基于激光視覺焊縫跟蹤的空心葉片自動焊研究
2022-12-02 04:02:24席保龍張峻銘鄧小龍徐順鑫李春燕匡清華
電焊機 2022年11期
席保龍,張峻銘,鄧小龍,徐順鑫,廖 鳳,李春燕,匡清華
東方汽輪機有限公司,四川 德陽 618000
0 前言
大彎扭空心靜葉片是汽輪機末級裝置的重要組成部件,直接影響著汽輪機的使用性能和壽命。因末級空心靜葉片具有質量輕、成本低、防水蝕性能優異的特點,采用焊接式空心結構,被廣泛應用于核電汽輪機的低壓模塊[1-2]。目前,空心靜葉片一般采用CO2氣體保護焊手工焊接成形,存在勞動強度大、生產效率低及成本高的問題,難以滿足現代化企業的需求。工業焊接機器人已成為自動化焊接技術的潮流[3-4],被廣泛應用于自動化生產領域,為實現空心靜葉片的自動化焊接提供了可能。
雖然自動化焊接具有焊接質量穩定、效率高及低成本的優勢,但工作模式一般為示教再現模式,示教對于大批量、單一焊縫的工件具有良好的焊接效果,而面對小批量、結構復雜的工件,示教耗時長、生產效率低[5-6]。此外,機器人示教的精度取決于工人的操作經驗,受工人示教能力以及工件復雜程度的制約,從而影響焊接質量。為保證汽輪機空心靜葉片的焊接質量和焊接經濟性,要求焊接機器人具有自動識別焊縫的能力。本文采用一種基于激光視覺焊縫自主跟蹤的自動化焊接方法對空心靜葉片進行焊接,對推進高質量、高效率的自動化焊接具有一定的參考作用。
1 產品結構及試驗設備
1.1 產品結構
該自主核電空心靜葉片為東方汽輪機有限公司目前設計的最為復雜的變截面空心葉片,空間型線復雜,彎扭度大,由內弧、背弧兩個工件經鋼板熱壓成型后焊接而成,葉片結構如圖1所示。內弧和背弧兩個工件的長度為1 680 mm,弦寬408 mm,厚度6 mm,材料牌號為X2CrNi12,整個葉片的焊縫分為進汽邊的對接焊縫和出汽邊的堆焊焊縫,且兩條焊縫均為變截面坡口空間曲線,對接焊縫窄而細,堆焊焊縫寬而廣。因此根據空心靜葉片的結構特點,需要在焊接工裝、焊接工藝及機器人路徑設計方面進行重點改進,從而提高產品質量。
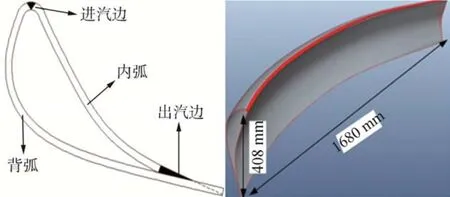
圖1 空心葉片結構原理Fig.1 Schematic diagram of hollow blade structure
1.2 試驗設備
選用型號為IRB4600-40/2.55的ABB焊接機器人(見圖2a),其具有應用范圍廣、機身纖巧、防護周密、效率高的特性。焊接電源選用伊薩MIG 5000i逆變焊機(見圖2b)。焊縫跟蹤選用SERVO-ROBOT激光視覺傳感器,其具有實時焊縫跟蹤、處理復雜的焊縫軌跡及適用任何可焊接金屬的特點,能夠對坡口幾何形貌變化實時做出適應性調整(見圖2c)。
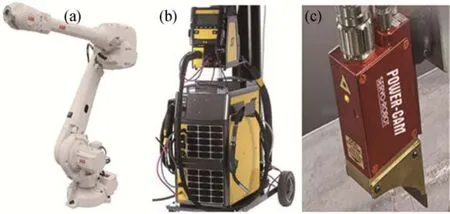
圖2 試驗設備Fig.2 Schematic diagram of the experimental equipment
2 激光跟蹤模型及程序優化
2.1 激光跟蹤原理
激光跟蹤焊縫的步驟原理如圖3所示[7],激光傳感器固定于機器人末端,基于三角測量原理獲得被測物的距離信息,通過掃描焊件采集焊縫坡口的輪廓特征信息[8-10];將采集的信息輸送入工控機進行濾波及平滑噪聲;采用2階導數法與線性擬合相結合的方法定位焊縫特征點的坐標;經過標定傳感器將特征點轉換到焊槍坐標系下,轉換成機器人的運動軌跡,機器人控制柜接收到位姿信號,驅動機器人移動來引導焊槍運動,實現焊縫的實時跟蹤。
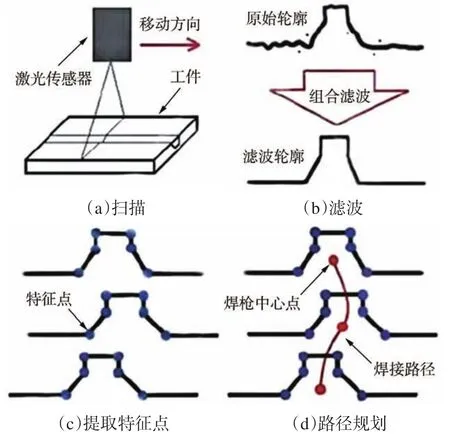
圖3 激光跟蹤焊縫原理Fig.3 Schematic diagram of Laser tracking weld
2.2 激光跟蹤模型改進及精度提高
在焊接空心葉片時,對多個空心葉片的進汽邊焊縫坡口進行激光掃描尋位,出現了激光跟蹤不穩定的現象,每一個葉片全程中斷多次,尋位程序不能穩定、有效地識別被焊物體的特征點,視覺檢測系統報錯,機器人停止跟蹤作業并顯示相應的故障代碼,導致自動焊接中斷,葉片轉為人工補焊作業,人力成本大、效率低,焊縫質量下降。
特征點模型是反映焊縫坡口輪廓的關鍵信息,激光跟蹤焊縫的核心在于傳感激光器識別焊件的特征點模型。針對空心葉片進汽邊激光跟蹤不穩定、效率低的問題,對激光跟蹤模型進行深入分析,發現空心葉片進汽邊對接焊縫坡口兩側的截面是曲面而非平面,故將外角接開口激光跟蹤模型(見圖4a)修正為T型內角接地板彎曲模型(見圖4b)。在此模型下,對多個空心葉片的進汽邊進行激光掃描尋位,激光跟蹤相對穩定,全程無中斷,通過尋位程序確定被焊物體特征點的三維坐標數據,系統擬合出的焊槍行走運動軌跡與實際葉片搭接的焊縫軌跡接近,左右側焊縫尋位較準確。出汽邊堆焊焊接采用的特征點模型為斜邊搭接模型,如圖4c所示,在此模型下,對多個空心葉片的出汽邊進行激光掃描尋位,激光跟蹤穩定良好,全程無一中斷。
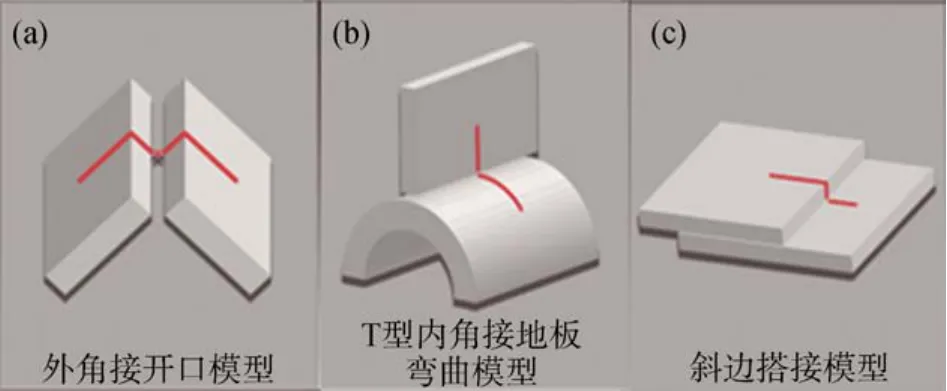
圖4 三種激光跟蹤焊縫模型Fig.4 Schematic diagram of Three laser tracking weld model
為了進一步提高激光跟蹤識別焊縫特征點的精度問題,將機器人末端固定激光傳感器的支架作了大幅改進,如圖5所示。水平支架下的激光傳感器垂直于焊縫表面,與焊縫表面的距離較大。掃描時,激光傳感器固定于機器人末端并與焊槍位于同一豎直平面,以保證線激光垂直入射被測物,最大程度地覆蓋坡口,獲得焊縫的整體形貌特征點。但焊縫坡口因打磨而變得光亮,致使外界光源的反射光對傳感激光器采集的光信號造成干擾,且激光器與焊縫表面距離大,覆蓋坡口有效激光像素點數量少,造成識別的光信號模糊,最終影響傳感精度。對此,將水平支架改成傾斜支架,激光傳感器與焊槍的夾角成15°,且激光傳感器與焊縫表面距離降低,以防止外界光源的反射光對傳感激光器采集的光信號造成干擾,增加表征焊縫坡口形貌的像素點數量,在很大程度上提高激光跟蹤識別焊縫特征點的精度。
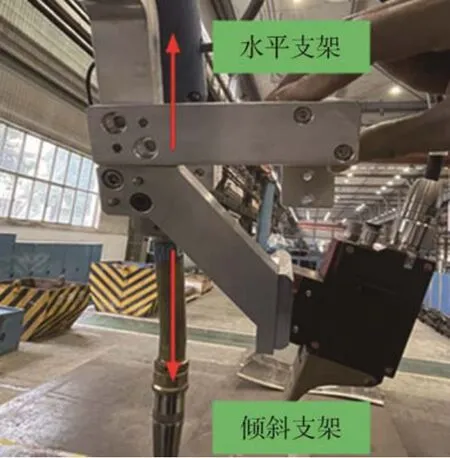
圖5 激光器固定支架結構Fig.5 Schematic diagram of laser fixing bracket
2.3 焊接程序優化
為了大幅提高空心葉片的焊接效率,采用一個焊接機器人、兩個焊接工位的高效模式。焊接程序主要包含葉片的裝卡、進汽邊對接準備、進汽邊掃描與對接焊接、出汽邊堆焊準備、出汽邊掃描與堆焊焊接、葉片卸載的程序模塊。考慮到氣渣聯合保護的焊接方法會產生大量的焊渣和少量飛濺,造成清理工裝困難,并且飛濺會附著在焊槍噴嘴,影響保護氣流穩定狀態和分布均勻性以及電弧的穩定性。因此,在程序模塊中增添了清渣模塊和噴油模塊,方便清理工裝,焊槍噴嘴光滑,延長噴嘴壽命。
在多層多道的堆焊程序模塊中,考慮到多層多道的復雜性、干伸長度的多變性、焊槍傾角的多變性及邊緣處與工裝的干涉性,對堆焊程序模塊進行參數優化:(1)定義臨時變量來承載底層的偏移參數設置,避免直接運算底層參數,防止參數發生混亂;(2)增加干伸長補償設置,以消除不同堆焊層的不同焊段出現的干伸長偏差較大的情況;(3)增加焊槍姿態繞焊道左右傾角補償,保證焊槍姿態合適,激光條紋最大程度上覆蓋焊縫坡口;(4)增加第4層中間段偏移及排動寬度的單獨計算,以保證中間段不會發生焊接過寬和工裝干涉狀況。
3 自動化焊接工藝
3.1 焊接工藝參數
空心葉片作為復雜的薄壁結構件,焊接時極易產生整體彎曲和扭曲變形,因此工藝參數的合理選擇直接決定葉片的成形質量。
基于手工焊接工藝評定試驗和最優20段模擬分析,采用的自動化焊接工藝參數如表1所示,可在保證焊接質量的同時大幅提高焊接效率[11]。進汽邊分成2段進行對接焊接,焊接方向從小端截面指向大端截面;出汽邊分成3段進行堆焊焊接,堆焊層數為5層,先焊接葉片兩端,后焊接葉片中段,焊接方向依然從小端截面指向大端截面,以降低葉片的熱積累。考慮到進汽邊焊縫坡口間隙不均勻,相同的焊接速度導致焊縫余高高低不平,采用φ(Ar)80%+φ(CO2)20%的混合保護氣體,將焊接速度控制在3~5 mm/s為宜。施焊過程中采用擺動焊接,擺動至坡口兩邊停頓0.5 s使之熔合良好。
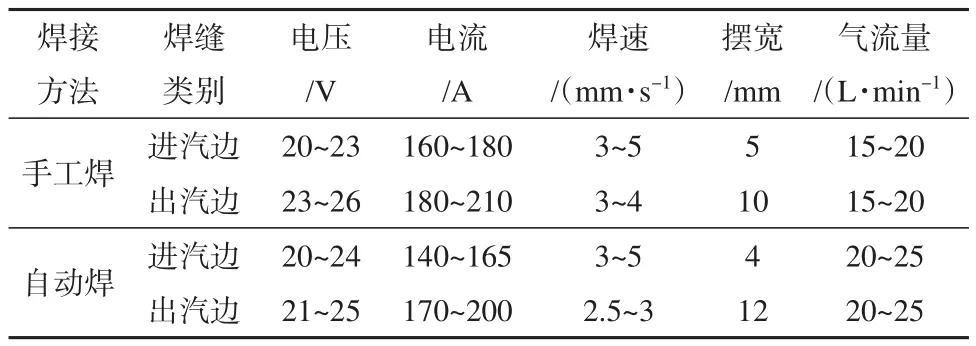
表1 自動焊與手工焊工藝參數對比Table 1 Automatic welding,manual welding process parameters
3.2 工裝優化
工裝是控制焊接變形的有效方式之一,對葉片的成形精度起著關鍵性作用。考慮到出汽邊多層多道焊接過程中存在熱積累嚴重的問題,靠近出汽邊側的工裝設計得粗大、厚重,以控制葉片焊接變形;而進汽邊為對接焊縫,考慮到單道焊接變形較小,工裝設計則相對略輕薄一些。采用自動化焊接方法,因空心葉片的空間型線結構復雜、彎扭度大的特點,激光跟蹤焊縫的示教角度須實時調整,以保證線激光垂直入射被測焊縫,最大程度地覆蓋坡口,傳感器可獲得焊縫的整體形貌特征點,這造成了焊槍、傳感器與工裝的干涉問題。為了保證工裝能正常使用,防止焊槍、傳感器與工裝的干涉現象,對工裝進行優化,將多余部分切割,工裝優化前后對比如圖6所示。為了進一步降低出汽邊應力集中,在工裝焊縫背側的出汽邊整體型面上設計了循環水冷通道,對葉片焊縫背側區域進行噴水冷卻,最終控制葉片焊接變形。
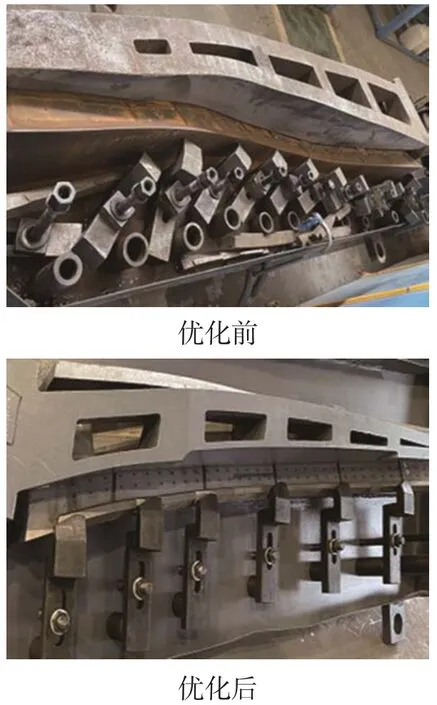
圖6 工裝優化前后對比Fig.6 Comparison before and after tooling optimization
3.3 空心葉片自動焊
采用上述的自動焊工藝參數及焊接分段順序,填充材料選用與母材成分匹配的直徑1.2 mm的E309LT0-4藥芯焊絲,自動焊空心葉片與手工焊葉片出汽邊焊縫對比如圖7所示,虛線表示分段焊接,數字1、數字2、數字3表示焊接順序。空心葉片自動焊相比于手工焊,焊接效率高,焊接接頭少,焊縫熔寬均勻一致,無咬邊和夾渣現象,焊縫成形美觀,焊接變形量和質量均符合設計及檢測要求。
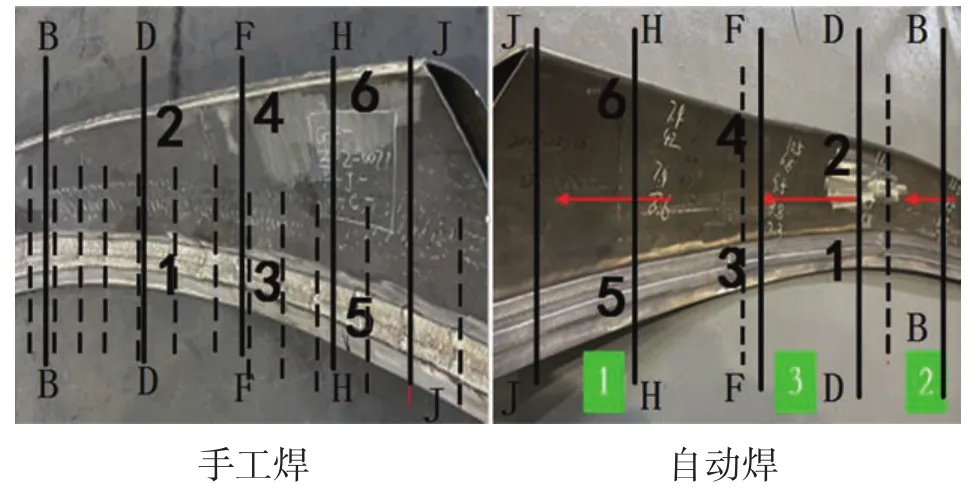
圖7 手工焊與自動焊焊后葉片焊縫對比Fig.7 Comparison of blade welds after manual welding and auto‐matic welding
4 焊接變形及生產效率分析
4.1 焊接變形分析
焊后的空心葉片尺寸通過檢測樣板工裝B-B、D-D、F-F、H-H、J-J的五個截面測量,考慮到葉片的變形主要集中在D-D、F-F及H-H截面,自動焊和手工焊在三個截面的變形數據如表2所示。這些變形數據主要反饋葉片整體變化趨勢,明顯看出,自動焊葉片在D-D截面、H-H截面4個點位置的尺寸均在經驗數據(分別為2.5~12.5 mm,2.3~10.2 mm)范圍內,自動焊葉片在F-F截面3點位置尺寸值為13.8 mm,與經驗數據(2.5~10.5 mm)最大值超差值為3.3 mm,在4點位置尺寸值為1.3 mm,與經驗數據最小值超差值為1.2 mm;手工焊葉片在F-F截面3點尺寸值為11 mm,與經驗數據最大值超差值為0.5 mm,在4點位置變尺寸為5.3 mm,在經驗數據范圍內;整個自動焊葉片分別在三個截面的6個位置點的尺寸變形量遠大于手工焊葉片的變形量。也明顯看出,出汽邊的參考點(1、3、5)數據變化量遠大于進汽邊的參考點(2、4、6)數據變化量,表明空心葉片焊接變形與進氣邊對接焊、出汽邊堆焊都相關,主要變形取決于出汽邊堆焊。
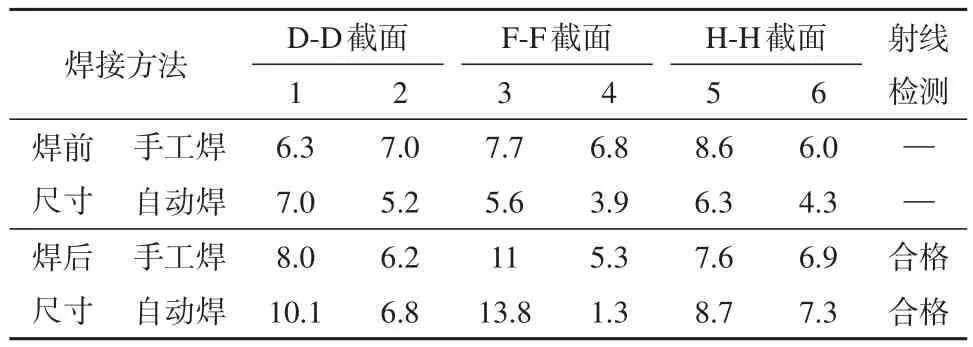
表2 自動焊、手工焊焊接變形尺寸參數(mm)Table 2 Welding deformation dimension parameters for automatic and manual welding(mm)
自動焊與手工焊的葉片在F-F截面3點位置的型線尺寸都超出標準要求,表明在該位置發生了焊接彎曲變形,自動焊葉片在F-F截面3點位置的變形與4點位置的變形重疊造成了扭曲變形。但兩者焊接變形超差尺寸都可通過校形解決,這是工藝生產中不可或缺的流程。
變形原因分析:雖然兩種焊接方式都在焊接前進行了一道加固焊,保證了葉片的整體剛性,但手工焊選用20段焊接方式散熱較快,自動焊選用3段焊接方式熱積累嚴重,因而手工焊的焊接變形遠小于自動焊變形,充分表明焊接變形與焊縫分段和分段順序息息相關。
4.2 生產效率分析
自動焊和手工焊的2工位進行對比分析,根據標準8 h/d的工作量,得到生產效率參數見表3。由表可知,自動焊(2工位)與手工焊(2工位)相對比,人均生產效率提高了44.5%,保證了穩定的焊接質量和較高的生產效率。
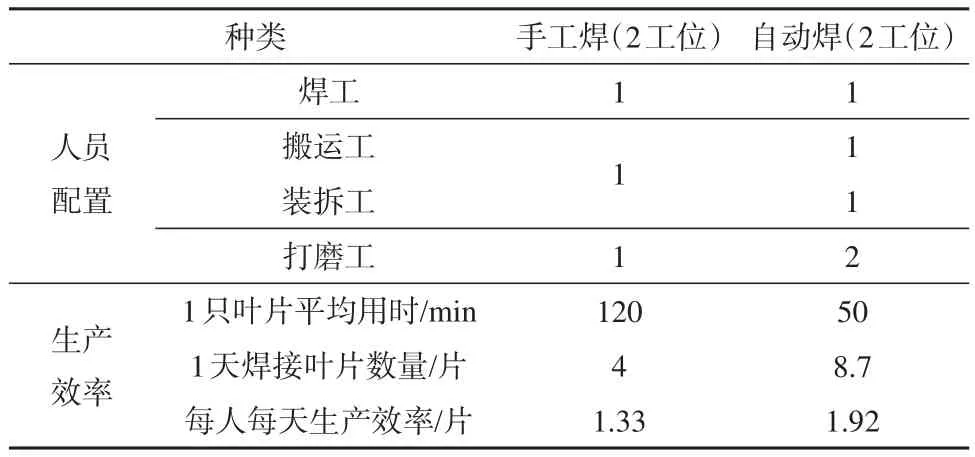
表3 自動焊、手工焊生產效率參數Table 3 Automatic welding,manual welding production efficiency parameters
5 結論
(1)通過優化激光跟蹤模型和焊接程序,深化激光傳感器的固定支架及夾具工裝的結構,保證了激光掃描跟蹤系統運行穩定與葉片焊接變形良好。
(2)優化自動焊焊接工藝參數,采用“一機兩位”工作模式,生產效率相比手工焊提升44.5%,焊縫成形美觀,均勻一致,無夾渣、裂紋及氣孔。
(3)下一步繼續優化激光跟蹤模型和焊接工藝參數,提高激光跟蹤識別焊縫特征點的精度,減小自動焊的焊后變形量,降低校形勞動強度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36