大壁厚耐熱鋼窄間隙焊接接頭超聲檢測實驗研究
2023-01-14 01:27:04姜學平馬向東
中國特種設備安全 2022年12期
金 亮 姜學平 馬向東
(1.江蘇電力裝備有限公司 常州 213012)
(2.河海大學 物聯網工程學院 常州 213022)
(3.江蘇省特種設備安全監督檢驗研究院 南京 210036)
耐熱鋼以其優異的高溫熱強性和耐腐蝕性,在火電配管預制中廣泛應用。多年的實際經驗已對焊接性、焊接工藝以及焊接接頭的性能有了比較全面的認識。而全位置窄間隙熱絲TIG焊接技術的實際運用在優化焊接參數、提高接頭性能具有重要意義。
相控陣超聲檢測作為一種超聲新技術,具有聲束靈活可控、快速成像、適用面廣等特點,通過偏轉、聚焦等方式彌補了傳統超聲技術的一些不足,可解決一些常規超聲UT難以實施的問題。
NB/T 47013.15—2021《承壓設備無損檢測 第15部分:相控陣超聲檢測》[1]標準未實施前,相控陣檢測焊接接頭工藝中對設備的參數設置、路徑示蹤、聲場覆蓋等內容參考了ASTM E2700或ISO 13588系列標準,而在標準實施后對上述條款內容都有明顯的細化。
本文為實際工件手工UT檢測中顯示的缺陷,采用新標相控陣PA檢測驗證的案例。
1 管道規格與焊縫位置
電力行業管道預制產品結構基本為大壁厚管子與管件對接,材質為耐熱鋼系列,焊接規程一般采用DL/T 869—2012《火力發電廠焊接技術規程》[2]。
本案例采用的驗證件是主蒸汽管道與正三通(2MS-17)的對接焊口(編號WF-30),主蒸汽管道的材質為SA-335P91,規格為φ429 mm×78 mm,坡口型式為U型,工件參數和焊接示意如圖1所示。
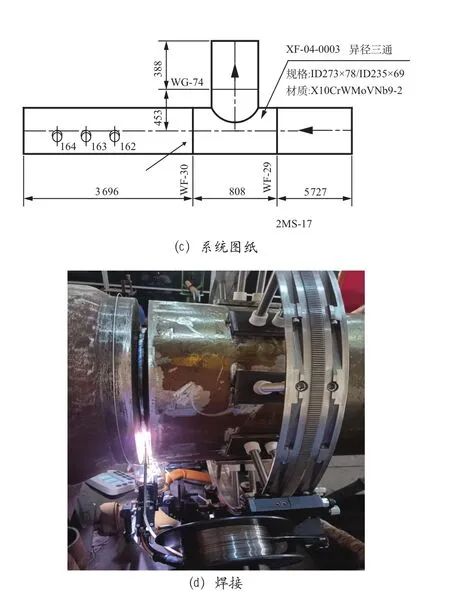
圖1 工件參數和焊接示意圖(續)
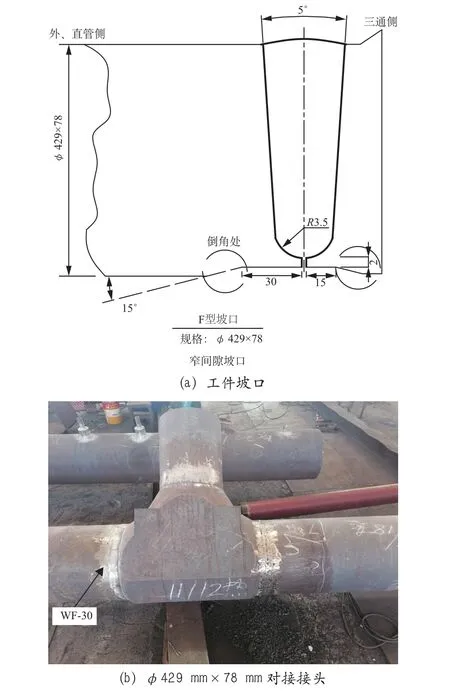
圖1 工件參數和焊接示意圖
焊接方法為窄間隙自動氬弧焊,即NG-TIG打底+填充至蓋面完成。施焊時管道固定,焊接機頭沿固定軌道進行全周循環轉動,實現整條環縫的多層多道全位置焊接。
焊縫根部打底2層沖氬保護防止氧化和保證背面成形良好。而后通過分區段工藝參數設定與修正,克服重力對焊接過程的不利影響,保證獲得理想的熔池狀態和焊縫成形[3]。
焊前預熱150~250 ℃,焊接過程中控制層間溫度為150~280 ℃,焊接完成脫氫,最后整體熱處理。
2 常規UT檢測工藝及結果
依據TSG 11—2020《鍋爐安全技術規程》[4]的要求,檢測和驗收采用NB/T 47013.3—2015《承壓設備無損檢測 第3部分:超聲檢測》[5],技術等級B級,I級合格。
2.1 UT準備
超聲波檢測設備為HS610e,探頭型號為2.5P13×13K1、2.5P13×13K2、5P8×12K2.75, 試 塊型號為CSK-IA(P91)和RB-C曲面φ450(P91),檢測靈敏度為φ2×40-14 dB(縱向)、φ2×40-14-6 dB(橫向),表面補償3 dB,耦合劑為工業漿糊。主蒸汽管道焊縫掃查位置示意如圖2所示。
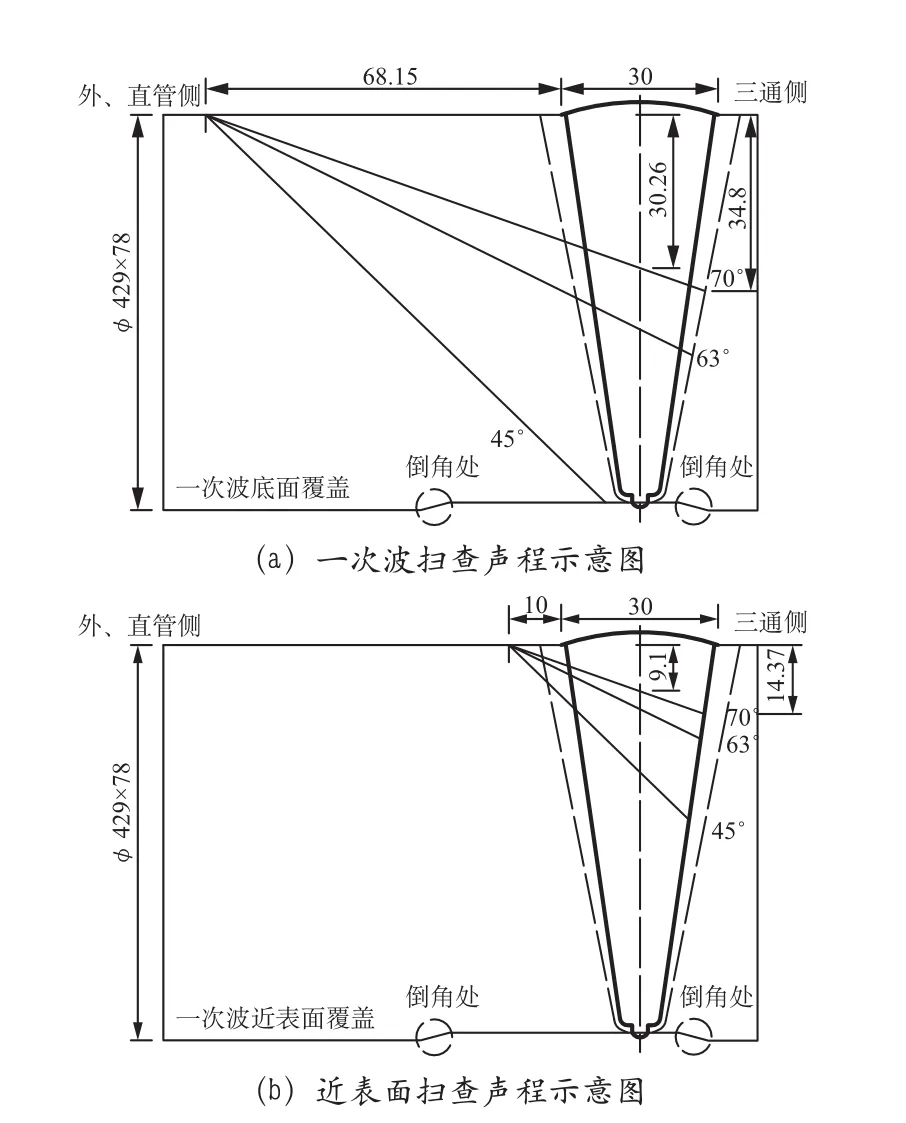
圖2 主蒸汽管道焊縫掃查方式示意
2.2 UT工藝
因幾何結構所限,掃查方式只能采用單面單側、一次波掃查。3種角度探頭使用前后、左右、轉動和環繞4種掃查方式,其中K1、K2以1.1T對應聲程位置起始掃查,K2.75對近表面缺陷掃查;同時進行斜平行掃查。
2.3 檢測結果
檢測發現,焊縫有2處波高位于Ⅲ區的超標缺陷,1處波高位于Ⅱ區的缺陷,最大連續指示長度為110 mm(見表1,表中SL為定量線)。
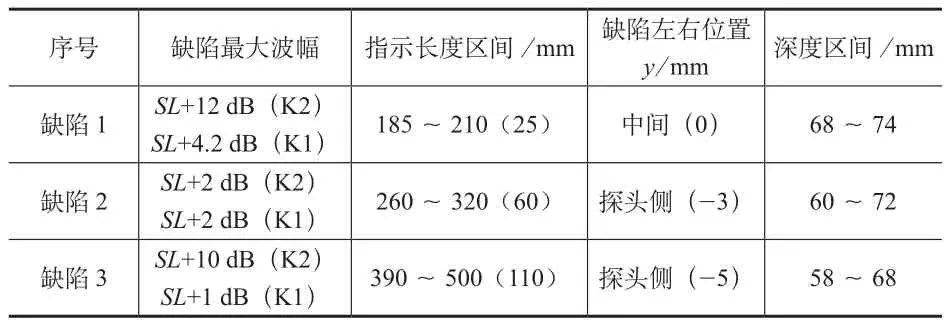
表1 超聲波檢測數據
缺陷1分析:K1靜態波形尖銳陡直,無分叉,類似Ⅲa;K2靜態波形尖銳陡直,但波趾有分叉,類似Ⅲb。K1、K2前后掃查動態波形類似鐘形,但K2波趾同時跟隨變動,類似Ⅲb。K2在轉動探頭時,反射波波趾錯動明顯。左右掃查為相鄰鏈狀,初步判定為混合缺陷(鏈狀缺陷中有裂紋)。
缺陷2和缺陷3分析:K1、K2靜態波形尖銳,波趾分叉,主波與相鄰次波的波幅差為K1、K2都大于6 dB;前后掃查時動態波形類似Ⅳ,次波在波趾寬度范圍內跟隨主波移動的同時交替變動。在轉動探頭時,有明顯的指向性,K1、K2兩種角度最大波幅差等于9 dB,初步判定為未熔合。
3 按新標準制定PA檢測工藝
3.1 相控陣分區及參數設置
檢測設備為ISONIC 2010 32:32,對比試塊為P91、RB-C曲面φ450。按標準設置成2個分區:0~ t/2,即 0~ 39 mm,二次波檢測;t/2~ t,即39~78 mm,一次波檢測。分區覆蓋要求:0~39 mm,29~78 mm。
1)第一分區設置:探頭放置在直管側距焊縫熔合線S1=25 mm位置,探頭為5.0L32-0.5P×10,扇形角度35°~70°,采用多項掃描模式。采用φ2 mm×40 mm橫孔制作DAC曲線(多項每層至少3點),角度步進為0.5°,掃查速度為100 mm/s,掃查靈敏度為φ2×40-14 dB,如圖3所示。
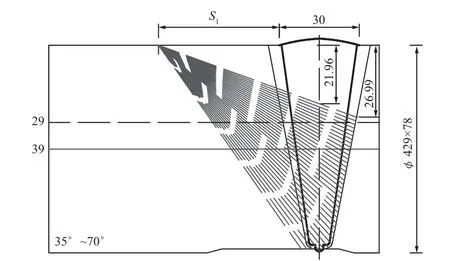
圖3 第一位置覆蓋
2)第二分區設置:探頭放置在直管側距焊縫熔合線S2=65 mm位置,探頭為2.5L32-1.0P×15,扇形角度35°~65°,采用多項掃描模式。采用φ2 mm×40 mm橫孔制作DAC曲線(多項每層至少3點),角度步進為0.5°,掃查速度為100 mm/s,掃查靈敏度為φ2×40-14 dB,如圖4所示。
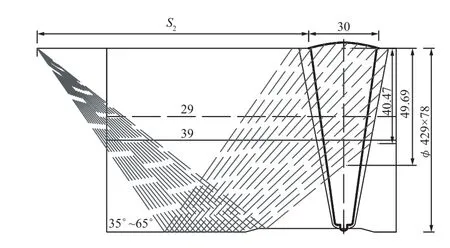
圖4 第二位置覆蓋
3)單面單側組合覆蓋,如圖5所示。
3.2 缺陷譜圖
兩分區數據起點0位、方向相同,缺陷見圖6。
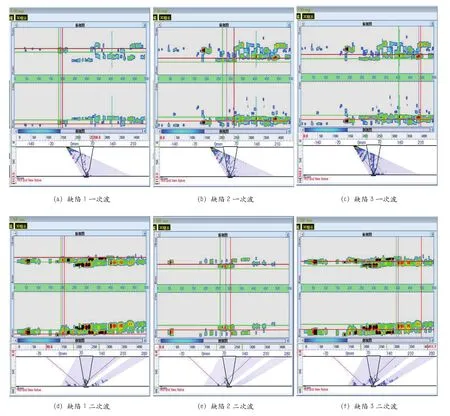
圖6 缺陷譜圖
3.3 數據評定(見表2)
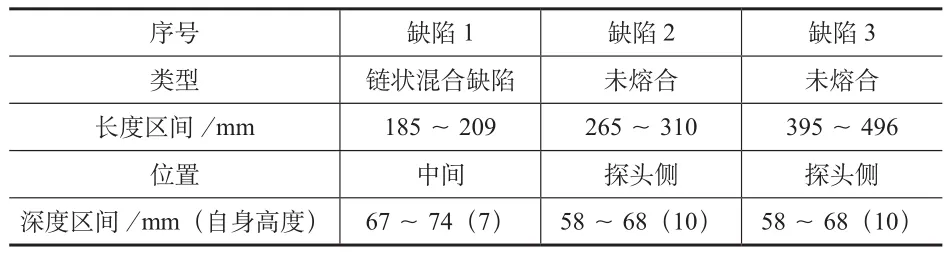
表2 PA評定
3.4 數據結果分析和比對
1)從圖6(a)和圖6(d)中容易看出,S顯示中二次波與焊縫坡口有較好的重合,圖像上缺陷中心部位亮度較高。一次波和二次波都有顯示,坡口反射波波幅相差不大。
2)從圖6(b)和圖6(e)中可判定為未熔合。一次波和二次波都有顯示,探頭側二次波坡口反射波波幅差較大。C顯示中為連續顯示,二次波邊界比較清晰,且缺陷中部呈紅色,亮度明顯。
3)從圖6(c)和圖6(f)中可判定為未熔合。C顯示中為斷續顯示,二次波邊界清晰,缺陷中部呈紅色,亮度明顯;S顯示中位于探頭側下坡口68 mm附近處。
3.5 返修驗證
缺陷1~缺陷3的返修比對見圖7、圖8。

圖7 缺陷1返修比對
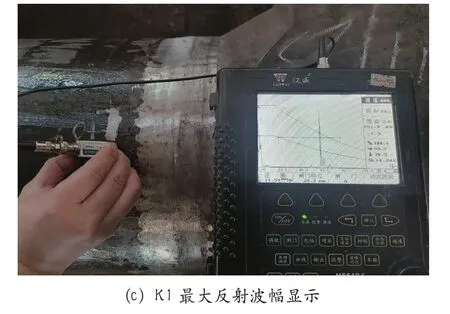
圖7 缺陷1返修比對(續)
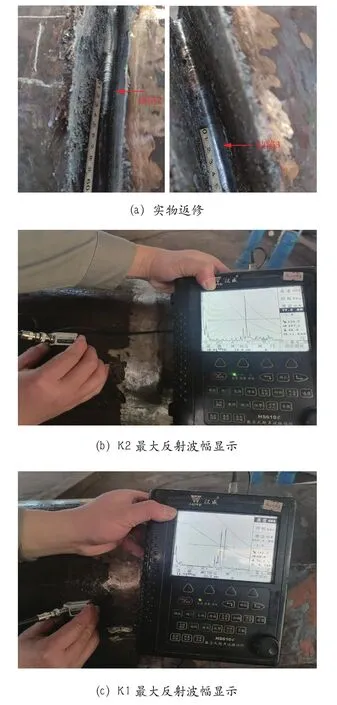
圖8 缺陷2和缺陷3返修比對
3.6 小結
NG-TIG采用多層單道全位置焊接工藝,產生的側壁或層間未熔合缺陷是超聲檢測的重點內容。
1)手工UT單面單側一次波檢測,探頭置于焊趾線邊緣為限,前端或入射點到焊縫中心線的距離S對近表面盲區有影響。雖然窄間隙焊縫寬度W相對小,但探頭側未熔合和探頭對側上部存在一定區域漏檢情況。
2)PA單面單側采用一次波+兩次波分別設置進行全覆蓋,彌補手工UT的盲區。二次波對探頭側(1/2t~t深度區間)坡口或層間未熔合,有較好的顯示、較高的檢出率。同時需要考慮二次波聲程范圍內是否存在變形波的影響,通過仿真軟件模擬路徑去偽存真。
3)實物返修照片證實PA的檢測結果為后續返修工作提供數據(定位、定量、定性),PA檢測可優化返修方案,是有效的檢測技術。
4 結束語
目前NB/T 47013.15—2021已頒布實施,在TSG 11—2020有關特殊情況的處理條款中,為可記錄超聲相控陣檢測的應用提供了技術評審的途徑。
可記錄的相控陣超聲成像檢測技術即選用校準合格的設備,通過仿真模擬焊縫實際結構尺寸成像的方式來優化工藝參數,提高對缺陷的“三定”,解決一些以往較難解決的產品結構問題,以高可靠性、高靈敏度、高效率來適應焊接質量檢測的需求。
因此,為了確保管道預制產品質量,達到安、穩、長、滿、優運行的基礎,適時地推動相控陣檢測技術在厚壁管道焊縫上逐步應用,顯得十分必要。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39