基于CAM的雙圓弧齒輪建模及數(shù)控加工集成研究
2022-12-24 04:06:40黃成徐愷李閣強(qiáng)韋智博
模具工業(yè) 2022年12期
黃成,徐愷,李閣強(qiáng),韋智博
(河南科技大學(xué) 機(jī)電工程學(xué)院,河南 洛陽 471003)
0 引 言
齒輪泵在液壓系統(tǒng)中有著廣泛的應(yīng)用[1],雙圓弧齒輪泵[2]相對(duì)傳統(tǒng)漸開線齒輪泵具有良好的承載能力、流量脈動(dòng)平穩(wěn)、噪聲小等優(yōu)點(diǎn)。雙圓弧齒輪泵的轉(zhuǎn)子采用雙圓弧螺旋斜齒輪,其基本端面齒形一般由上下兩段圓弧通過一段過渡曲線連接而成,國內(nèi)一些學(xué)者對(duì)不同的過渡曲線進(jìn)行研究[3,4],通過改變齒形的方式進(jìn)一步改善流量脈動(dòng)及噪音問題,并取得了大量的研究成果。為實(shí)現(xiàn)對(duì)零件建模及加工,參考文獻(xiàn)[5]通過分析鞋底模具型腔板特殊位置和曲面的加工難點(diǎn),制定了相應(yīng)的加工路線,采用UG NX CAM模塊完成編程及仿真切削。參考文獻(xiàn)[6]通過MATLAB軟件對(duì)鞍形曲面數(shù)學(xué)模型進(jìn)行編程運(yùn)算,生成數(shù)學(xué)模型的關(guān)鍵點(diǎn),并利用UG中點(diǎn)生成面的命令完成鞍形曲面精確的三維實(shí)體模型的建立。同時(shí),隨著仿真加工技術(shù)的進(jìn)步,使用仿真加工軟件對(duì)加工程序進(jìn)行了優(yōu)化和驗(yàn)證,以減少加工誤差、過切、碰撞等現(xiàn)象的發(fā)生,且機(jī)床加工結(jié)果表明符合預(yù)期要求,減少了機(jī)床加工所產(chǎn)生的問題[7-9]。
為了在滿足使用要求的前提下提高齒輪加工效率,首先設(shè)計(jì)了漸開線形式的過渡曲線雙圓弧螺旋齒輪,根據(jù)齒形參數(shù)采用UG12.0軟件對(duì)齒輪進(jìn)行三維建模,在CAM模塊進(jìn)行仿真加工[10],使用UG后處理模塊生成CN加工程序,最后在Vericut中進(jìn)行銑削仿真加工,驗(yàn)證了設(shè)計(jì)的合理性和數(shù)控加工程序的正確性,對(duì)螺旋類及不規(guī)則形狀齒輪的建模及加工提供一定的參考價(jià)值。
1 雙圓弧齒輪精確建模及運(yùn)動(dòng)仿真
1.1 漸開線型雙圓弧螺旋齒輪參數(shù)化建模
漸開線型雙圓弧螺旋齒輪端面齒形與模數(shù)、齒數(shù)、壓力角及齒寬有關(guān),結(jié)合齒輪基本關(guān)系,給定齒輪基本參數(shù)如表1所示。
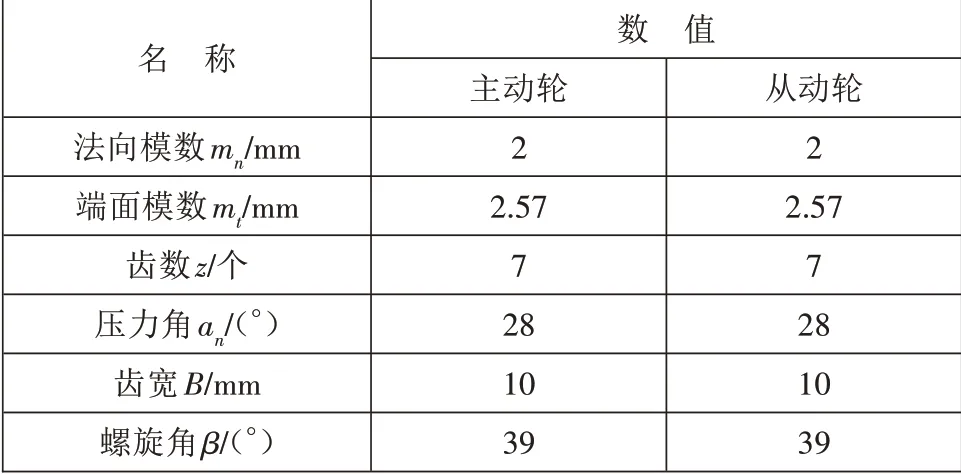
表1 漸開線齒輪參數(shù)
受限于UG等軟件對(duì)曲線的繪制能力,在MATLAB中生成兩相鄰齒輪間的漸開線過渡曲線,并將漸開線中的點(diǎn)以.dat格式文件輸出,基于表1中的齒輪基本參數(shù),編寫漸開線生成程序及坐標(biāo)輸出程序如下:
u=0:0.01:0.5*pi;%漸開線周期
an=28*pi/180;%法向壓力角
at=atan(tan(an)/cos(beta));%端面壓力角Rb=(D*cos(at))/2;%基圓半徑
theta0=tan(at)-at+pi/z/2;%漸開線角度參數(shù)
D=mt*z;%分度圓直徑
r=Rb*(at+theta0-tan(at));%齒頂(根)圓弧半徑
x=u.*Rb.*cos(u-theta0)-Rb.*sin(u-theta0);
y=u.*Rb.*sin(u-theta0)+Rb.*cos(u-theta0);
plot(x,y);%繪制漸開線
grid on;
fid1=fopen('D:JKX.dat','w');%坐標(biāo)輸出位置
count=fprintf(fid1,'%f, ',x,y);%坐標(biāo)輸出
fclose(fid1);
為使線型更加精確,輸出坐標(biāo)點(diǎn)較多,表2所示為部分坐標(biāo)點(diǎn)數(shù)據(jù)。
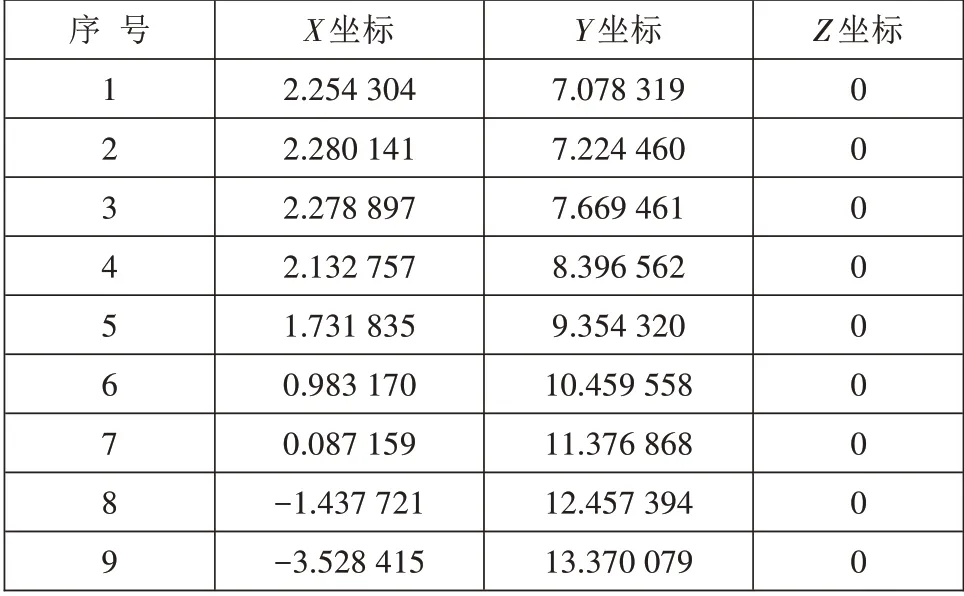
表2 漸開線部分點(diǎn)坐標(biāo)
在UG中通過創(chuàng)建表達(dá)式定義齒數(shù)、模數(shù)、壓力角等齒輪基本參數(shù),通過表達(dá)式計(jì)算齒頂圓直徑、基圓直徑等參數(shù),使用UG表達(dá)式可準(zhǔn)確畫出齒輪的幾何尺寸位置,上圓弧與下圓弧圓心均落在以O(shè)為圓心的分度圓上,分度圓和上、下兩圓弧半徑分別為R和r。雙圓弧螺旋齒輪端面齒形形成過程如圖1所示。
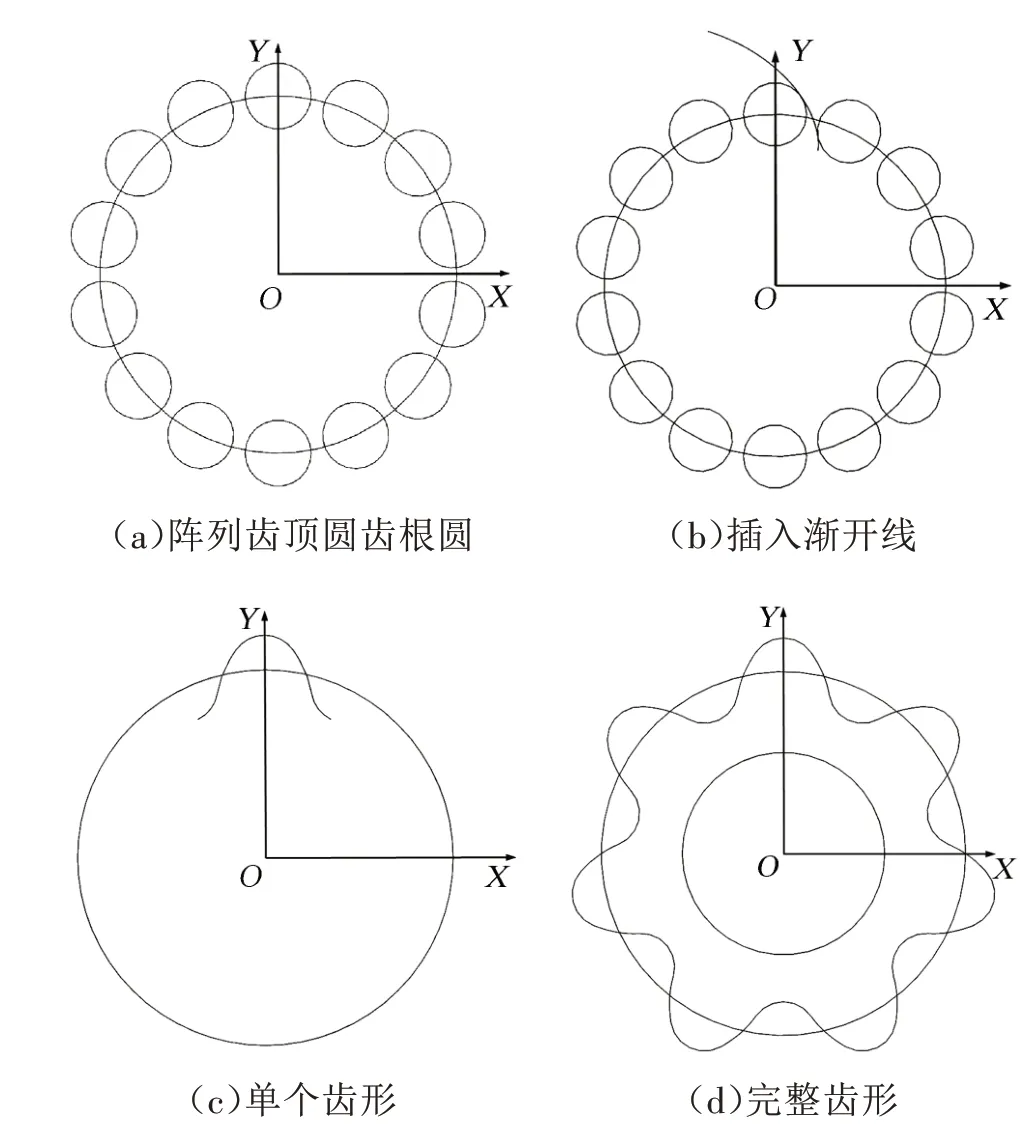
圖1 漸開線端面齒形形成過程
漸開線型雙圓弧齒輪的單個(gè)齒形由漸開線BC將上、下兩段圓弧CD和AB光滑連接,在UG中以“通過點(diǎn)”的方式將漸開線導(dǎo)入,使用修剪、鏡像、陣列等命令可實(shí)現(xiàn)漸開線齒輪端面齒形的繪制,在三維建模軟件UG12.0中使用螺旋線掃掠建立三維模型:依次選擇“菜單-插入-曲線-螺旋”,在方位中指定坐標(biāo)系并設(shè)置螺旋角,在“大小”選項(xiàng)中選“直徑”,規(guī)律類型設(shè)置為恒定值18 mm,螺距類型恒定,其值由公式(1)確定,計(jì)算結(jié)果約為70 mm。

其中,L為螺距,mm;D為分度圓直徑,mm;β為螺旋角,(°)。
螺旋線長度選項(xiàng)設(shè)置為“限制”,設(shè)置起始限制為0,終止限制為10 mm,點(diǎn)擊確定生成螺旋線,同樣的方法在分度圓上生成3條螺旋線;再依次選擇“菜單-插入-掃掠-掃掠(通過引導(dǎo)線掃掠截面來創(chuàng)建體)”,截面選中齒輪的端面齒形線,引導(dǎo)線依次選擇所作的3條螺旋線,點(diǎn)擊確定生成雙圓弧斜齒圓柱齒輪三維模型。同理,將螺旋角改為負(fù)值,按上述方法可建立雙圓弧螺旋齒輪泵轉(zhuǎn)子系統(tǒng)中的從動(dòng)齒輪。雙圓弧齒輪端面齒形及三維模型如圖2所示。
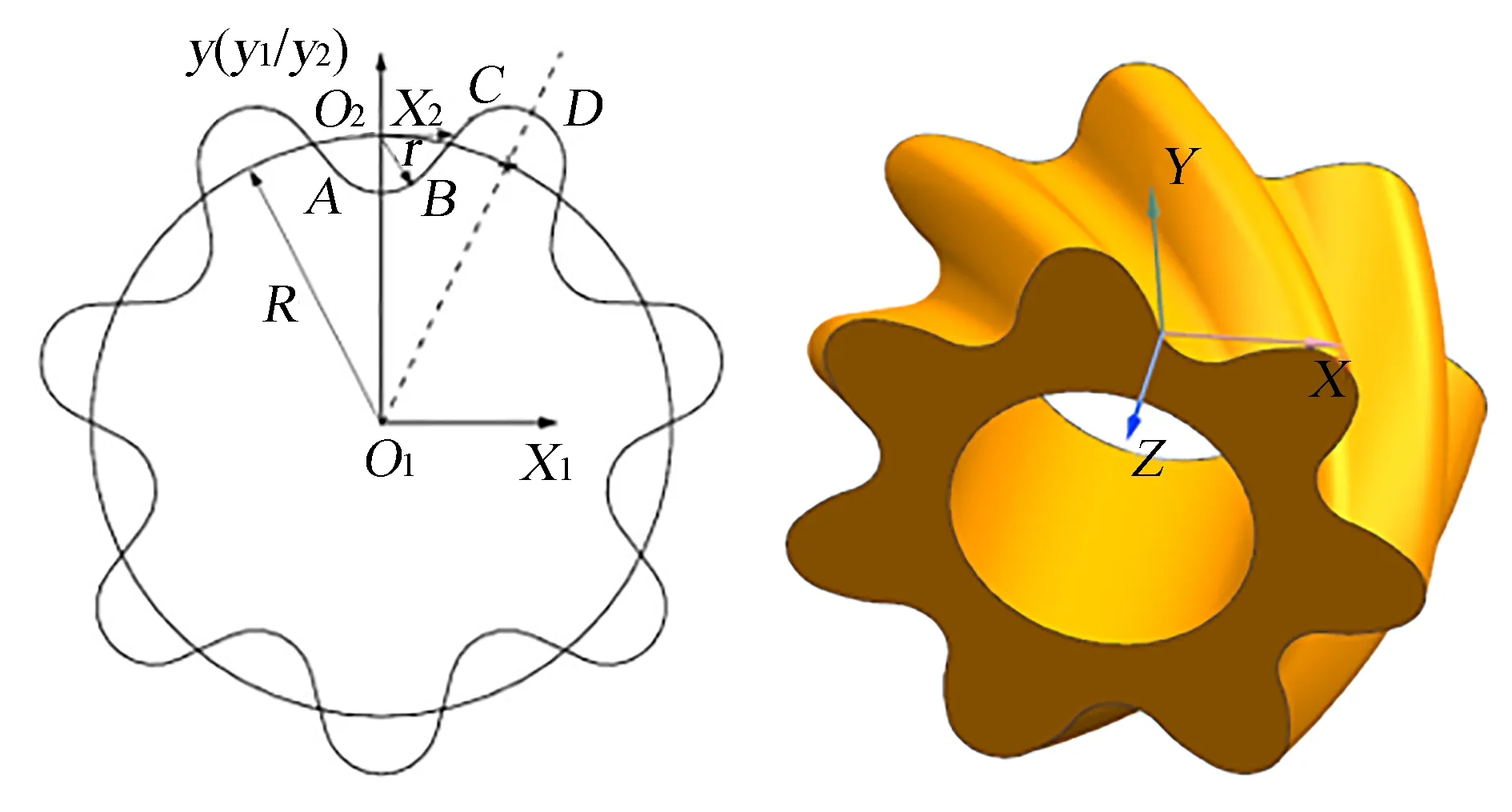
圖2 齒輪端面齒形及三維模型
1.2 運(yùn)動(dòng)仿真
在UG軟件中新建裝配模型,選擇“添加部件”,將主動(dòng)輪和從動(dòng)輪導(dǎo)入,添加端面對(duì)齊約束、接觸約束和齒輪軸平行約束實(shí)現(xiàn)兩齒輪裝配,在應(yīng)用模塊選擇運(yùn)動(dòng)新建仿真,環(huán)境中分析類型選擇運(yùn)動(dòng)學(xué),依次為2個(gè)齒輪添加連桿,點(diǎn)擊接頭選項(xiàng)創(chuàng)建2個(gè)運(yùn)動(dòng)副并將主動(dòng)輪的齒輪副添加多項(xiàng)式驅(qū)動(dòng),將創(chuàng)建的2個(gè)齒輪副設(shè)定為齒輪耦合副,在解算方案中設(shè)定時(shí)間和步數(shù),點(diǎn)擊確定和求解,可在結(jié)果中查看運(yùn)動(dòng)仿真動(dòng)畫。齒輪運(yùn)動(dòng)仿真結(jié)果表明,在齒輪嚙合過程中未產(chǎn)生干涉現(xiàn)象,齒輪嚙合平穩(wěn),嚙合過程如圖3所示。
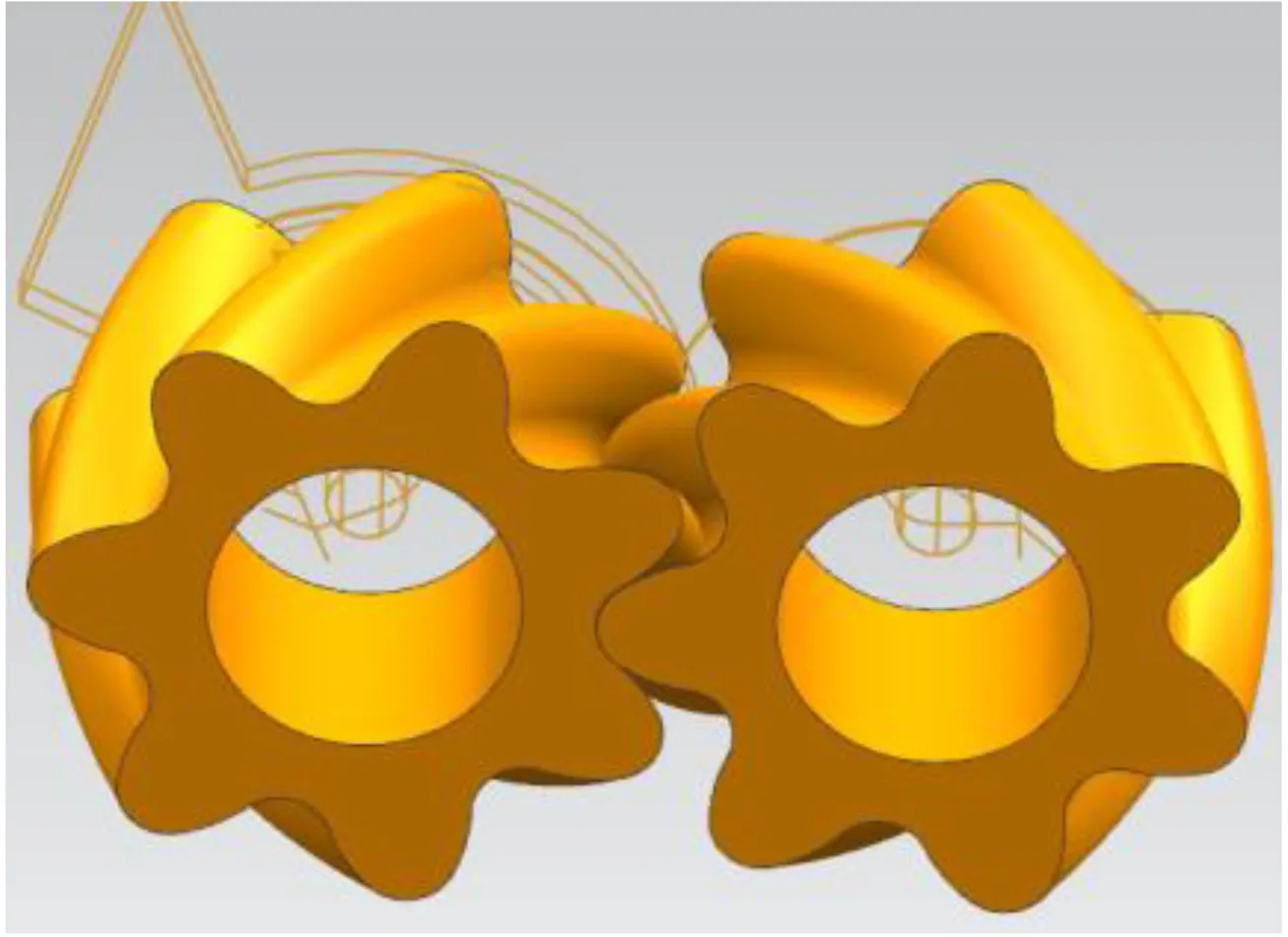
圖3 轉(zhuǎn)子副齒輪嚙合過程
2 仿真加工
2.1 UG后處理
在UG軟件中,CAM模塊涵蓋多種加工方式,如數(shù)控銑削、數(shù)控車削、線切割及電火花加工等,不同的加工方式生成對(duì)應(yīng)的數(shù)控程序以及刀路軌跡,其中數(shù)控銑應(yīng)用最為廣泛,在銑削加工方法上有平面銑(mill planar)、型腔銑(mill cavity)、固定軸曲面輪廓銑(contour fixed)、可變軸輪廓銑(contour variable)等。
將建立的雙圓弧螺旋齒輪三維模型導(dǎo)入U(xiǎn)G軟件的應(yīng)用模塊,選擇“加工”進(jìn)入加工環(huán)境,在CAM會(huì)話中選擇多軸銑削,創(chuàng)建球頭銑刀,為保證不產(chǎn)生過切,刀頭直徑應(yīng)小于端面齒形圓弧的直徑,因此加工選用球頭銑刀的球頭直徑定為φ1 mm,錐角為0,長度為50 mm,刀刃長度為6 mm,球頭銑刀為整體式結(jié)構(gòu)。
在加工環(huán)境中刀具類型選擇所創(chuàng)建的“球頭銑刀”,指定部件為“雙圓弧螺旋齒輪模型”,指定毛坯為“包容圓柱體”,半徑偏置0.2 mm,驅(qū)動(dòng)方法選擇“曲面區(qū)域”,矢量選擇“刀軸”,刀軸選擇“遠(yuǎn)離直線”,由于去除余量較少,可將粗加工加工余量設(shè)置為0.03 mm,進(jìn)行精加工時(shí),設(shè)置加工余量為0,給定適當(dāng)?shù)倪M(jìn)給率,并將機(jī)床主軸轉(zhuǎn)速設(shè)為1 200 r/min,單擊下方的生成即可生成加工的刀路軌跡,生成精加工的刀路軌跡如圖4所示。
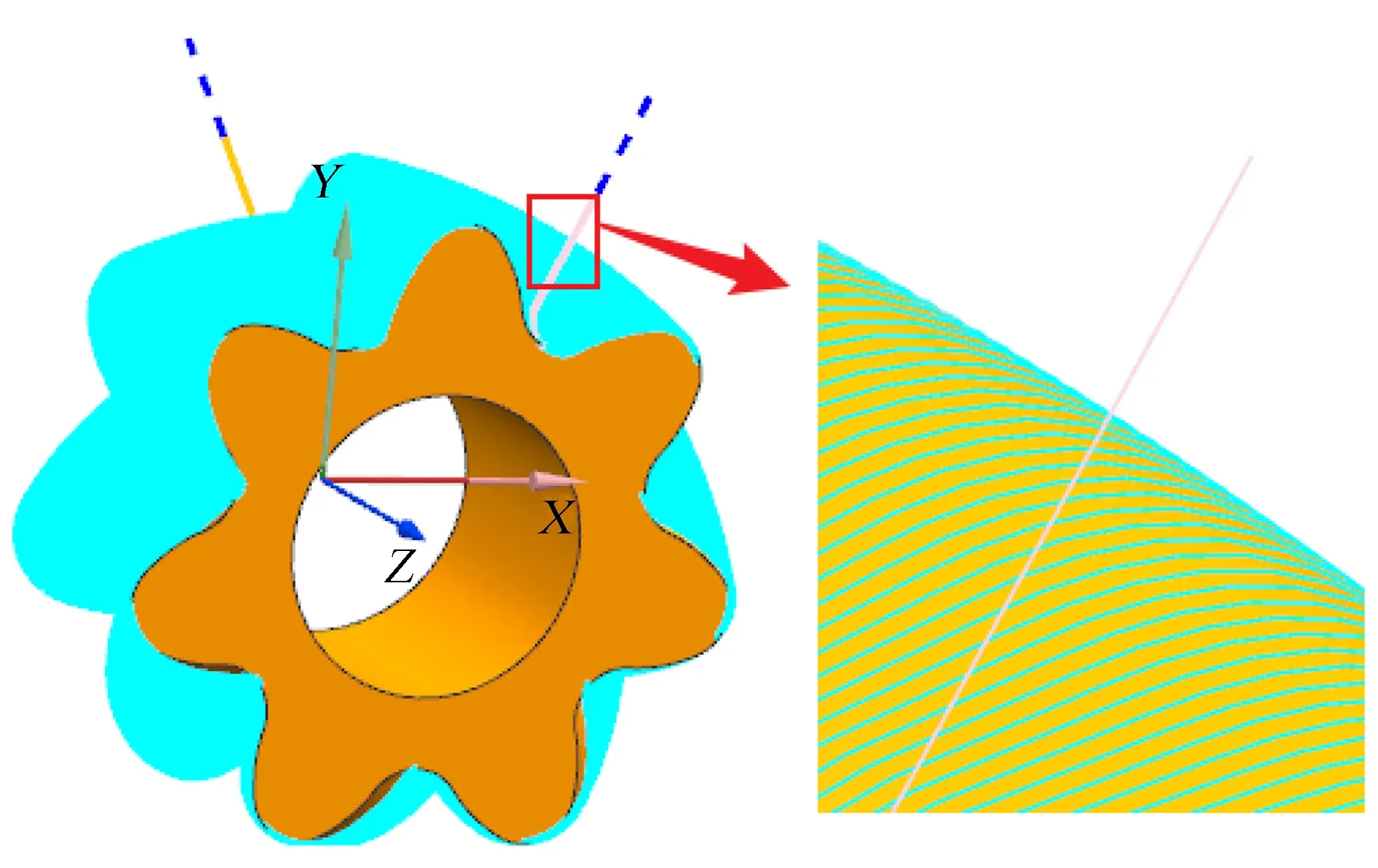
圖4 精加工刀路軌跡
UG提供了良好的加工過程可視化操作,確定刀路軌跡后可進(jìn)行仿真過程的動(dòng)畫演示,該方法同時(shí)在軟件中進(jìn)行建模及數(shù)控加工,可確保程序的準(zhǔn)確性。最終在工序?qū)Ш狡髦羞M(jìn)行后處理器的選擇和程序輸出位置選擇,部分?jǐn)?shù)控程序如圖5所示。
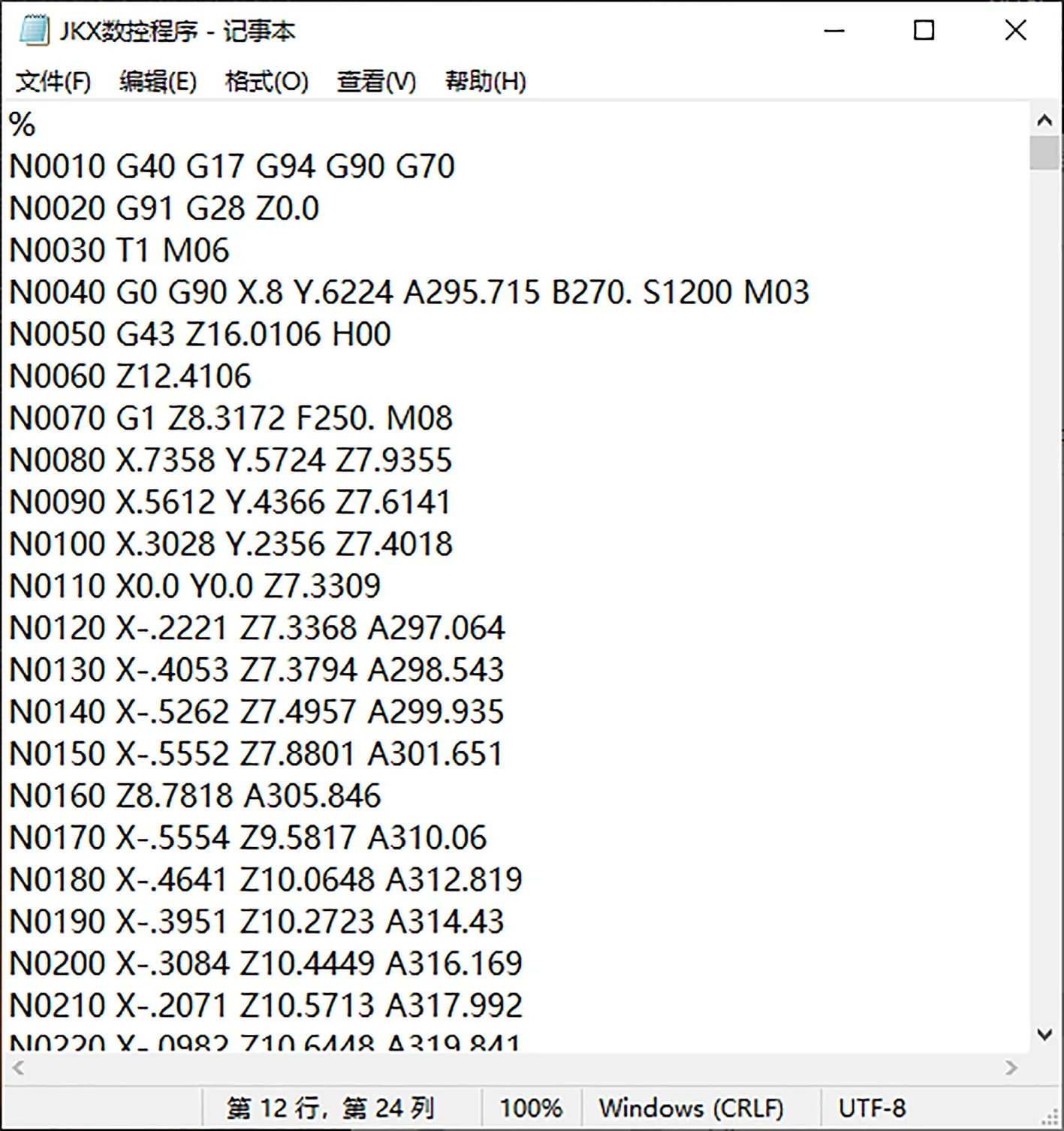
圖5 數(shù)控加工程序
2.2 Vericut銑齒仿真加工
Vericut是一款強(qiáng)大的仿真加工軟件,可原比例構(gòu)建機(jī)床和毛坯等零件幾何尺寸,在仿真過程中可自動(dòng)檢測機(jī)床和部件之間干涉、過切等錯(cuò)誤信息,并在信息欄及日志文件中進(jìn)行提示,用戶可根據(jù)提示信息重新構(gòu)建機(jī)床及刀具或優(yōu)化數(shù)控程序,同時(shí),Vericut軟件有FANUC、SIEMENS、HEIDENHAIN等控制系統(tǒng)文件可供選擇,在機(jī)床加工前進(jìn)行數(shù)控仿真加工可減少因設(shè)計(jì)不合理等原因造成的加工事故,同時(shí)用戶可使用軟件所提供的程序優(yōu)化功能,提高加工效率。銑齒機(jī)床結(jié)構(gòu)拓?fù)潢P(guān)系及模型如圖6所示。
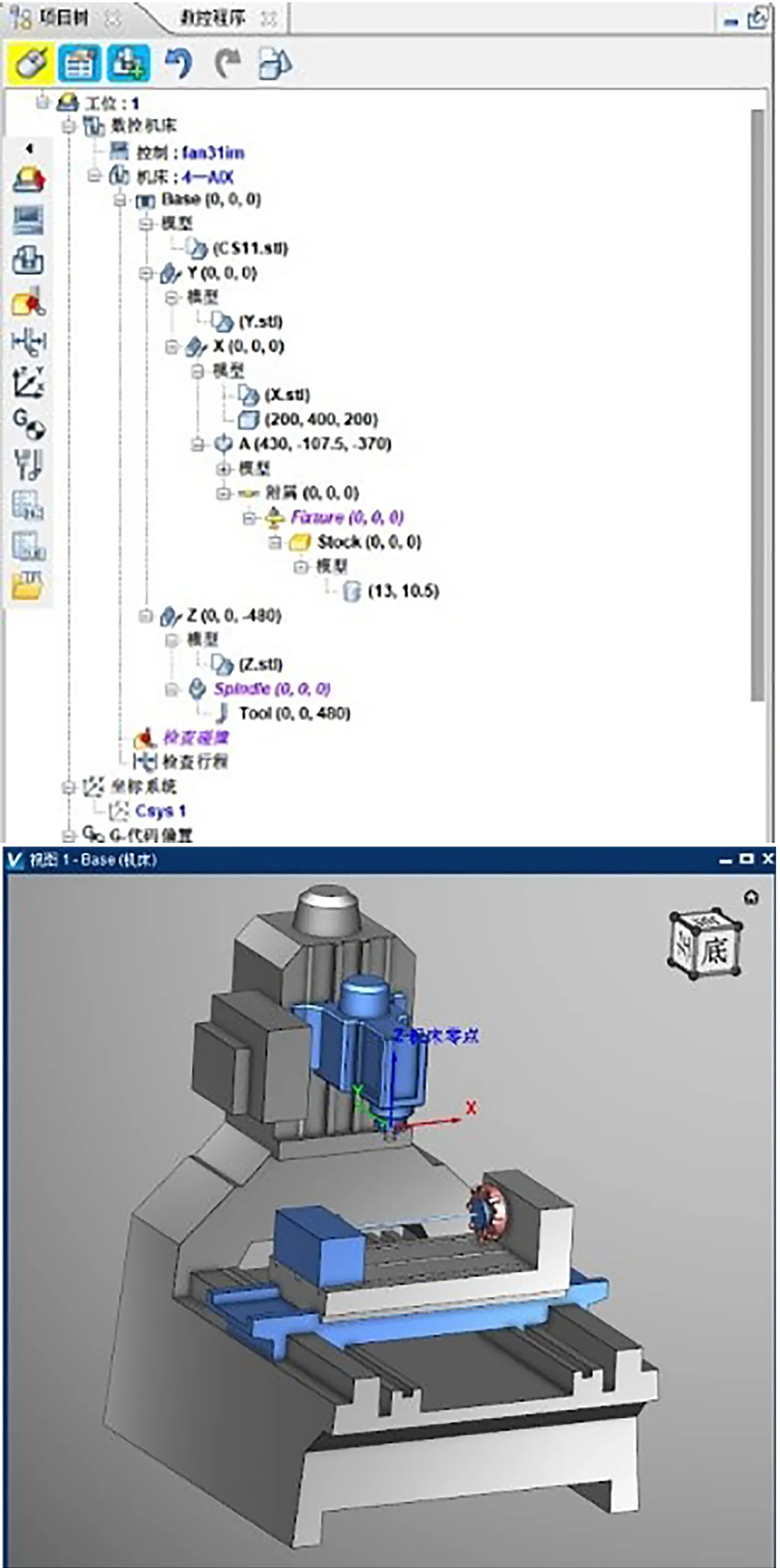
圖6 銑齒機(jī)床結(jié)構(gòu)拓?fù)潢P(guān)系及模型
在雙圓弧螺旋齒輪仿真加工過程中,將數(shù)控銑床模型導(dǎo)入Vericut 9.2中,根據(jù)加工需要選用fan31im.ctl文件作為銑床的控制系統(tǒng)。在項(xiàng)目樹對(duì)應(yīng)結(jié)構(gòu)下添加零件毛坯,添加刀具為創(chuàng)建的球頭銑刀,球頭直徑為φ2 mm、刃長為20 mm,設(shè)置加工坐標(biāo)系統(tǒng),將UG后處理器輸出的NC程序添加到數(shù)控程序中,各種仿真條件設(shè)置完成后可單擊開始鍵進(jìn)行仿真加工。Vericut軟件提供了良好的可視化加工過程,在加工前通過開啟狀態(tài)窗口,對(duì)加工過程進(jìn)行錯(cuò)誤監(jiān)視,加工中狀態(tài)窗口信息及工件視圖如圖7所示。
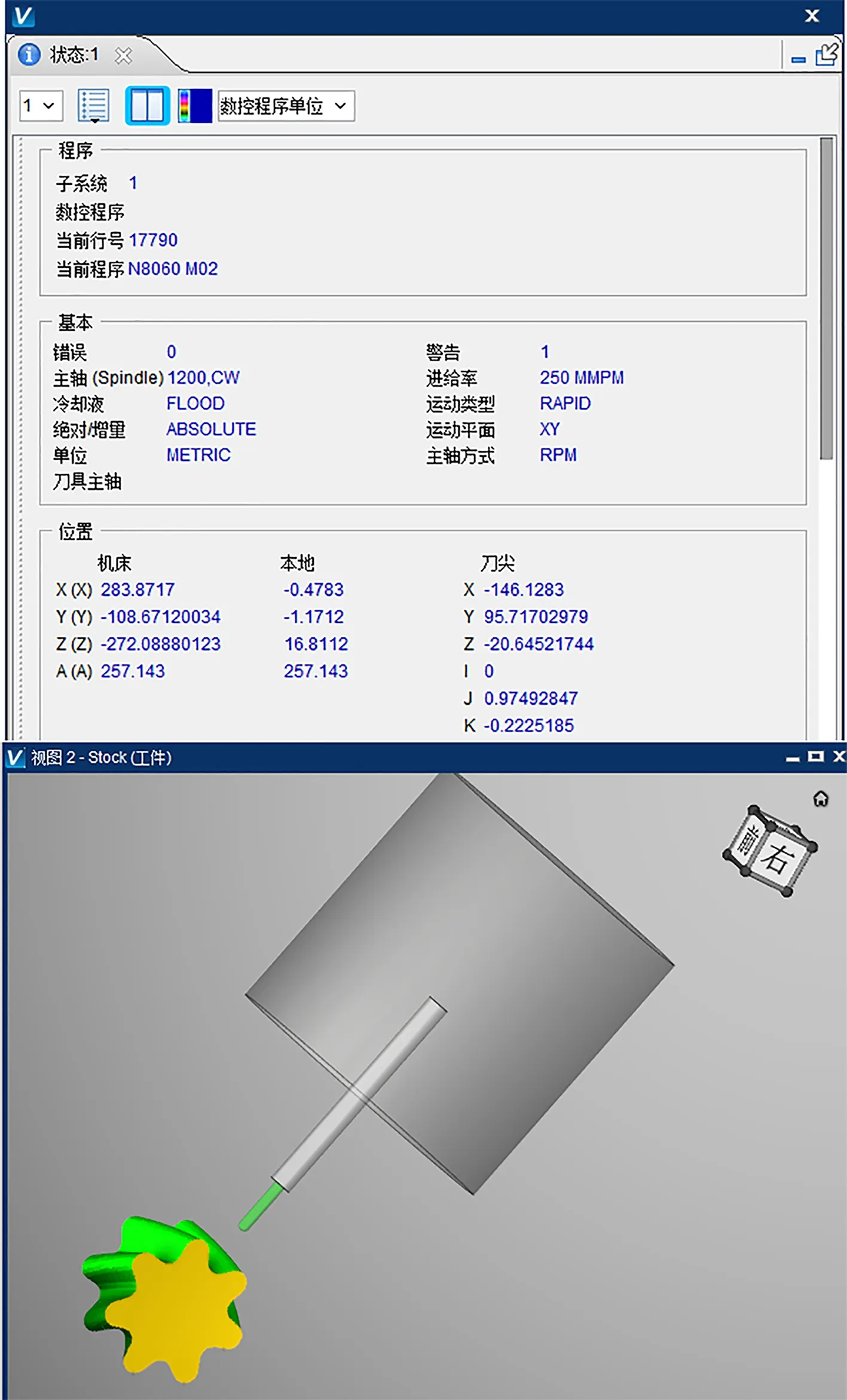
圖7 加工中狀態(tài)窗口及工件視圖
根據(jù)狀態(tài)監(jiān)視窗口及日志文件,仿真加工過程中未出現(xiàn)碰撞和過切等警告,證實(shí)了數(shù)控程序及仿真加工的正確性。
3 雙圓弧齒輪3D打印模型
采用極光爾沃A8工業(yè)級(jí)3D打印機(jī)打印齒輪的三維模型,材料選用尼龍材質(zhì),可以清晰地看出等雙圓弧齒輪齒廓形狀和結(jié)構(gòu)[11],驗(yàn)證結(jié)構(gòu)和建模的合理性。將UG生成的三維模型以STL格式導(dǎo)入3D打印機(jī),按照1∶1的比例打印的雙圓弧齒輪模型如圖8所示。

圖8 雙圓弧齒輪模型
4 結(jié)束語
采用幾何和MATLAB編程的方式,生成了漸開線型雙圓弧螺旋齒輪的過渡曲線,采用UG12.0和MATLAB軟件實(shí)現(xiàn)了對(duì)漸開線過渡曲線形式的雙圓弧齒輪的參數(shù)化建模和運(yùn)動(dòng)仿真,通過3D打印技術(shù)驗(yàn)證了齒輪設(shè)計(jì)及建模合理性。
使用UG12.0軟件CAM模塊對(duì)雙圓弧齒輪模型進(jìn)行數(shù)控加工,生成了刀路軌跡,通過后處理器得到NC數(shù)控程序。通過導(dǎo)入數(shù)控機(jī)床模型、控制系統(tǒng)、數(shù)控程序,定義毛坯和刀具等,進(jìn)行仿真環(huán)境的搭建,在Vericut數(shù)控仿真平臺(tái)進(jìn)行雙圓弧螺旋齒輪仿真加工。結(jié)果表明,采用數(shù)控銑削加工雙圓弧螺旋齒輪的刀軌路徑規(guī)劃、數(shù)控程序以及刀具模型滿足加工條件,驗(yàn)證了雙圓弧螺旋齒輪數(shù)控仿真加工的正確性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
