關于縱梁腹面翹曲問題的研究
2023-02-10 05:57:54王平科趙彥博高彥偉
模具工業 2023年1期
魏 東, 王平科, 趙彥博, 高彥偉
(寧德時代新能源科技股份有限公司, 福建 寧德 352000)
0 引 言
車身縱梁是車架的重要組成部件,其精度對車身總成具有重要意義。近年來,為了降低汽車本體質量,對制件強度提出了新的要求,車架各部件均趨向于使用高強鋼制造,這導致縱梁等制件回彈加大,尤其是腹面側壁的翹曲回彈,成為影響制件達到總成精度要求的阻礙。
現研究了縱梁腹面翹曲數值模擬方法,并通過理論CAE分析與現場驗證,制定了縱梁成形的工藝方案,對縱梁翹曲和扭曲進行補償,提高了縱梁成形的精度。曲為成形工藝所導致,現場調試無法徹底解決,必須依靠數控加工的方式進行回彈補償。
1 縱梁腹面翹曲問題描述
圖1所示為某車型的縱梁內板在調試過程中腹面位置產生的翹曲缺陷,這會影響制件的焊接,導致焊點不牢,存在開焊風險,影響車身焊接質量。
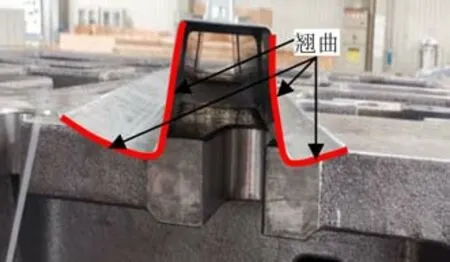
圖1 翹曲截面
圖2所示為CAE分析在回彈時制件與凹模工具體對比狀態,Autoform分析結果同樣有翹曲狀態。經過對CAE分析結果和現場調試狀態對比,制件翹
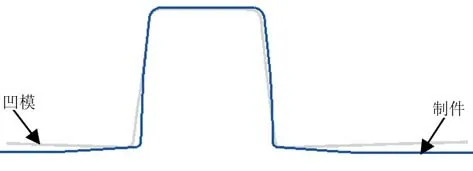
圖2 CAE分析截面
2 縱梁腹面翹曲問題原因分析
縱梁制件造型為“幾”字型結構,腹面拔模角為5°,單純采用試驗研究和理論解析方法難以解決現場翹曲等問題,以下從制件的造型成形特點、現場沖壓工藝設計以及成形原理等方面分析該區域產生翹曲的原因。
2.1 雙動拉深工藝方案介紹
雙動拉深工藝采用帶壓邊圈成形,上模隨壓力機滑塊下行,隨后與板料接觸,上模壓料面與壓邊圈壓住板料,壓邊圈上有10 mm深的拉深坎提供進料阻力,如圖3所示,制件成形過程中板料一直受到拉深坎約束,直至成形結束。
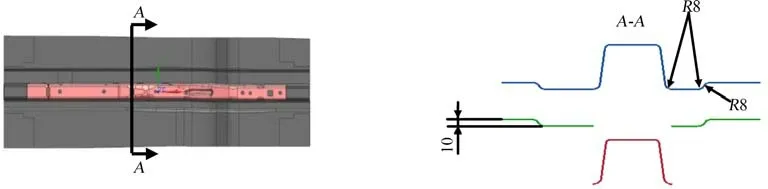
圖3 雙動拉深工藝方案
2.2 制件翹曲回彈原因剖析
工藝設計階段為保證制件充分拉深,設置了拉深檻(深度為10 mm,R角為R8 mm),板料經過拉深檻圓角與凹模口圓角向里流動,經過圓角1處硬化轉移至法蘭,經過圓角2處硬化轉移至側壁,如圖4所示。

圖4 雙動拉深工藝設計
為保證側壁成形減薄滿足要求,雙動拉深為局部拉深,凹模圓角放大至R8 mm;為保證整形到位,制件凹圓角為R3 mm,局部拉深檻圓角放大至R15 mm,如圖5所示。
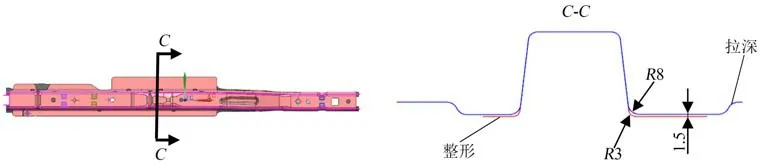
圖5 整形示意圖
3 縱梁腹面翹曲問題解決對策
通過原因分析確認,翹曲產生的主要原因是材料成形過程中流入R角,其解決措施:①消除拉深檻R角;②調整凹模口圓角大小;③提升翹曲位置研合精度,對翹曲位置強壓;④增大壓邊圈壓力,減少進料量。針對縱梁腹面翹曲問題開展了研究和探討,最終確定選擇以下2種解決措施。
(1)將拉深檻取消,避免材料經過拉深檻彎曲硬化,如圖6所示。
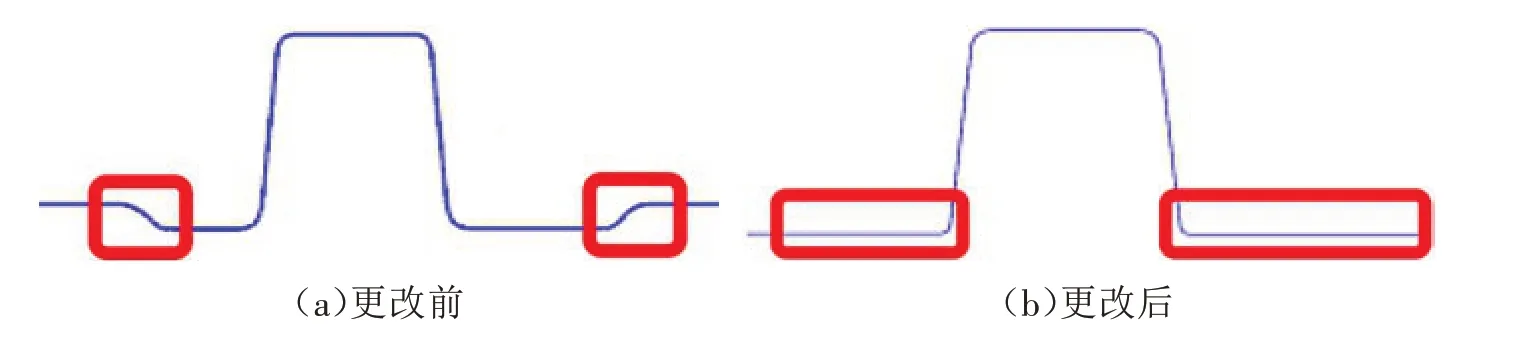
圖6 拉深檻取消
(2)更改凹模口R角大小,如圖7所示,將原凹模口由R8 mm調整為R3 mm,提升橫向拉應力,減少成形流入量,達到去除拉深檻后的阻料目的。

圖7 更改凹模口R角
由于前期CAE分析結果與現場調試制件趨勢一致,按照新制定的工藝方案進行Autoform反算,確認回彈狀態。圖8所示為更改后CAE分析狀態,制件翹曲問題消除,需實際整改驗證分析結果的準確性。
圖8 更改后CAE分析效果
4 現場調試
根據制定的翹曲解決方案,重新修改了拉深模的拉深檻形狀,同時減小了凹模口R角,模具修改完成后對其進行驗證發現,翹曲問題改善效果明顯,制件在拉深模上貼合狀態良好,用平直尺對比腹面平整度,僅顯示0.2 mm的縫隙,整改效果達到預期要求,焊接邊的平面度滿足焊裝和總裝的要求。圖9所示為工藝優化后的制件實物,翹曲回彈得到解決,側壁翹曲量由1.5 mm減小到0.2 mm
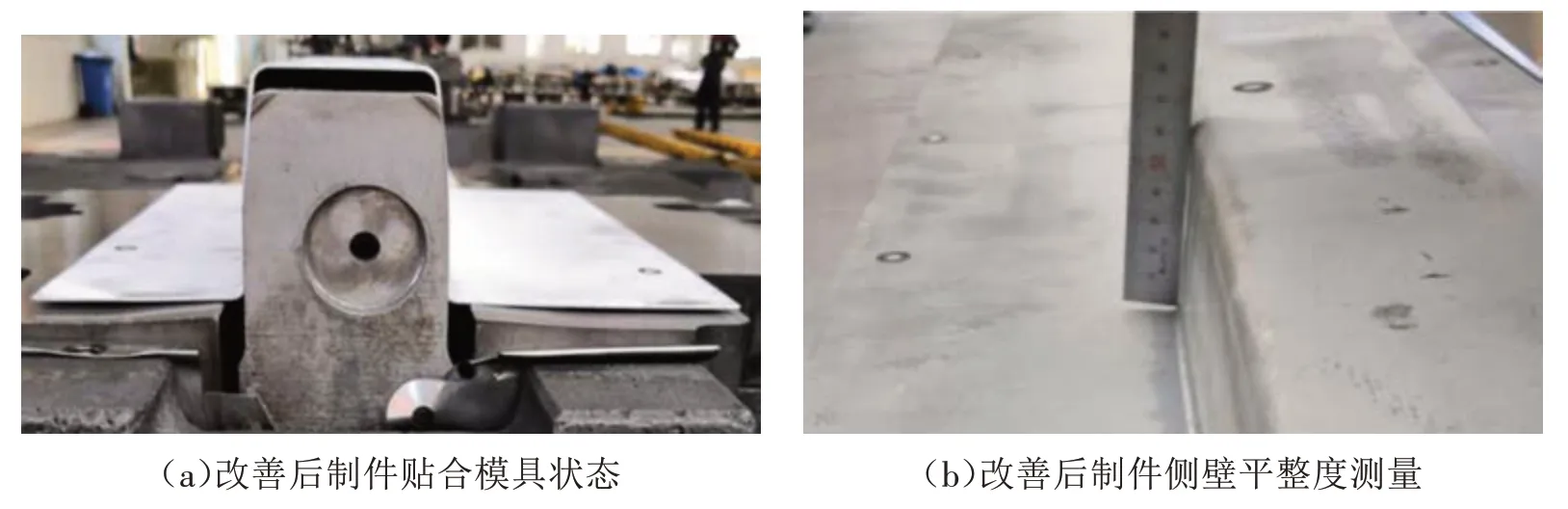
圖9 優化后的制件
5 結束語
經過對縱梁翹曲問題跟蹤確認,模具前期分析存在失效,需要從前期分析、問題橫展、造型設計等方面提升,針對翹曲問題從以下思路進行解決。
(1)梁類件拉深設計要統籌考慮分模線與壓料面形狀,拉深檻的設置方向需考慮R角的硬化殘留。
(2)拉深采用小的凹模口R角,抑制側壁翹曲。
(3)因制件造型限制無法實現而導致的缺陷,需要在SE階段從工藝能實現的角度進行優化改善,避免后期問題的發生。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
