過剩下泄熱交換器尾部彎頭結構優化研究
2023-01-14 01:27:04鄒國強
中國特種設備安全 2022年12期
張 斌 鄒國強
(1.西安核設備有限公司 西安 710021)
(2.中廣核工程有限公司 深圳 518114)
彎頭作為主要管件之一,具有改變管線方向和提高管路柔性的重要作用,但同時是設備和管線中的應力集中部位,是薄弱部位應引起高度重視。核電廠過剩下泄熱交換器隸屬于化學和容積控制系統(簡稱RCV系統),其主要功能是當RCV系統正常下泄管線不能運行時,使用過剩下泄通道,用設備冷卻水系統(簡稱RRI系統)的冷卻水將下泄流從反應堆冷端溫度冷卻到約55 ℃,以便后續設備正常工作[1]。該換熱器屬于核安全2級設備,制造嚴格按照HAF003體系開展各項工作。該設備為臥式、U形殼、U形管的雙U形結構,通過4個支撐支座固定在支撐架上,其殼程由上、下殼體及尾部彎頭組成,U形管穿過上、下殼體及尾部彎頭與管板焊接,制造中尾部彎頭位置將預留,完成穿管后才能最終合攏,彎頭與筒體合攏焊接需要專用的彎頭焊接連接裝置進行固定,保證總體錯邊量不超標[1]。因而該設備的尾部彎頭不能采用整體彎頭的設計,設備外形如圖1所示。
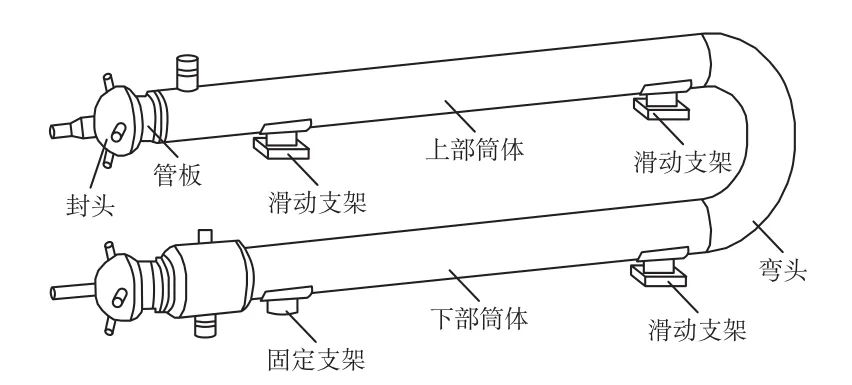
圖1 過剩下泄熱交換器模型
從設備結構和其制造工藝路線不難看出,尾部彎頭既是連接上、下筒體的必要過渡,也是影響設備殼側介質流動的關鍵部件。尾部彎頭的形狀直接影響設備冷水的流場,對流動阻力的貢獻較大,對反應堆冷卻劑能否在預定時間內達到技術指標有重要的意義。尾部彎頭的制造質量直接決定著設備核安全功能的實現,既是制造的關鍵工序之一,也是保證核安全設備質量的關鍵一環[2-3]。
1 原設計方案
為了盡量減小焊縫長度,盡量避免形成交叉焊縫,原設計的思路為:首先焊接曲率較小的前部半殼體,隨后完成穿管,最后完成曲率較大的外部半殼體的焊接。其中后半部由2個90°的半殼形彎頭拼焊組成180°的半殼形彎頭;前半部由2個45°的半殼形彎頭加中間1個90°的半殼形彎頭拼焊而成。尾部彎頭的原始設計結構見圖2。
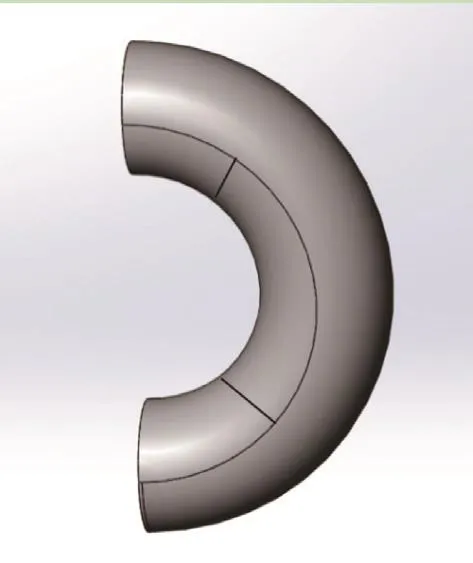
圖2 尾部彎頭原設計方案
彎頭的成型方法一般有沖壓-對焊、熱推制、冷推制、煨制、擠壓和壓型等,成型方法多樣,各有特點。尾部彎頭的外形直接受制于U型管區最小彎曲半徑,過剩下泄熱交換器內側的彎曲半徑基本等于殼側彎頭管徑,為了保證質量,成型方式適合采用單片成型后進行拼焊的方式完成尾部彎頭的制造[4]。沖壓-對焊成型多采用熱沖壓成型方法,其中最主要的工序為下料、熱壓和對焊接,焊接對成品彎頭的外觀質量影響最大。
經過多次試驗,投入了大量人力和物力成本,均未能制造出符合圖紙要求的尾部彎頭組件,對整個生產制造影響非常大。尾部彎頭成了設備無法按期交付的“攔路虎”,技術團隊經過反復討論分析失敗原因,主要有:
1)180°外彎頭半殼體是由2個90°半殼體拼焊而成,壓制單個彎頭過程中由于模具受力不平衡,經常出現成品彎頭表面質量差、尺寸回彈、報廢率較高等情況。經優化采用圖3方法成型后,壓制過程中受力平衡,外形尺寸基本符合圖樣要求;
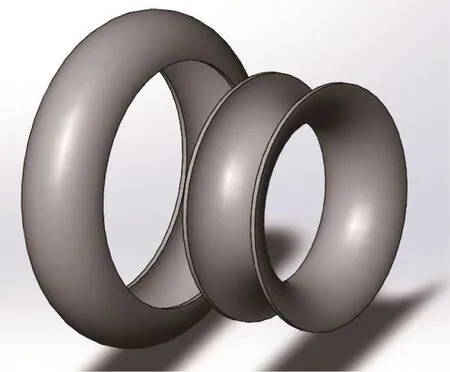
圖3 尾部彎頭原設計成型改進
2)45°半殼形內彎頭需要由90°半殼形彎頭切割獲得,加工面為不連續曲面,不易采用常規方法加工,高精度加工有難度,容易超出圖紙尺寸公差要求;
3)組裝精度對整體成型后外形控制影響很大,按照焊接要求兩兩組對錯邊量應不大于2 mm,組裝完成后整體錯邊量實際上已經嚴重超標;
4)焊縫數量多達9條,組裝難度大,焊接操作空間小,施焊難度大,防變形措施有限,變形不好控制;
5)這種設計由于半殼體曲率不同,至少需要2套曲率半徑不同的模具才能完成組裝尾部彎頭所需的5片半殼彎頭的加工,投入模具費用較高。
2 改進方案
為了解決這項制造難題,經過認真調查和分析,團隊提出了優化尾部彎頭結構的方案。將尾部彎頭重新設計為左、右2個180°半殼形彎頭的半剖結構,即沿彎頭中心線把180°彎頭切割的方案,如圖4所示。所有U型管穿管完畢后組對焊接,恢復彎頭的功能,完美地解決了這一生產難題。
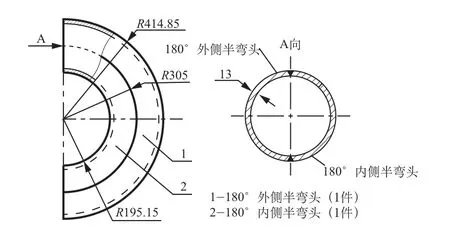
圖4 尾部彎頭原設計成型改進
2.1 設計分析
優化方案提交設計院后通過了專家評審,優化后過剩下泄熱交換器尾部彎頭結構變得簡單,成型方法比較成熟,受力均勻,焊接變形量小,外形更加符合原始設計意圖。
采用DYNAFORM對模型進行反向分析,模擬板坯成型過程,確定最合理的下料尺寸,避免出現裂紋、起皺、過渡減薄、回彈量偏差過大等不利情形。首先在SolidWorks中建立優化后彎頭的三維模型(裝配體),導入DYNAFORM中進行有限元網格劃分、板料材料定義(16 mm 304L不銹鋼)、DIE/PUNCH/BLINDER設置、計算和結果分析。尾部彎頭改進后的成型建模見圖5。
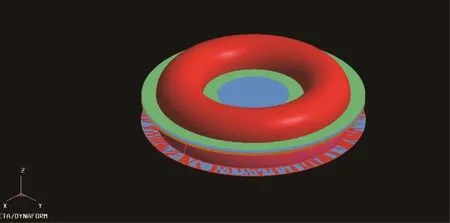
圖5 尾部彎頭改進后的成型建模
按照程序默認參數提交計算后FLD圖顯示,在內弧面上部局部邊緣存在拉裂傾向,見圖6。建模階段已經考慮到板料邊緣受到壓邊力作用在成型過程中出現減薄等不利因素,模具設計時單邊留有20 mm裕量,成型完畢后采用機加工方式進行切除,最小厚度14.08 mm仍滿足圖紙要求的最小厚度。模擬表明按照分析坯料尺寸,壓型過程中工作面不存在危險點,說明優化后的結構在工藝設計上是可以實現的。通過DYNAFORM反算出應下板料的外形輪廓尺寸,按照優化后方案排料,提高了材料的有效利用率。
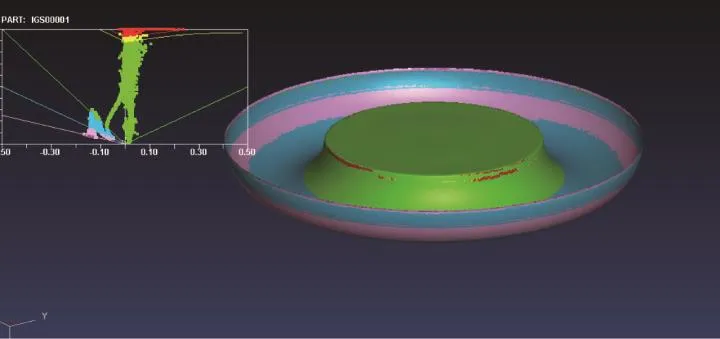
圖6 尾部彎頭成型FLD分析
2.2 制造分析
優化后最大的益處是制造簡單、成型精度高、焊接變形小,主要體現在:
1)優化了焊接結構。改進后左右半殼焊縫的總長度與原設計相當,但焊縫數量由9條減少至2條,且呈對稱結構。在換熱管穿管后尾部彎頭與上/下殼體同時組對,有效地減小了組對的偏差;優化后的2條焊縫對稱分布,焊接時應力相互抵消,極大地減小了焊接引起的變形。優化后的結構焊接操作位置更加方便,一次合格率達100%;
2)提高了半殼體的成型精度。為了消除壓制180°半殼體時由于模具產生的側向推力,將2個彎頭拼成360°半殼體,見圖7所示方案,進行壓制。成型后再切成2個180°半殼體,該方法壓制時模具及鋼板徑向受力平衡,大大提高了成型的表面質量和尺寸精度,有效地降低了組對錯邊量,保證了尾部彎頭的焊接質量;
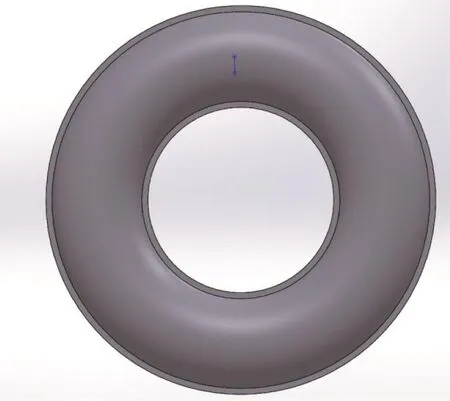
圖7 尾部彎頭原設計成型改進
3)機加工難度降低,改進結構可以方便地采用回轉方式進行切割分離,切割精度大大提高;
4)解決了制造瓶頸,保證了產品交付進度。
2.3 經濟性分析
1)優化后的焊縫連續,方面連續施工,降低了焊接中投入的人工周轉成本;
2)改進后只需要1套模具即可快速完成所有半殼體成型,節約至少50%的模具費用,成型成本節約更加可觀;
3)模具制作更加簡單,節約制造周期。一體化模具壓制即可完成所有半殼體成型,模具為回轉曲面,可以采用常規的機加方法(如車削)制作模具,大大降低了模具的制造費用,進一步節約了成本。
3 結論
通過對尾部彎頭的結構進行改進:
1)尾部彎頭成型結構更為簡單,減少了焊縫數量,且易于組對,焊接變形更加易于控制,提高了組焊質量,按照新方案一次成功,符合要求,在6個機組得到了應用,效果優良。
2)不但減少了成型的模具數量,且模具也容易加工,有利于彎頭的成型并能更有效地保證成型后的尺寸,也保證了后續尾部彎頭的組焊質量。由于焊縫數量變少,大大降低了制造以及后期再役檢查成本,對同類設備的彎頭結構優化具有指導意義。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01