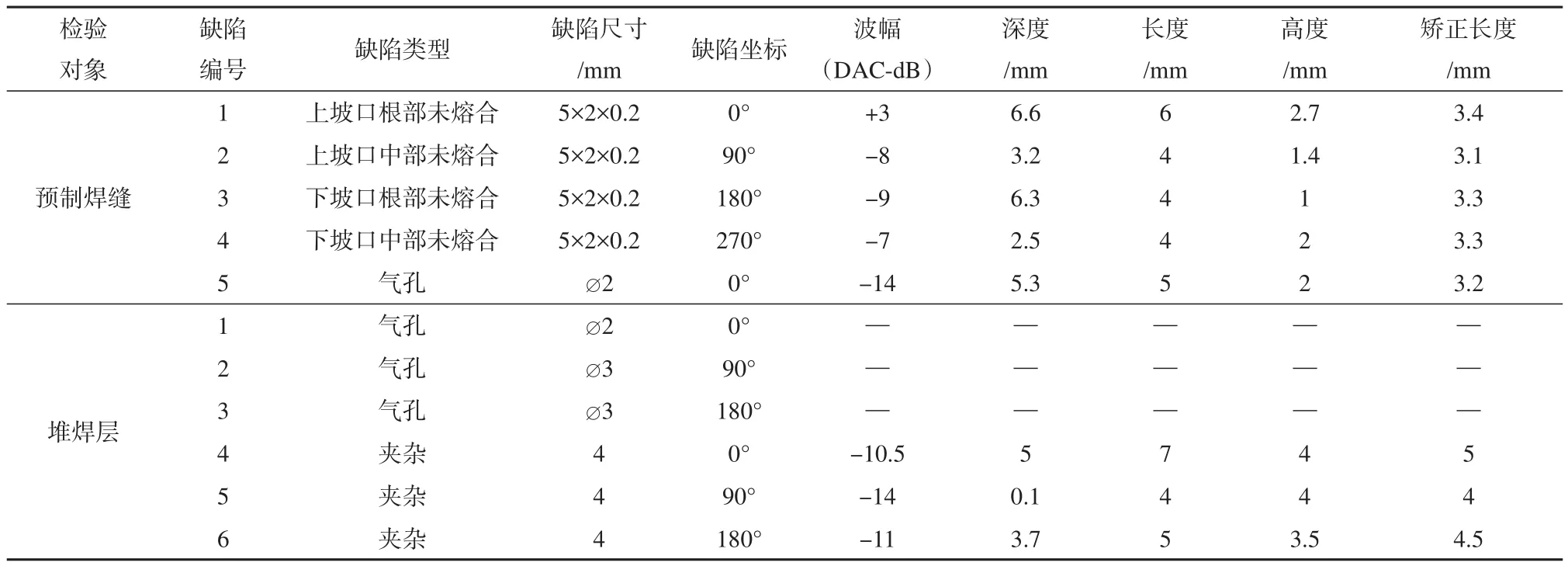
表5 BOSS頭預制及堆焊焊縫模擬缺陷典型檢查結果匯總Table 5 Summary of typical inspection results for simulated defects of BOSS head prefabrication and overlay welds
2.3 殘余應力模擬和測試
針對堆焊試件采用輪廓法測量BOSS結構殘余應力分布狀態。首先對需要測量的截面進行切割,再采用超聲波清洗設備清洗切割面,之后測量表面粗糙度,測點間距小于170 μm,掃描精度小于20 μm。掃描后獲得的點云圖、點云數據為切割面上的測點相對于基準面的位移量,再通過輪廓法分析模型算出切割面上的殘余應力分布,如圖8所示。

圖8 焊接殘余應力分布狀態的對比分析Fig.8 Comparative analysis of distribution state of welding residual stress
由圖8可知,管道內部通水明顯影響了焊接傳熱過程,由于內部水冷作用,焊接熱影響區減小,熱循環時間縮短,壓縮塑性變形區減小,焊接殘余應力的分布范圍產生了明顯變化。無水狀態下原始焊縫位置產生了明顯向下凹的位移,而帶水焊接時焊縫及支管位置呈明顯向下的變形,因此形成了兩種不同的應力狀態。無水焊接時,原始焊縫中呈現低拉應力狀態,堆焊位置處為壓應力;帶水焊接時,原始焊縫與堆焊焊縫大部分呈現不同程度壓應力狀態(藍色區域),而壓應力可以更好地抑制裂紋的擴展進而提高結構的安全性能。
通過有限元建模建立焊接殘余應力模型,并使用實驗數據對模型進行修正,進而使用快速斷裂的方法對結構的完整性進行評價,結果表明兩個試件經堆焊修復后均可滿足核電站壽期內運營需求。帶水條件進行的堆焊修復,由于產生了更多的壓應力區域,對結構的安全評定產生了更多的積極作用。因此,通過堆焊修復方式可以有效抑制結構缺陷造成的影響,水冷方式下的堆焊可以更加有效地改善由堆焊修復方式引入的殘余應力的分布狀態,進一步提高安全性能。
3 結論
(1)采用手工GTAW焊接工藝可以實現薄壁不銹鋼管道BOSS頭焊縫帶水帶壓條件下的在線堆焊返修,能有效避免管道內部冷卻介質泄漏。
(2)PAUT技術可實現不銹鋼BOSS頭預制焊縫根部缺陷的排查,符合ASME規范類似角接接頭針對根部1/3區域的在役監督要求。可實現返修堆焊層4 mm當量及以上的缺陷可有效檢出,無法檢出直徑3 mm氣孔型缺陷,還有待進一步研究。
(3)帶水條件的堆焊能夠更加有效地改善由堆焊修復引入的殘余應力的分布狀態,堆焊返修后BOSS頭結構滿足壽期內服役完整性要求。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24