基于廢棄聚苯硫醚濾料的多層吸聲材料制備及其性能
2023-01-06 03:38:40張書誠徐珍珍
紡織學報 2022年12期
張書誠,邢 劍,徐珍珍
(安徽工程大學 安徽省紡織結構復合材料國際聯合研究中心,安徽 蕪湖 241000)
聚苯硫醚(PPS)作為一種高性能纖維,具有優異的耐化學腐蝕性、熱穩定性、優良的阻燃性和良好的力學性能,由其經過針刺或水刺加工制備的濾袋已成為燃煤電廠的首選濾料[1-4]。由其制備的袋式除塵裝置除塵效率可達到99.99%以上,已廣泛應用于各個行業的高溫除塵領域[5-6];但在整個使用過程中,濾袋的過濾性能會持續劣化以致失效,因此濾袋每隔數年需要更換,更換成本較高,而且更換下來的廢棄PPS濾袋數量巨大,且廢棄濾袋中附著有大量的粉塵及污染物,在自然界中難以降解,若處理不當會產生嚴重的環境污染[7-10]。通過對廢棄PPS濾袋進行性能測試發現,其力學性能保持良好。由于價格較高,因此高效回收利用廢棄PPS濾料成為當前迫切需要解決的問題,也具有重要的科學研究意義和社會意義。
隨著現代工業與信息的發展,噪聲污染越來越突出,嚴重影響了人們的身心健康(嚴重時會導致心血管疾病)、生活質量和生活中各種設備的壽命[11-13],因此噪聲防治也已成為社會重點關注問題。吸聲材料是指降低聲音反射,改善聲學環境,可以將聲能轉化為熱能的吸聲材料,目前吸聲材料主要可以分為多孔、共振和特殊結構等3類,其中多孔吸聲材料因內部具有大量的孔隙,當聲波入射到材料內部時,由于聲波與空氣之間的黏滯力和摩擦力作用使得聲波逐漸轉化為熱能而逸散,并且聲波頻率越高,吸聲效果越好[14-17]。
PPS濾料主要是采用針刺或水刺方式將PPS短纖維網與基布加固在一起制備,其具有三維立體結構,纖維之間柔性纏結,并且內部具有大量細小的孔隙,由于其獨特的結構特點,PPS濾料可作為多孔結構吸聲材料,通過內部纖維的摩擦、空氣摩擦和熱交換來達到吸聲效果。本文前期將廢棄PPS濾料堿洗干燥處理,對其力學性能以及熱穩定性、結晶行為進行研究,結果表明廢棄PPS濾料完全具有可回收利用的價值[18],之后選擇聚氨酯(PU)膜作為黏結材料,因PU膜本身具有良好的耐磨性能,柔韌性好,并且具有高抗撕裂性以及耐熱老化[19-20],對聲音的傳播起到一定的阻尼作用,加上自身獨特的黏合性,是作為黏結材料的最優選擇,故將不同層數的PPS濾料與PU膜進行熱風黏合制備吸聲復合材料,對復合材料的形態結構、力學性能及吸聲隔聲性能進行測試與分析。
1 實驗部分
1.1 試劑及材料
廢舊PPS濾料(PPS+PTFE基布材質),安徽元琛環保科技股份有限公司;氫氧化鈉(分析純),國藥集團化學試劑有限公司;PU薄膜(厚度規格分別為0.2、0.1、0.05 mm),東莞市金達塑膠電子有限公司。
1.2 儀器與設備
YG141D型數字式織物厚度儀(溫州方圓儀器有限公司),KS-7200DE型超聲波清洗器(昆山潔力美超聲儀器有限公司),DHG-9075A型電熱鼓風烘箱(上海一恒科學儀器有限公司),ZF-621型垂直法阻燃性能測試儀(青島眾邦儀器有限公司),YG026D型電子織物強力機(江西貝諾儀器有限公司),S-4800型場發射掃描電子顯微鏡(日本日立公司),VA-Lab型噪聲振動測試系統(中科新悅(蘇州)科技有限公司)。
1.3 實驗方法
1.3.1 堿洗實驗
將廢舊PPS濾袋分縱橫向各裁剪成10塊 30 cm×30 cm 的樣本,將濾袋樣品浸泡于4%質量分數的氫氧化鈉溶液中4 h,然后將樣品置于超聲波清洗器中超聲波處理1 h,再將樣本放入電熱鼓風烘箱中80 ℃下保持12 h烘干,樣品取出后備用。
1.3.2 熱風成型
將堿洗后的廢舊PPS濾袋分別與不同厚度的PU膜按照不同疊層方式進行熱風黏合成型處理(熱風溫度為150 ℃,時間為3 min),制成5層試樣和3層試樣,其疊層方式分別為PPS+PU+PPS+PU+PPS,PPS+PU+PPS。
1.4 測試與表征
1.4.1 表面形貌觀察
將復合材料進行表面以及截面噴金處理,利用場發射掃描電子顯微鏡拍照,觀察樣品表面形貌以及截面結構,掃描電壓為5 kV。
1.4.2 阻燃性能測試
根據GB/T 5455—1997《紡織品燃燒性能實驗垂直法》對單層PPS、單層PU膜以及2種不同結構的復合材料進行阻燃性能測試,每種樣品測試5塊,計算平均值。
1.4.3 力學性能測試
根據GB/T 24218.2—2009《紡織品 非織造布試驗方法 第2部分 厚度的測定》測試不同層數復合材料厚度,試樣規格為半徑6 cm的圓,每種結構測試5塊,取平均值;根據GB/T 35463—2017《木塑復合材料及制品體積密度的測定方法》計算復合材料面密度,試樣規格為半徑6 cm的圓,每種結構測試5塊,取平均值。
根據GB/T 6719—2009《袋式除塵器技術要求》對復合材料進行拉伸性能和頂破性能的測試,每種試樣測5塊,取平均值。根據濾料中間層PTFE纖維排列方式,將復合材料分別制備成縱向樣品、橫向樣品,其中拉伸測試樣品規格如圖1所示,頂破性能測試樣品規格如圖2所示。

圖2 頂破性能測試樣品規格
1.4.4 吸聲隔聲性能測試
將復合材料分別制備成半徑為6和2.5 cm的圓形樣品,通過噪聲振動測試系統對復合材料的吸聲和隔聲性能進行測試,其中半徑為2.5 cm樣品的測試頻率為1 600~6 300 Hz,半徑為6 cm樣品的測試頻率為63~1 600 Hz,每種規格的樣品分別測試3塊,計算平均值。
2 結果與討論
2.1 復合材料形貌特征
利用掃描電鏡(SEM)對PPS濾袋和復合材料表面與截面微觀形貌特征進行觀察,如圖3所示。由圖可見:通過堿洗處理的PPS濾袋纖維表面仍然附著有少量粉塵顆粒,但纖維總體上并沒有出現較多破損斷裂的現象,并且纖維間的空隙孔洞比較多;通過截面圖可以看出,PPS濾袋是由各種粗細不勻的纖維相互纏結在一起所制成,正是由于其織造方法,使得PPS濾袋具備良好的力學性能;復合材料表面與PPS濾袋纖維表面沒有較大的區別,同樣附著有少量粉塵顆粒,通過復合材料的截面圖可以看出,材料內部變得更加緊實,纖維間的空洞孔隙變小,變得更加致密,中間層明顯有PU膜熔融后形成的黏結物,截面也變得更加平整,零散排布的纖維根數減少。

圖3 PPS濾袋與復合材料的SEM照片
2.2 材料阻燃性能分析
表1示出不同材料阻燃性能測試結果。由表可知,與單層PPS濾料相比,復合材料的阻燃性能略有下降,但總體阻燃性能優異,原因為復合材料中增加了PU膜,PU膜自身阻燃性能較差,故使得復合材料的阻燃性能受到影響。

表1 不同材料阻燃性能測試結果
2.3 復合材料厚度與面密度分析
表2、3分別示出不同結構復合材料厚度和面密度的對比圖。由表可知:隨著PU膜厚度的增加,復合材料的厚度也略有增加,3層試樣結構中,隨著PU膜從0.05 mm增加到0.2 mm時,厚度增長率分別為1.3%、1.7%;5層試樣結構中,增長率分別為1.2%、1.4%。通過該數據可以發現,不同結構的增長率略有差異,原因為PPS濾袋本身的厚度不均勻性,以及在熱風成型過程中,部分PU膜在高溫作用下發生熔融滲入到PPS結構內部,導致厚度增加不均勻。由表3可知,隨著PU膜厚度的增加,復合材料的面密度呈線性關系增長,3層試樣結構中,隨著PU膜從0.05 mm增加到0.2 mm時,面密度增長率分別為6.5%、17.1%;5層試樣結構中,增長率分別為5.2%、14.3%。由數據可以發現3層試樣結構中面密度的增長趨勢要略高于5層試樣結構。

表2 不同結構復合材料厚度測試結果

表3 不同結構復合材料面密度測試結果
2.4 復合材料拉伸性能分析
表4、5分別示出不同結構復合材料斷裂強力和斷裂伸長率對比數據。由表4可知,在3層試樣結構中,隨著PU膜厚度的增加,復合材料縱橫向斷裂強力也隨之增加,當膜厚從0.05 mm增加到0.2 mm時,復合材料縱橫向斷裂強力分別增加0.4%、4.1%;5.9%、11.0%;5層試樣結構中,膜厚從 0.05 mm 增加到0.2 mm時,復合材料縱橫向斷裂強力分別增加1.4%、3.4%;2.0%、3.0%。通過2組數據對比發現,同種結構中,縱向斷裂強力始終低于橫向斷裂強力,原因為濾料中間層PTFE纖維的經密小于緯密,從而使得濾料縱向向斷裂強力低于橫向斷裂強力。如表5所示,3層試樣結構的縱橫向斷裂伸長率均小于5層試樣結構,并且同種結構中,即使更換不同厚度的PU膜,縱橫向斷裂伸長率也相差無幾,說明隨著復合材料厚度的增加,復合材料的斷裂伸長率隨之下降,原因為復合材料厚度增加,其抗拉性能增加,拉長變形能力減弱。
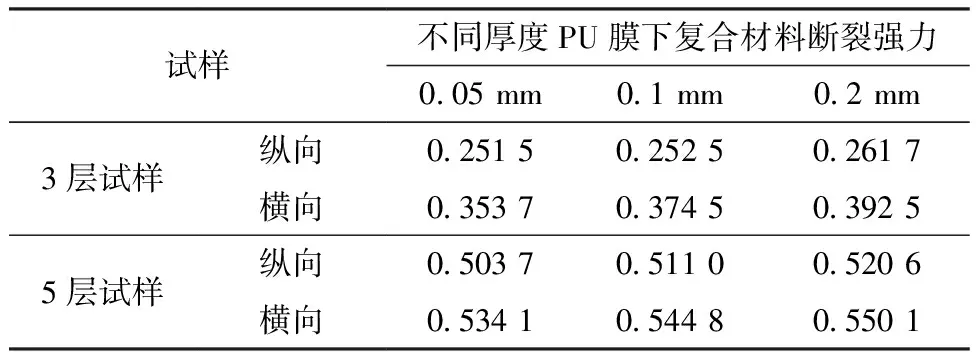
表4 不同結構復合材料縱橫向斷裂強力測試結果
2.5 復合材料頂破性能分析
表6、7分別示出不同結構復合材料頂破強力與變形量對比數據。由表6可知,5層試樣結構的復合材料的頂破強力較3層試樣結構增加了43.1%,頂破時變形量增加了5.0%。在3層試樣結構中,膜厚從0.05 mm增加到0.2 mm時,頂破強力分別增加6.3%、11.4%,變形量分別增加1.9%、5.6%;在5層試樣結構中,膜厚從0.05 mm增加到0.2 mm時,頂破強力分別增加5.7%、13.0%,變形量分別增加6.6%,14.3%。由數據可知,隨著復合材料厚度的增加,其頂破強力與變形量均隨之增加,并且在同種結構中,隨著PU膜厚度的增加,復合材料頂破強力增加,變形量增加,原因為PU膜越厚,其抗壓能力越強,且形變量越大。

表6 不同結構復合材料頂破強力測試結果

表7 不同結構復合材料頂破變形量測試結果
2.6 復合材料吸聲性能分析
圖4示出不同結構復合材料吸聲性能對比圖。一般將平均吸聲系數大于等于0.2的材料稱為吸聲材料,大于等于0.5的材料稱為理想的吸聲材料[21]。由圖4可知:單層PPS濾料隨著測試頻率的提高,吸聲系數也隨之增加,最高可達0.3;單層不同厚度的PU膜在低頻階段,吸聲系數幾乎接近于0,在中高頻階段開始提升,其中0.2 mm厚度的PU膜吸聲系數最高可達0.68。圖4(b)中3層結構試樣吸聲系數在1 000 Hz時達到最大,為0.25,隨著頻率的提高,吸聲系數呈現先下降再增加的趨勢,在6 300 Hz時達到0.23;圖4(c)中5層結構試樣吸聲系數在1 000 Hz達到0.27,隨著頻率的提高,吸聲系數呈現先下降再增加的趨勢,在6 300 Hz時達到0.28。通過數據圖可知,2種不同結構的復合材料的吸聲系數均低于單層PPS濾料與單層不同厚度PU膜,原因為在熱風黏合成型過程中,PU膜由于受到高溫作用,部分發生熔融滲入到PPS內部,導致內部的空隙孔洞黏合,使得內部結構變得致密,孔隙率降低,從而使復合材料的吸聲性能降低。在復合材料中,隨著PU膜厚度的增加,復合材料吸聲系數反而降低,原因為當聲能入射到復合材料內部時,聲波引起小孔或材料纖維間孔隙中的空氣運動,使得孔內空氣與孔壁摩擦,因摩擦和黏滯力的作用,使一部分聲波轉化為了熱能[17],由于孔隙率的降低,使得被轉化的聲能減少,故引起吸聲系數減小,也正是較厚的PU膜熔融滲入的比例較多,故出現吸聲系數與PU膜厚呈負相關情況。

圖4 不同結構復合材料吸聲性能對比圖
2.7 復合材料隔聲性能分析
隔聲是將空氣中傳播的噪聲隔絕、隔斷和分離等,包括吸聲和反射。平均隔聲量(TL)是各個中心頻率下隔聲量的算術平均值,一般認為聲強透射系數τ越小,平均隔聲量TL越大,材料的隔聲性能越好[21]。圖5示出不同結構復合材料隔聲性能對比圖。

圖5 不同結構復合材料隔聲性能對比
由圖5可知,單層PPS濾料隨著測試頻率的提高,傳遞損失先減少再保持平緩,在63 Hz時最大,為13.8 dB;單層不同厚度的PU膜隨頻率的增加,傳遞損失呈先下降后上升的趨勢,在 6 300 Hz 時達到最高,為20 dB,并且傳遞損失大小與膜厚呈正相關。圖5(b)的3層結構中,在低頻63~400 Hz之間時,復合材料傳遞損失呈現出先下降,再劇烈上升,再急速下降的趨勢,傳遞損失最高可達25 dB,隨著頻率的繼續上升,傳遞損失也隨之增加,當頻率上升到6 300 Hz時,傳遞損失達到最高為37 dB;圖5(c)的5層結構中,在低頻63~400 Hz時,復合材料傳遞損失也呈現出急速下降,再迅速上升,又快速下降的趨勢,最高可達29 dB,隨著頻率的繼續上升,傳遞損失也繼續增加,當頻率上升到2 500 Hz左右時,傳遞損失出現小幅度下降,隨后又略有增加,當頻率增加到 3 000 Hz 后,復合材料傳遞損失基本處于平衡狀態,但傳遞損失大小與膜厚呈現正相關,最高可達41 dB。通過數據測試結果可知,與單層PPS濾料以及單層不同厚度PU膜相比復合材料的傳遞損失提升效果明顯,隔聲性能有效提高。并且在復合材料同種結構中,傳遞損失與膜厚呈正相關,與吸聲系數恰恰相反,說明復合材料厚度越厚,面密度越大,對其高頻階段隔聲性能越好,但是當厚度增加到一定程度后,盡管噪聲頻率持續上升,其隔聲性能也不再繼續提高。
3 結 論
1)堿洗處理的濾袋表面依然殘留少量粉塵顆粒,但并未出現纖維破損斷裂的現象,纖維間孔隙較多,熱風黏合成型處理后,纖維間的孔隙減少,聚苯硫醚(PPS)內部變得致密。
2)熱風黏合成型處理后的復合材料,在同種結構中,其厚度、面密度、縱橫向斷裂強力以及頂破強力均與聚氨酯(PU)膜厚度呈現正相關,復合材料阻燃性能依舊保持良好。
3)2種結構中,其吸聲系數呈現出相同的變化趨勢,并且其大小與膜厚呈現負相關,高頻階段最大可達0.27,吸聲性能欠佳,其傳遞損失大小與膜厚卻呈現負相關,PPS+PU+PPS+PU+PPS結構在高頻階段最高可達41 dB,隔聲性能良好。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
哲學評論(2021年2期)2021-08-22 01:53:34
紡織科技進展(2021年3期)2021-06-09 08:07:14
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
應用化工(2014年10期)2014-08-16 13:11:29
