航空復合材料鋁合金疊層制孔技術
2022-12-05 12:19:32易小蘭
科學技術創(chuàng)新 2022年35期
關鍵詞:復合材料
易小蘭
(天府新區(qū)通用航空職業(yè)學院,四川 眉山 620564)
連接孔發(fā)生疲勞裂紋,是導致飛機機體故障的常見因素。由于飛機上各類連接件的數(shù)量多達百萬以上,提高航空材料連接孔的加工質(zhì)量就顯得尤為重要。為了減輕材料自重和保證性能達標,航空連接件大多采用復合材料與鋁合金疊層的形式。在自動化制孔中,既要考慮不同材料各自的制孔特性外,還要關注疊層過渡區(qū)的鉆削特性。在疊層制孔中,除了要選擇合適的刀具,還必須優(yōu)化工藝參數(shù),尤其是進給量、轉(zhuǎn)速兩項指標,是決定制孔精度、制孔質(zhì)量的關鍵因素。基于此,探究復合材料與鋁合金疊層制孔工藝的優(yōu)化策略,對提升加工精度與加工質(zhì)量有積極幫助。
1 航空復合材料鋁合金疊層制孔技術
1.1 刀具的選擇
常規(guī)的硬質(zhì)合金刀具無法滿足復合材料與鋁合金疊層制孔的需要,必須要選擇具有特殊土層的刀具才能提高制孔效果。目前可用于復合材料加工的刀具有2 種類型,即PCD(聚晶金剛石)刀具和CVD(金剛石涂層)刀具。PCD 刀具的優(yōu)勢在于硬度極高、導熱性好、耐磨能力強,能夠滿足復合材料與鋁合金疊層制孔的要求。但是在實際應用中,PCD 刀具由于形狀比較復雜,孔的內(nèi)壁容易出現(xiàn)劃痕,不夠光滑,從而導致制孔質(zhì)量不理想。相比之下,CVD 刀具的幾何形狀比較簡單,制孔時不易產(chǎn)生毛刺,孔壁光滑,加上使用成本較低,因此在航空復合材料鋁合金疊層制孔中應用優(yōu)先級較高。根據(jù)鉆頭形式的不同,又可將CVD 刀具分為三尖鉆和麻花鉆兩種類型[1]。
1.2 制孔精度與制孔質(zhì)量評估
本研究選擇制孔精度、制孔質(zhì)量這兩項指標來評價疊層制孔水平。其中,制孔精度指標下又包括了尺寸精度、圓度、縮孔3 項細分指標;制孔質(zhì)量指標下又包括了粗糙度、金屬毛刺、復材撕裂等多項細分指標,見圖1。
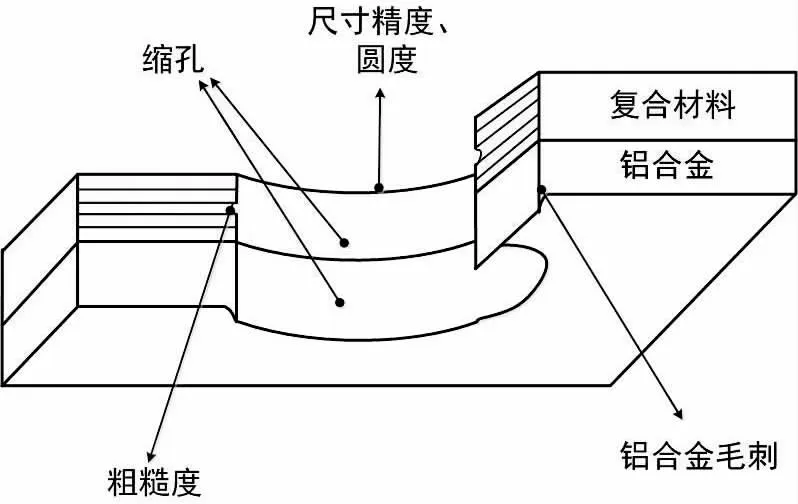
圖1 復合材料/鋁合金疊層制孔精度與制孔質(zhì)量評估指標
本研究選擇尺寸精度(即孔徑)判斷疊層制孔精度,在刀具切削制孔過程中,刀具周圍的材料受熱會發(fā)生膨脹,而冷卻后又容易出現(xiàn)縮孔現(xiàn)象。因此,如果孔徑變化越小,說明制孔精度越高。本研究選擇毛刺判斷疊層制孔質(zhì)量,毛刺高度越低,說明制孔質(zhì)量越好。
1.3 工藝的優(yōu)化
在復合材料鋁合金疊層制孔中,影響制孔精度和制孔質(zhì)量的因素較多,如刀具的類型、刀具的磨損程度、轉(zhuǎn)速等工藝參數(shù)的設定等[2]。因此,為了進一步提高疊層制孔效果,還需要對工藝流程進行優(yōu)化設計。在保證制孔精度、質(zhì)量均達到標準的前提下,通過降低刀具磨損以提高制孔的經(jīng)濟性。工藝優(yōu)化流程見圖2。
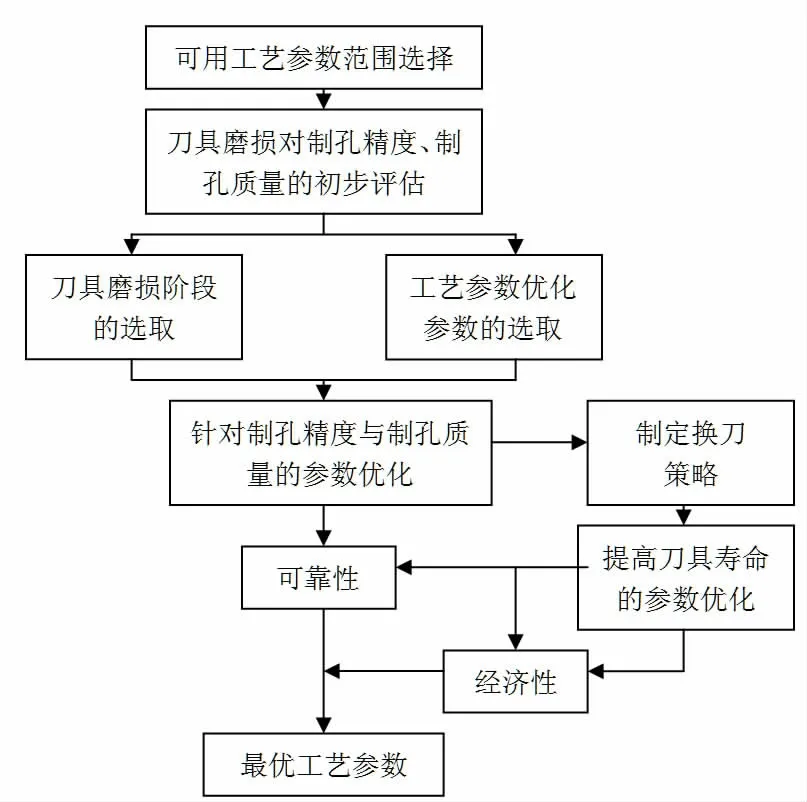
圖2 工藝參數(shù)優(yōu)化流程
2 工藝參數(shù)范圍的選取試驗
2.1 試驗方法
在復合材料鋁合金疊層制孔工藝中,涉及到的工藝參數(shù)主要有轉(zhuǎn)速和進給量。為確定最佳工藝參數(shù),設計了轉(zhuǎn)速上限和進給量上限的確立試驗。本次試驗基于數(shù)控加工平臺進行,用內(nèi)徑千分尺測量加工后的孔徑,用便攜式表面粗糙度儀檢測加工后孔壁的粗糙度,用刀具測量儀檢測刀具的磨損量。試驗所用刀具為三尖鉆和麻花鉆,轉(zhuǎn)速試驗和進給量試驗相互獨立,通過逐步逼近法不斷縮小轉(zhuǎn)速、進給量的上限范圍。
2.2 試驗結果
在進給量上限試驗中,保持鉆具的轉(zhuǎn)速恒定為3 600 rpm,對于進給量設置5 個變量,分別是0.04 mm/r、0.06 mm/r、0.08 mm/r、0.10 mm/r、0.12 mm/r。在相同轉(zhuǎn)速、不同進給量下分別完成復合材料鋁合金疊層制孔,并在加工結束后觀察制孔質(zhì)量、刀具磨損情況。所得結果見表1。
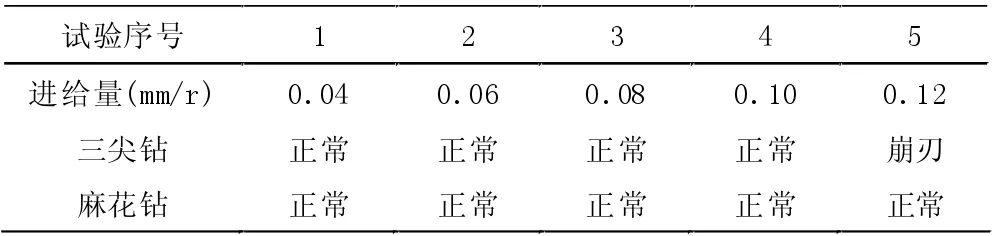
表1 3 600 rpm 轉(zhuǎn)速下進給量范圍確立試驗
根據(jù)表1 可知,在不同的進給量下,使用麻花鉆制孔,刀具刃口完好;而使用三尖鉆制孔,當進給量增加至0.12 mm/r 時,刀具刃口出現(xiàn)崩刃的情況。基于此,在轉(zhuǎn)速為3 600 rpm 下,使用三尖刀進行復合材料鋁合金疊層制孔,進給量的上限為0.10 mm/r;如果將刀具替換成麻花鉆,則本次試驗中進給量的上限為0.12 mm/r。按照同樣的思路,將進給量上限恒定為0.06 mm/r,改變轉(zhuǎn)速,同樣設計5 個變量,分別是1 800 rpm、3 600 rpm、5 400 rpm、7 200 rpm、9 000 rpm。在相同進給量、不同轉(zhuǎn)速下,分別完成復合材料鋁合金疊層制孔,并在加工結束后觀察制孔質(zhì)量、刀具磨損情況[3]。所得結果見表2。
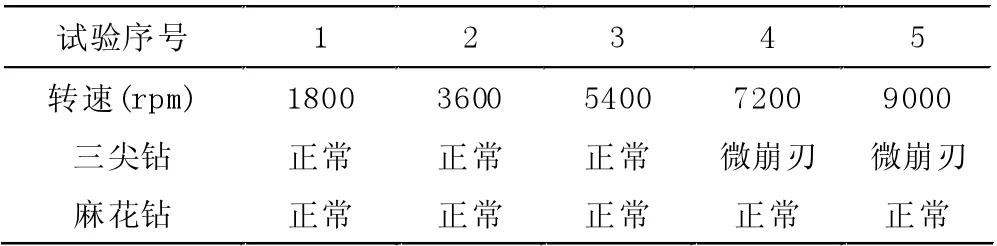
表2 0.06 mm/r 進給量下轉(zhuǎn)速范圍確立試驗
結合表2,在進給量為0.06 mm/r,調(diào)節(jié)轉(zhuǎn)速從1 800 rpm 至9 000 rpm,麻花鉆刃口完好;而相同條件下使用三尖鉆,在轉(zhuǎn)速升高至7 200 rpm 后,刀具刃口開始出現(xiàn)輕微崩裂。這種裂口的存在,會導致刀具在繼續(xù)使用過程中磨損速度進一步加快。在制孔質(zhì)量方面,使用兩種刀具在相同材料上制孔,均未發(fā)現(xiàn)明顯缺陷,制孔質(zhì)量均能滿足要求。基于此,在進給量為0.06 mm/r 下,麻花鉆的轉(zhuǎn)速上限可以達到9 000 rpm,而三尖鉆的轉(zhuǎn)速上限為5 400 rpm。
3 提高制孔精度和制孔質(zhì)量的工藝參數(shù)優(yōu)化
3.1 試驗設計
本次試驗使用的復合材料為CCF300,厚度為3.5 mm;鋁合金為7075,厚度為2.8 mm。試驗使用的2 種鉆頭,三尖鉆可加工600 個孔,麻花鉆可加工800 個孔。以前100 個孔的孔徑誤差和毛刺高度,作為評價制孔精度與制孔質(zhì)量的指標。為了消除其他因素對試驗結果的干擾,試驗中對轉(zhuǎn)速和進給量分別設計了5個水平(見表3),兩者交叉共進行5×5=25 組試驗。每種組合下制孔數(shù)量為3 個,本次試驗中制孔數(shù)量共計75 個。這樣既可以保證刀具磨損量較小,同時還能保證樣本數(shù)量足夠多,使試驗結果的可靠性得到了保證。

表3 工藝優(yōu)化參數(shù)選取水平
依次檢測75 孔的孔徑、毛刺高度,并將每種組合下3 個孔的測量結果取平均值。使用二次回歸模型(X)展開分析:

式中:n 表示轉(zhuǎn)速;f 表示進給量;C0~C5表示待定常數(shù);X 表示優(yōu)化對象,是孔徑、毛刺高度中的一種。
3.2 孔徑分析
孔徑(尺寸精度)是評價制孔精度的一個核心指標,在航空飛機的裝配中,要求連接件的尺寸精度≥H8 級。以直徑為5 mm 的孔為例,上偏差≤18 μm,下偏差≥0 μm。在試驗中使用內(nèi)徑千分尺測量孔徑。
3.2.1 三尖鉆制孔精度分析
將測得結果帶入到二次回歸模型,可以得到使用三尖鉆制孔時復合材料(DCFRP)和鋁合金(DAl)的孔徑,結果如下:
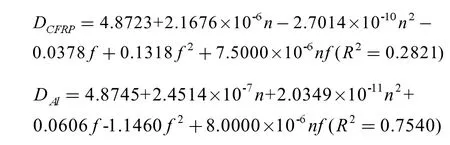
將上述二次回歸模型導入到Matlab 軟件中,繪制出三維曲面圖,可以觀察到使用三尖鉆加工復合材料和鋁合金時孔徑的變化情況。結合三維曲面圖可知,使用三尖鉆在復合材料上制孔,隨著工藝參數(shù)的變化,孔徑?jīng)]有明顯的改變;而使用三尖鉆在鋁合金上制孔,當轉(zhuǎn)速增加時,孔徑也有一定幅度的增大。但是進給量增加對孔徑變化的影響不明顯。綜合來看,使用三尖鉆制孔,復合材料上的孔徑要小于鋁合金上的孔徑,說明復合材料制孔更容易發(fā)生縮孔現(xiàn)象[4]。
3.2.2 麻花鉆制孔精度分析
按照同樣的處理方式,求得麻花鉆制孔時復合材料(dCFRP)和鋁合金(dAl)的孔徑,結果如下:
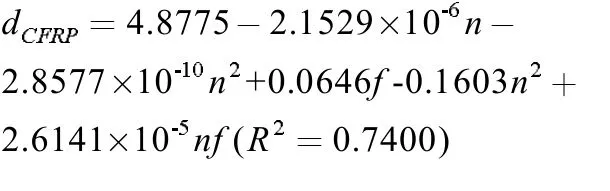

將上述擬合公式導入到Matlab 軟件中,繪制麻花鉆加工復合材料和鋁合金時轉(zhuǎn)速和進給量的三維曲面圖。觀察可知,使用麻花鉆在復合材料、鋁合金上制孔,隨著轉(zhuǎn)速和進給量的增加,孔徑也相應的變大。并且在工藝參數(shù)相同的情況下,復合材料孔徑要小于鋁合金孔徑,說明復合材料制孔更容易出現(xiàn)縮孔現(xiàn)象,與前文試驗結果一致。
3.2.3 孔徑優(yōu)化結果
從試驗結果來看,雖然工藝參數(shù)的變化會導致孔徑發(fā)生改變,但是變化并不明顯。使用三尖鉆在復合材料上制孔時,25 種工藝下最大孔徑和最小孔徑的差值為0.003 mm;使用麻花鉆在符合材料上制孔時,25種工藝下最大孔徑和最小孔徑的差值為0.007 mm。在平均縮孔值方面,三尖鉆為0.002 mm,明顯低于麻花鉆的0.007 8 mm。但是這2 種刀具加工后的孔徑均未達到H8 精度,故需要對孔徑進行優(yōu)化。優(yōu)化公式為:

式中:dbest表示優(yōu)化后的刀具直徑;d 表示最開始的刀具直徑;DAl和DCFRP分別代表復合材料和鋁合金在不同工藝參數(shù)下的平均孔徑。根據(jù)上式,如果選擇三尖鉆進行復合材料和鋁合金疊層制孔,則需要在刀具原始孔徑的基礎上進行擴孔,擴大值為0.020 8 mm;如果選擇麻花鉆進行復合材料和鋁合金疊層制孔,則需要在刀具原始孔徑的基礎上再擴大0.009 3 mm。經(jīng)過擴孔后,才能保證達到H8 精度要求。
3.3 毛刺分析
毛刺屬于鋁合金材料制孔中比較常見的質(zhì)量缺陷,本次試驗中將孔口毛刺高度作為評價制孔質(zhì)量的主要因素。在制孔結束后,使用TEC 白光干涉三維形貌儀測量正交的4 個點,以這4 個點毛刺高度的平均值作為毛刺高度[5]。根據(jù)制孔流程和鉆削特點,毛刺高度主要與工藝參數(shù)有關,擬合公式如下:
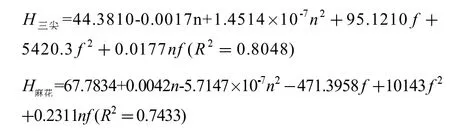
按照上文所述方法,將擬合公式導入到Matlab 軟件中,可以得到2 種刀具在鋁合金制孔中毛刺高度與工藝參數(shù)之間的關系。結果表明,使用三尖鉆在鋁合金上制孔,毛刺高度不受轉(zhuǎn)速的影響,但是與進給量呈正相關,并且毛刺高度的變化范圍為50~100 μm。使用麻花鉆在鋁合金上制孔,毛刺高度隨著轉(zhuǎn)速和進給量的增加而增加,毛刺高度的變化范圍為80~140 μm。在工藝參數(shù)相同的情況下,使用三尖鉆制孔,毛刺高度要低于麻花鉆,高度差為45 μm。
4 結論
在航空復合材料和鋁合金疊層制孔中,選用合適的刀具、科學設定工藝參數(shù),對提高制孔精度和制孔質(zhì)量有積極幫助。從試驗來看,三尖鉆在復合材料和鋁合金疊層制孔中具有更為明顯的優(yōu)勢,例如孔徑變化較小、孔口毛刺更低等。在使用三尖鉆進行疊層制孔時,適當減少進給量、保持較高的轉(zhuǎn)速,能夠兼顧成孔質(zhì)量和制孔效率。從試驗來看,刀具選用三尖鉆,轉(zhuǎn)速控制在3 600 rpm、進給量控制在0.06 mm/r,能夠讓復合材料和鋁合金疊合制孔的質(zhì)量達到標準。
猜你喜歡
建材發(fā)展導向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
