核島主蒸汽隔離閥閘板鈷基堆焊裂紋的成因及改進
2022-12-02 04:02:26朱奇敏張志強肖瑞旺張順達孫福成吳義黨王偉波
電焊機 2022年11期
朱奇敏,張志強,肖瑞旺,張順達,孫福成,吳義黨,王偉波
中廣核工程有限公司,廣東 深圳 518124
0 前言
核島主蒸汽隔離閥(核二級閘閥DN800-600LB)位于主蒸汽管線上,要求其在接收到關(guān)閉信號后5 s內(nèi)能夠快速關(guān)閉以限制蒸汽排放,當發(fā)生主蒸汽管線斷裂時,主蒸汽隔離閥應(yīng)能隔離系統(tǒng)中的雙向流體。閥門密封面質(zhì)量(如耐腐蝕、耐磨損等)直接影響閥門的使用壽命。核島主蒸汽隔離閥密封面一般均采用鈷基合金堆焊,鈷基合金是一種抗高溫腐蝕性能優(yōu)異的耐磨金屬,在鈷基合金中加入多種合金元素后經(jīng)過成分和組織的調(diào)整,可以在很大程度上改變堆焊層的強度、韌性、耐磨性、耐蝕性、耐熱性和抗沖擊性等[1-3]。
某核島主蒸汽隔離閥閘板鈷基堆焊中及后續(xù)加工過程中陸續(xù)發(fā)現(xiàn)閘板堆焊面存在貫穿性裂紋,鈷基堆焊一次合格率較低,僅有20%左右,用于該密封面堆焊的材料為ERCoCr-A。因此本文針對堆焊裂紋成因進行分析,同時對閥門閘板結(jié)構(gòu)、工藝等進行了相應(yīng)的改進優(yōu)化,對后續(xù)同類產(chǎn)品及大口徑閘板堆焊裂紋處理有一定的參考價值。
1 核島主蒸汽隔離閥閘板鈷基焊接裂紋成因機理分析
1.1 鈷基焊接裂紋成因機理
鈷基合金組織為樹枝狀結(jié)晶的Co-Cr-W合金固溶體(奧氏體)初晶和固溶體Cr-W復(fù)合碳化物的共晶體基底,晶間還有少量低熔點共晶產(chǎn)物,一般可能會形成熱裂紋或冷裂紋[4]。鈷基合金線膨脹系數(shù)相對于基體母材較小,其熔敷金屬在冷卻時易形成較大的內(nèi)應(yīng)力。鈷基合金熱裂紋主要是在焊接時高溫下產(chǎn)生,高溫下晶界上的低熔共晶組成重新被熔化,在拉應(yīng)力的作用下,沿Co-Cr-W合金固溶體晶界開裂,形成熱裂紋,如圖1所示。鈷基合金堆焊后一般會形成硬度較高的Cr23C6/WC等共晶組織,其氫的溶解度較小,擴散氫含量較高,導(dǎo)致接頭性能脆化,并聚集在焊接缺陷處形成大量氫分子,造成非常大的局部壓力,形成冷裂紋,如圖2所示。
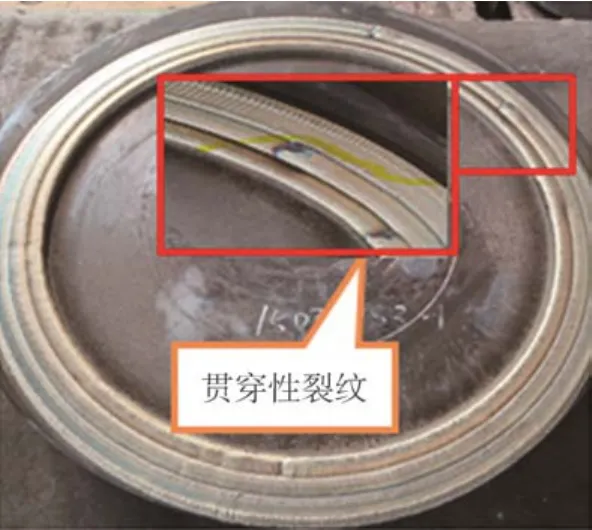
圖1 閘板堆焊中發(fā)現(xiàn)一處貫穿性裂紋Fig.1 Penetrating cracks in ram surfacing

圖2 閘板精加工后四處貫穿性裂紋Fig.2 Four penetrating cracks of ram after finishing
1.2 焊接接頭的應(yīng)力影響
焊接接頭(焊縫、熔合區(qū)、熱影響區(qū)和母材)在不均勻加熱和冷卻過程中會產(chǎn)生熱應(yīng)力。閥門密封面接頭焊接時受熱面發(fā)生膨脹,使其承受了壓應(yīng)力。焊接后在逐步冷卻過程中,受熱面收縮將承受拉應(yīng)力。熔合區(qū)不均勻的組織轉(zhuǎn)變引起的組織應(yīng)力,熔合區(qū)奧氏體組織分解時析出鐵素體、珠光體和馬氏體引起體積膨脹,而轉(zhuǎn)變后的組織具有較小的膨脹系數(shù),會減輕焊后收縮時產(chǎn)生的拉伸應(yīng)力,即相變時產(chǎn)生的應(yīng)力也會對焊接熔合區(qū)產(chǎn)生影響。另外,應(yīng)力大小與母材和填充金屬的熱物理性質(zhì)有關(guān),在這些應(yīng)力綜合作用下易誘發(fā)焊接裂紋等缺陷。
1.3 其他因素分析
(1)異種鋼焊接。母材為碳鋼鍛件(法標材料A42AP),焊材為ERCoCr-A(6級,鈷基合金粉末和鈷基合金焊絲,焊絲直徑3.2 mm),母材及焊材的化學(xué)成分如表1所示。由于填充金屬和母材的合金成分有明顯差別,異種鋼焊接難度較大,產(chǎn)品(密封面)硬度要求較高,硬度值(HRC)要求為43~47,其母材與焊材熔合區(qū)成分和組織不均勻,近焊縫易形成硬脆的馬氏體組織,容易出現(xiàn)裂紋等缺陷。

表1 母材及焊材的化學(xué)成分(質(zhì)量分數(shù),%)Table 1 Chemical composition of base metal and welding materials(wt.%)
(2)焊接結(jié)構(gòu)不對稱。閘板結(jié)構(gòu)為“D”形,焊接區(qū)域不對稱,采用兩種焊接工藝,密封面采用等離子噴粉自動焊,導(dǎo)向面采用手工氬弧焊,兩種焊接工藝搭接處更易導(dǎo)致焊接應(yīng)力集中引發(fā)裂紋,如圖4所示。

圖3 閘板三維模型堆焊簡圖Fig.3 Diagram of three-dimensional model surfacing of ram

圖4 閘板堆焊(手工+自動焊)Fig.4 Ram surfacing(manual welding+automatic welding)
(3)閘板鈷基堆焊面積大、焊接層數(shù)多,易出現(xiàn)缺陷問題。主蒸汽隔離閥閘板直徑大,堆焊面積相應(yīng)增大,為避免鈷基合金稀釋造成硬度值低于設(shè)計要求,通常一般閘板堆焊兩層,堆焊層厚度5 mm,而制造廠內(nèi)要求鈷基堆焊層數(shù)為3層,堆焊后厚度達到10 mm。
(4)冬季焊接施工等加大了缺陷出現(xiàn)的幾率。冬季進行閘板的焊接,焊接產(chǎn)品與室溫溫差大,熱量流失嚴重,對于大口徑閘板焊前熱量的流失、補熱、周轉(zhuǎn)中避免溫度急劇冷(保溫)等都提出了較高要求(見圖5),增加了施焊難度。

圖5 閘板冬季施焊Fig.5 Welding of ram in winter
綜上所述,核島主蒸汽隔離閥閘板堆焊產(chǎn)生裂紋,主要是受應(yīng)力及各種因素綜合影響。其焊接工藝評定的驗證性不足,未充分考慮閘板焊接結(jié)構(gòu)的不對稱、堆焊厚度等影響,未及時預(yù)判焊接質(zhì)量問題的嚴重性并及時采取糾正措施,導(dǎo)致后續(xù)閘板堆焊連續(xù)出現(xiàn)貫穿性裂紋等同類質(zhì)量問題。
4 核島主蒸汽隔離閥閘板鈷基堆焊工藝的改進
4.1 優(yōu)化閘板堆焊的焊接結(jié)構(gòu)
閘板的密封面及導(dǎo)向面采用“凸臺”分隔開(見圖6),具體措施:密封面及導(dǎo)向面均下沉3~4 mm,在其原搭接區(qū)域留10 mm的環(huán)帶不加工(見圖7),先用手工氬弧焊堆焊導(dǎo)向面,再用等離子噴粉自動焊堆焊密封面,避免了密封面與導(dǎo)向面焊接時直接接觸,降低兩種焊接工藝搭接處產(chǎn)生的應(yīng)力集中現(xiàn)象,緩解和進一步避免了裂紋產(chǎn)生[5]。
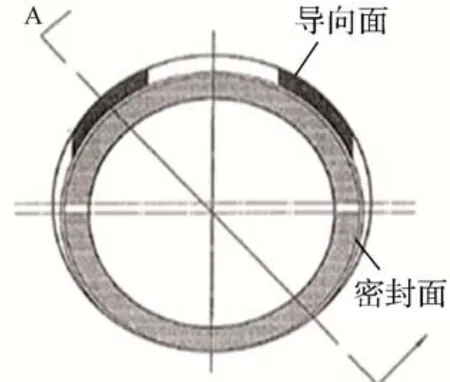
圖6 閘板導(dǎo)向面及密封面Fig.6 Ram guide surface and sealing surface

圖7 閘板導(dǎo)向面及密封面焊前尺寸Fig.7 Dimension of ram guide surface and sealing surface before welding
4.2 優(yōu)化堆焊層數(shù)
結(jié)合閥門焊接等經(jīng)驗反饋,調(diào)整堆焊層數(shù)至兩層,每層堆焊厚度約2.5 mm,堆焊同時進行重新模擬件焊接,確保各項指標符合設(shè)計要求,其中密封面的關(guān)鍵指標硬度值要求為43~47 HRC。重新模擬產(chǎn)品焊接,實測精加工后堆焊層表面硬度值及化學(xué)成分分別如表2、表3所示,通過檢測堆焊層硬度及化學(xué)成分,進一步驗證焊后稀釋率,對比堆焊兩層與堆焊三層的硬度值、化學(xué)成分值,發(fā)現(xiàn)差異不大。其微觀金相組織如圖8所示,金相沒有異常組織、晶粒粗大、顯微裂紋、過度滲碳等。
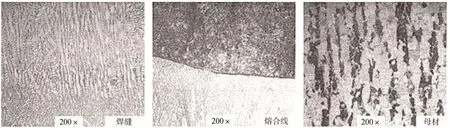
圖8 焊后微觀金相組織Fig.8 Microstructure after welding

表2 不同厚度下密封面的硬度值Table 2 Hardness value of sealing surface with different thickness

表3 不同厚度下密封面的化學(xué)成分(質(zhì)量分數(shù),%)Table 3 Chemical composition of sealing surface with different thicknesses(wt.%)
綜上,調(diào)整堆焊厚度精加工為3 mm,從工藝實施上堆焊兩層即可,大于3 mm后鈷基堆焊層硬度趨于穩(wěn)定[6-7],耐磨性能可達到最佳。
4.3 優(yōu)化堆焊參數(shù)
優(yōu)化焊接參數(shù)如表4所示,經(jīng)最終驗證,優(yōu)化后的焊接參數(shù)可滿足工藝要求,堆焊后的硬度值為符合預(yù)期指標。通過控制送粉量、焊接電流及焊接速度,在保證堆焊質(zhì)量的前提下,選用合適的送粉量,盡可能選用小的焊接電流,小的焊接速度,確保最終的焊接質(zhì)量[8-9]。

表4 閘板焊接參數(shù)Table 4 Ram welding parameters
4.4 優(yōu)化熱處理制度
優(yōu)化了焊前和焊后的熱處理制度,如表5所示。通過提高預(yù)熱溫度,有利于基體金屬與熔敷金屬的融合,減少母材熔深,焊接時液體金屬的流動性好,后熱既能消除焊接應(yīng)力,又能起到消氫作用,減少氫裂紋的產(chǎn)生。為更好地緩解焊接應(yīng)力,控制升降溫速率,在專用熱處理爐中進行升降溫,確保升降溫速率在55℃/h以下,并在爐內(nèi)隨爐冷卻,達到緩冷效果[10]。

表5 優(yōu)化前后的熱處理制度對比Table 5 Comparison of heat treatment systems before and after optimization
4.5 細化閘板堆焊的焊前準備
由于閘板堆焊為多層多道,焊接接頭較多,為吸取前期閘板裂紋缺陷經(jīng)驗并確保后續(xù)堆焊焊接質(zhì)量,對焊接順序、起弧、收弧的排布、打磨、搭接量等進行了更為細致的梳理,形成現(xiàn)場焊接工藝指導(dǎo)書,簡述如下:
(1)調(diào)整焊接順序,先焊接導(dǎo)向面,熱處理后再進行密封面焊接,降低對密封面的焊接應(yīng)力影響。
(2)焊前在閘板正面不焊接位置標注3、6、9、12點鐘位置,從里往外焊接,第一層從3點鐘位置開始焊接,一道的收弧點和另一道的起弧點需錯開,距離在150 mm以上,避免焊接過程中的應(yīng)力在收弧點處過于集中。
(3)每一道的收弧處須圓滑打磨(采用氧化鋁砂輪),去除收弧處的弧坑缺陷(如氣孔、縮孔、裂紋等),降低應(yīng)力集中。
(4)焊接擺幅設(shè)定焊道之間的搭接量在40%~50%,搭接量較大,利于多道焊每層整體的淬硬組織分布更為平緩,其回火作用更為明顯。
(5)每焊完一圈(一道)的搭接角度為360°~370°,收弧處電流衰減時間至少20 s,收弧需緩慢順滑;減少搭接處(收弧處)焊接缺陷,使搭接處熔池充分融合。
4.6 加強過程質(zhì)量控制
通過強化過程質(zhì)量控制,使改進措施嚴格執(zhí)行,確保最終閘板的焊接質(zhì)量。
(1)閘板焊前清潔度檢查:與一般焊接坡口清潔度的要求相同,堆焊前坡口及鄰近區(qū)域要無銹蝕、油脂或其他異物。由于預(yù)熱溫度較高,焊前需將坡口的氧化層使用鋼刷清理干凈,避免氧化層未清理干凈對鈷基堆焊層焊接產(chǎn)生影響。
(2)閘板焊前、焊后無損檢驗:閘板堆焊鈷基合金焊前、焊后必須做PT檢驗,并嚴格執(zhí)行缺陷驗收標準。在制造廠的技術(shù)要求中,鈷基堆焊焊縫作為密封焊縫,執(zhí)行RCC-M 2007 S7700中的密封焊縫PT驗收準則,其中,核1、2級焊縫的焊坡口區(qū)、焊縫區(qū)不允許存在缺陷顯示,對焊縫的外觀質(zhì)量要求嚴格,不得有夾雜、收弧點凹坑、磕碰或劃傷等缺陷。
(3)閘板焊前、焊后尺寸檢驗:依據(jù)制造廠的設(shè)計和工藝要求進行閘板焊前焊后鈷基合金尺寸和粗糙度的檢驗。零件圖規(guī)定了坡口的幾何尺寸(如寬度、厚度、外緣直徑等)和表面粗糙度;此外,制造廠還特別規(guī)定坡口表面不得有缺肉、劃傷或磕碰等外觀缺陷。閘板鈷基合金焊前、焊后尺寸和粗糙度等對焊縫的成形質(zhì)量和最終使用性能都有重要影響。
5 核島主蒸汽隔離閥閘板焊接技術(shù)改進后的應(yīng)用及效果
采用改進后的閘板焊接工藝,在后續(xù)閘板焊接過程中,焊接質(zhì)量穩(wěn)定可靠,目視檢查、無損檢測、尺寸檢查等指標全部合格(見圖9)。產(chǎn)品焊縫焊接驗證證明,采用改進后的焊接工藝方案,閘板堆焊焊縫一次合格率達到100%,基本解決了主蒸汽隔離閥閘板鈷基堆焊裂紋缺陷等焊接難題。

圖9 閘板(精加工后成品)Fig.9 Ram(finished product)
6 結(jié)論
核島主蒸汽隔離閥閘板堆焊產(chǎn)生貫穿性的裂紋,主要由于焊接接頭的應(yīng)力影響、異種鋼焊接、焊接結(jié)構(gòu)不對稱、堆焊面積大、焊接層數(shù)多、冬季施焊溫差大等各種因素綜合影響產(chǎn)生的。在優(yōu)化閘板堆焊的焊接結(jié)構(gòu)、焊接層數(shù)、焊接參數(shù)、焊接及焊后的熱處理、細化焊前要求、加強過程質(zhì)量控制下,注意在實際焊接中及時補熱、焊后及時緩冷等。通過控制焊前預(yù)熱、焊接中的工藝參數(shù)、后熱及焊后熱處理、嚴格執(zhí)行細化的工藝文件等,閘板裂紋問題基本得以解決。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03