某電站鍋爐水冷壁側(cè)包墻管泄漏原因分析
2023-01-14 01:27:12季文波康龍基王兆民
中國特種設(shè)備安全 2022年12期
季文波 安 棟 梁 奎 康龍基 王兆民
(1.哈爾濱鍋爐廠有限責(zé)任公司 哈爾濱 150046)
(2.中國特種設(shè)備檢測研究院 北京 100029)
電站鍋爐水冷壁按結(jié)構(gòu)型式,主要有光管式、膜式和刺管式3類,其中膜式水冷壁是把光管與鰭片焊接在一起,使成為一密封的組合受熱面,該結(jié)構(gòu)既可提高爐膛的氣密性,又能更好地保護(hù)爐墻,使?fàn)t墻重量減輕、結(jié)構(gòu)簡化[1-4]。膜式水冷壁的光管與鰭片焊接時多采用成排自動焊形成連續(xù)的角焊縫,影響焊接質(zhì)量因素主要有:1)焊縫氣孔,如果焊接時母材表面存在鐵銹及油污時,便會造成焊縫氣孔,所以一般在焊接前要對母材進(jìn)行清理,可采取機(jī)械打磨、高溫?zé)Y(jié)等方式;2)焊接參數(shù)不穩(wěn)定,自動焊雖然設(shè)定的焊接參數(shù)是固定的,但如果走絲速度及進(jìn)管速度不穩(wěn)定,焊接質(zhì)量同樣不穩(wěn)定;3)起弧、收弧處易產(chǎn)生缺陷,鰭片端部的起弧及收弧處往往存在焊接熱輸入易過大、焊材不能填滿熔池表面等缺陷,導(dǎo)致角焊縫端部產(chǎn)生焊接缺陷。
本次泄漏是在鍋爐運行過程中產(chǎn)生的,位置在水冷壁延伸側(cè)包墻管與鰭片角焊縫端部。為分析產(chǎn)生泄漏的原因,現(xiàn)場進(jìn)行割管,泄漏樣管材質(zhì)為12Cr1MoVG,規(guī)格為φ38×8.5 MWT,鰭片材質(zhì)為12Cr1MoV,規(guī)格為δ=6 mm。
1 理化檢驗
1.1 取樣位置及對應(yīng)編號
對樣管取樣進(jìn)行理化檢驗,包括宏觀檢查、化學(xué)成分分析、力學(xué)性能檢測、金相分析,取樣位置及試樣編號見圖1、表1。

圖1 取樣位置及對應(yīng)編號
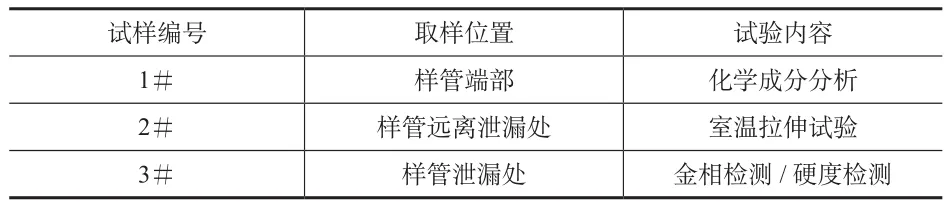
表1 樣管取樣位置、編號及試驗內(nèi)容
1.2 宏觀檢驗
由樣管的表面宏觀形貌可知,樣管整體平直,沒有明顯的外徑脹粗、彎折、扭轉(zhuǎn)等變形現(xiàn)象。樣管外表面沒有積灰和結(jié)焦現(xiàn)象。泄漏處位于管子與扁鋼焊接的角焊縫端部,并沿角焊縫與管子界面處擴(kuò)展,裂紋長度約占管子2/3圓周,裂紋附近有水漬,現(xiàn)場水冷壁照片及樣管宏觀形貌見圖2。
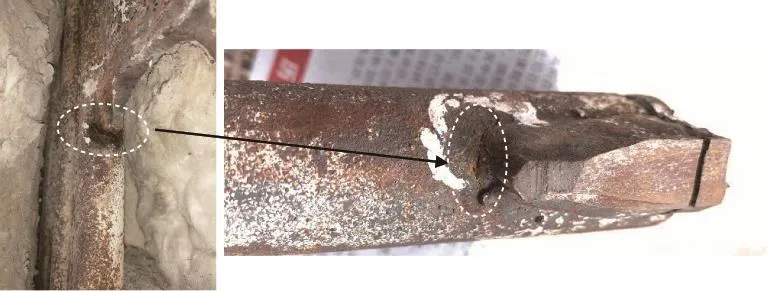
圖2 現(xiàn)場水冷壁照片及樣管宏觀形貌
1.3 化學(xué)成分分析
在樣管一端遠(yuǎn)離泄漏處截取化學(xué)分析試樣,試樣編號為1#,用OBLF QSN750型直讀光譜儀進(jìn)行化學(xué)成分分析,結(jié)果見表2。分析結(jié)果表明:樣管的化學(xué)成分符合GB/T 5310—2017《高壓鍋爐用無縫鋼管》[5]的規(guī)定。
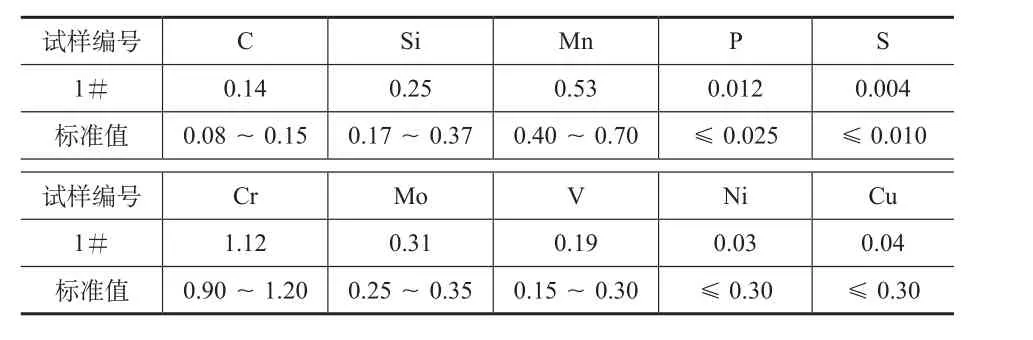
表2 樣管化學(xué)成分 %
1.4 力學(xué)性能檢測
●1.4.1 室溫拉伸試驗
在樣管上遠(yuǎn)離泄漏處取室溫拉伸試樣,試樣編號為2#,采用WDW-300E電子萬能試驗機(jī)進(jìn)行室溫拉伸試驗,檢測結(jié)果見表3。試驗結(jié)果表明:樣管的室溫拉伸性能符合GB/T 5310—2017的規(guī)定。

表3 室溫拉伸試驗結(jié)果
●1.4.2 硬度檢測
在樣管泄漏處取硬度試樣,試樣編號為3#。采用HVS-50型維氏硬度計進(jìn)行檢測,檢測結(jié)果見表4。試驗結(jié)果表明:樣管遠(yuǎn)離裂紋處的母材的硬度值符合GB/T 5310—2017的規(guī)定,樣管裂紋處熱影響區(qū)的硬度遠(yuǎn)遠(yuǎn)高于母材硬度,熱影響區(qū)硬度高出母材硬度82 HV,不符合廠內(nèi)工藝的要求,廠內(nèi)工藝內(nèi)控要求熱影響區(qū)硬度不超過母材硬度40 HV。

表4 樣管硬度檢測結(jié)果
1.5 金相組織分析
在樣管泄漏處取金相試樣,試樣編號為3#,對試樣進(jìn)行粗磨、細(xì)磨和拋光,對拋光后的試樣采用4%硝酸酒精溶液進(jìn)行腐蝕,采用AXIOVERT200MAT光學(xué)金相顯微鏡分別觀察腐蝕后試樣各位置的顯微組織和晶粒度,檢測結(jié)果見表5,試樣觀測位置及顯微組織如圖3、圖4所示。
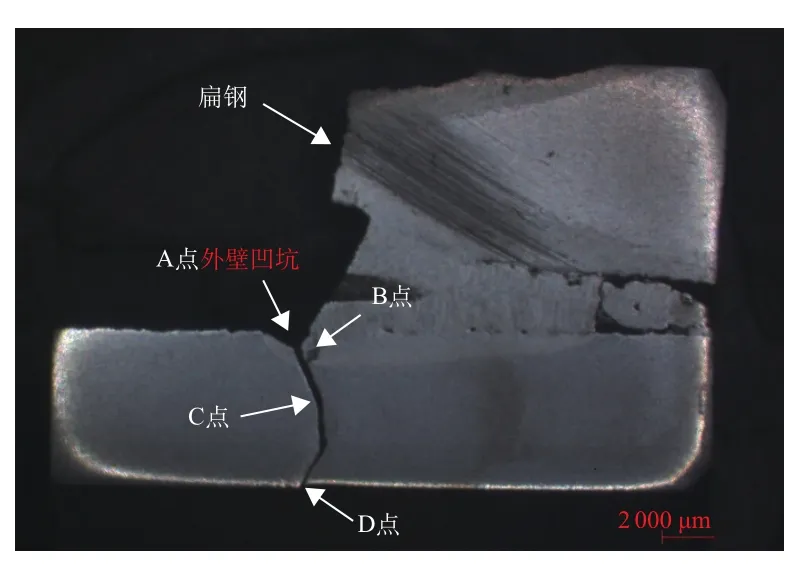
圖3 顯微組織觀測位置
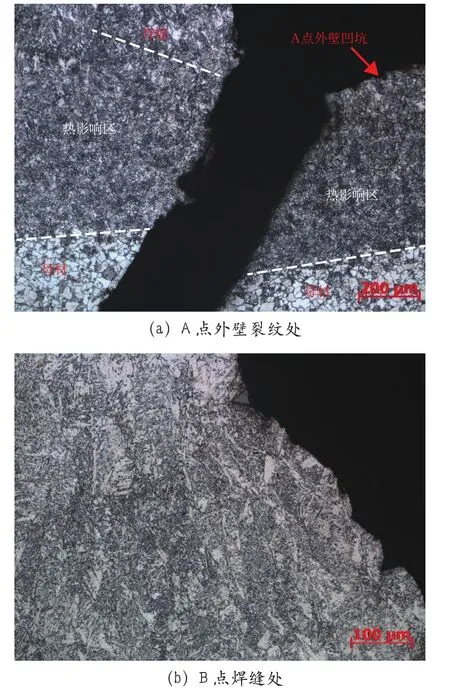
圖4 試樣各位置顯微組織
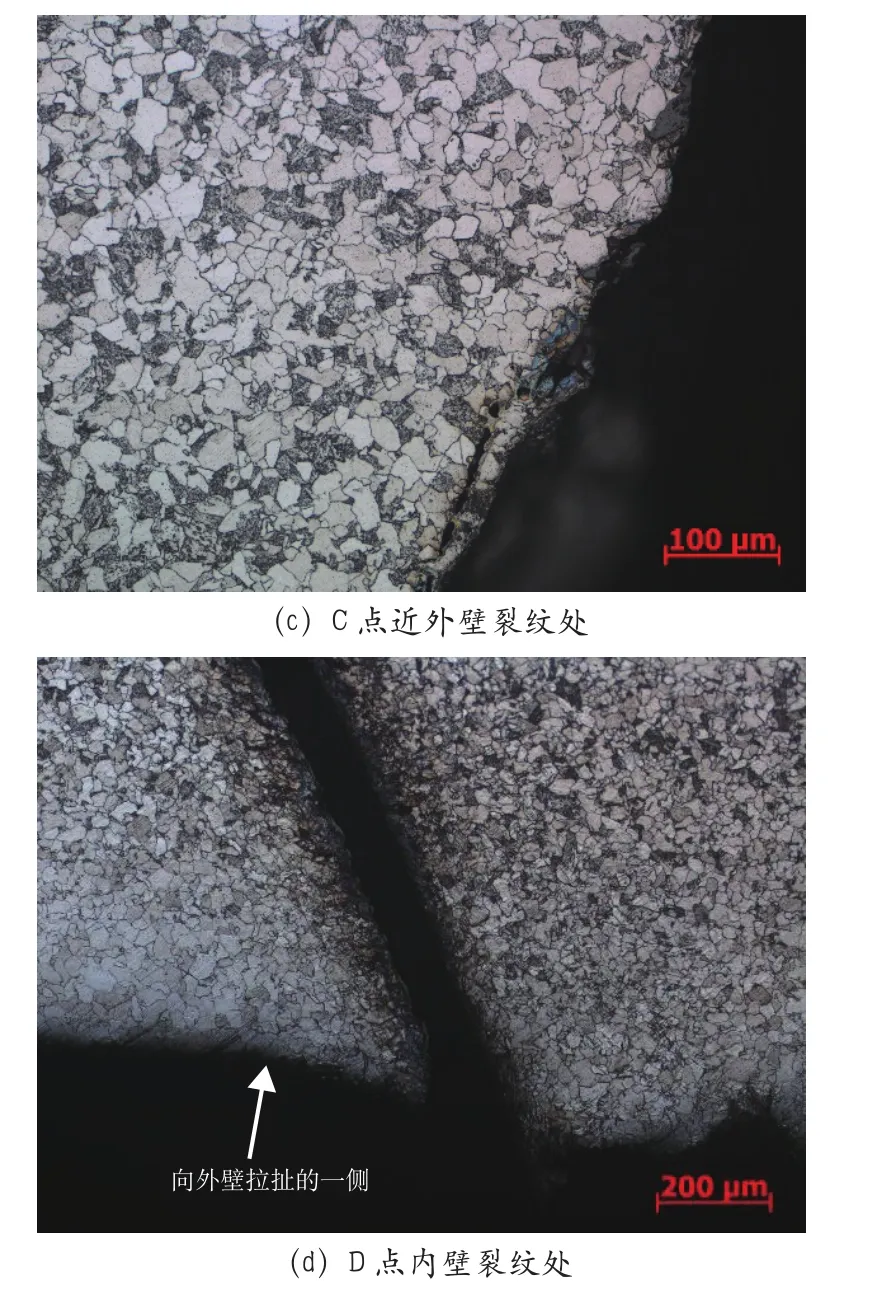
圖4 試樣各位置顯微組織(續(xù))
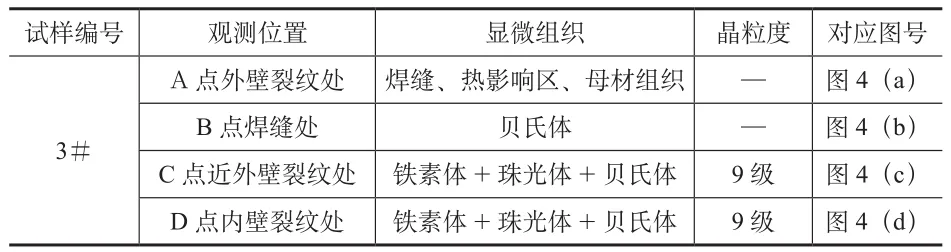
表5 金相檢測結(jié)果
金相檢測結(jié)果表明:樣管母材的顯微組織和晶粒度符合GB/T 5310—2017的規(guī)定。樣管泄漏處角焊縫的顯微組織為貝氏體組織,角焊縫端部的母材表面有凹坑缺陷。裂紋貫穿整個壁厚,近外壁區(qū)域的裂紋中附著有氧化物。裂紋開口尺寸由外壁向內(nèi)壁逐漸減小,外壁裂紋的開裂位置為熱影響區(qū),裂紋未見分叉,裂紋邊緣平直,未見塑形變形,裂紋邊緣晶粒有沿晶也有穿晶。內(nèi)壁裂紋兩側(cè)母材不平齊,其中一側(cè)內(nèi)壁母材有向外壁移動的痕跡。
2 試驗結(jié)果分析
1)通過化學(xué)成分分析結(jié)果可知,樣管的化學(xué)成分符合GB/T 5310—2017對12Cr1MoVG材料的規(guī)定。
2)通過力學(xué)性能試驗結(jié)果可知,樣管母材的室溫拉伸性能、硬度值符合GB/T 5310—2017對12Cr1MoVG材料的規(guī)定。泄漏處熱影響區(qū)的硬度遠(yuǎn)遠(yuǎn)高于母材硬度。
3)通過宏觀檢查可知,樣管整體平直,沒有明顯的外徑脹粗、彎折、扭轉(zhuǎn)等變形現(xiàn)象。泄漏處裂紋沿角焊縫與管子界面處擴(kuò)展,裂紋長度約占管子2/3圓周,裂紋附近有水漬。
4)通過金相分析可知,樣管母材的顯微組織和晶粒度符合GB/T 5310—2017的規(guī)定。樣管泄漏處角焊縫的顯微組織為貝氏體組織,角焊縫端部的母材表面有凹坑缺陷。裂紋開口尺寸由外壁向內(nèi)壁逐漸減小,近外壁區(qū)域的裂紋中附著有氧化物,由此可以推斷裂紋是由外壁向內(nèi)壁擴(kuò)展。裂紋在外壁的開裂位置在角焊縫端部的熱影響區(qū),裂紋未見分叉,裂紋邊緣平直,未見塑性變形,裂紋邊緣晶粒有沿晶也有穿晶。內(nèi)壁裂紋一側(cè)母材有向外壁移動的痕跡,由此可以推斷在外界應(yīng)力的作用下,裂紋首先在外壁熱影響凹坑處形成并擴(kuò)展,直至裂紋貫穿后,外界應(yīng)力繼續(xù)作用而使裂紋兩側(cè)的母材不在同一水平線上。
5)據(jù)調(diào)查,該焊縫是在東北某廠房的冬季焊接的,焊接時該廠房的供暖設(shè)備出現(xiàn)故障,整個焊接過程中的環(huán)境溫度低于0 ℃,并且未在焊后采取緩冷保溫措施。上述操作違反了該廠內(nèi)“當(dāng)焊接環(huán)境溫度低于0 ℃時,在焊接過程中應(yīng)搭建防護(hù)棚,焊后應(yīng)采取緩冷保溫措施”的要求,由于低溫環(huán)境及焊后冷速過快,導(dǎo)致該處熱影響區(qū)硬度高出母材硬度82 HV,已不符合廠內(nèi)工藝的要求,從而使熱影響區(qū)塑性降低。
在檢查生產(chǎn)記錄的過程中,發(fā)現(xiàn)角焊縫端部焊接熱輸入過大,使該處母材表面在焊接時產(chǎn)生了凹坑缺陷(如圖3中所示的A點),從而使該處產(chǎn)生應(yīng)力集中,且該處熱輸入過大導(dǎo)致焊縫及熱影響區(qū)內(nèi)具有較高的焊接應(yīng)力。
6)綜上所述,樣管裂紋產(chǎn)生的位置符合低塑性脆性裂紋的特征,低塑性脆性裂紋一般產(chǎn)生于淬硬區(qū)中,如圖5所示,淬硬區(qū)具有硬度高、變形能力小、韌性低、內(nèi)應(yīng)力大的特征。
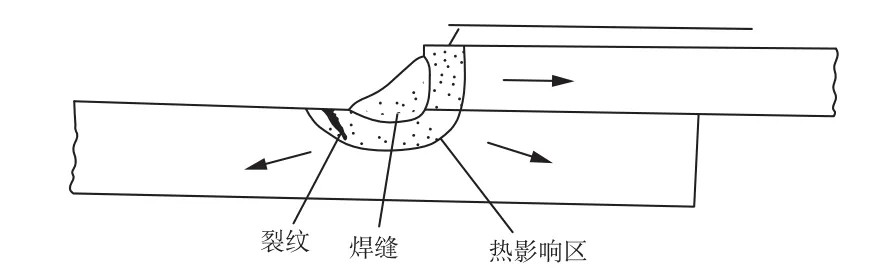
圖5 焊接冷裂紋產(chǎn)生的區(qū)域
本次分析的樣管由于焊接不規(guī)范,導(dǎo)致熱影響區(qū)硬度高、塑性低,焊縫及熱影響區(qū)焊接應(yīng)力高,熱影響區(qū)具有淬硬區(qū)的特征。且樣管外壁有凹坑缺陷,為該處產(chǎn)生低塑性脆性裂紋創(chuàng)造了條件。運行的過程中樣管又受到外界應(yīng)力的作用,由圖4(d)可以看到,裂紋貫穿后,在外界應(yīng)力的作用下,裂紋一側(cè)的母材受到拉扯而高于另一側(cè)的母材。外界應(yīng)力的來源可能是管膨脹受阻時產(chǎn)生的膨脹應(yīng)力,或者快速升降負(fù)荷時產(chǎn)生的交變應(yīng)力。
3 結(jié)束語
1)樣管的化學(xué)成分、力學(xué)性能、金相組織均滿足GB/T 5310—2017對12Cr1MoVG材料的規(guī)定。
2)水冷壁側(cè)包墻管泄漏原因:水冷壁管與鰭片焊接時,由于焊接不規(guī)范(環(huán)境溫度低而未采取措施、焊縫端部焊接熱輸入大),造成該處焊接熱影響區(qū)硬度偏高、塑性降低、焊接應(yīng)力高,且該處外壁有凹坑焊接缺陷,使該處應(yīng)力集中,在外界應(yīng)力的作用下,低塑性脆性裂紋在外壁凹坑處產(chǎn)生并向內(nèi)壁擴(kuò)展,最終發(fā)生泄漏。
3)建議在焊接的過程中嚴(yán)格按照焊接工藝執(zhí)行,環(huán)境溫度低時,加強(qiáng)保溫及緩冷措施。起弧、收弧處等易產(chǎn)生焊接缺陷區(qū)域加強(qiáng)焊接質(zhì)量控制,焊機(jī)啟動后應(yīng)在機(jī)器狀態(tài)穩(wěn)定時再進(jìn)行焊接。焊后加強(qiáng)焊縫表面缺陷的排查,發(fā)現(xiàn)有凹坑缺陷時,及時進(jìn)行打磨、焊補(bǔ)等措施,避免局部應(yīng)力集中。必要時應(yīng)進(jìn)行焊后熱處理,消除焊縫及熱影響區(qū)焊接應(yīng)力,提高焊縫及熱影響區(qū)塑性。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24