白云鄂博磁鐵礦細磨磨礦介質選型試驗研究
2023-03-15 05:54:50鄧中誠池慧強趙善忠
金屬礦山 2023年2期
鄧中誠 李 沛 池慧強 趙善忠 曹 釗
(1.內蒙古科技大學礦業與煤炭學院,內蒙古 包頭 014010;2.內蒙古自治區礦業工程重點實驗室,內蒙古 包頭 014010;3.白云鄂博共伴生礦資源高效綜合利用省部共建協同創新中心,內蒙古 包頭 014010)
目前,金屬礦細磨仍以球磨為主[1],礦石在磨機中受介質群高頻次、隨機的沖擊-研磨作用而內部裂隙發育直至最終粉碎,因而介質類型(形狀與密度)對磨礦效果有直接影響[2]。其選型原則是在介質碰撞能與礦石斷裂能相匹配的前提下盡可能提高碰撞頻次[3-5]。
從脆性斷裂力學的角度看單位質量礦石的斷裂能隨細度增加而增加,如高純石英礦在1~1.18 mm時中位比斷裂能約300 J/kg,而磨細至0.25~0.35 mm 時,由于裂隙豐富程度大幅度降低,其中位比斷裂能就激增至2 500 J/kg 左右,宏觀上表現為“越細越難磨”[6]。然而,細粒礦石的斷裂能絕對值很低,如0.25~0.30 mm 單個石英顆粒的中位斷裂能約為95 mJ,即用質量為100 g 的小球從10 cm 處落下就有50%的概率將其砸碎。可以看出,在礦石細磨中,介質并不需要太高的碰撞能量。應考慮用輕型介質代替常規的鐵基介質(鋼球或鋼段)[7-9],如此便可在同樣裝載量下有更多的介質進而提高碰撞頻次,實現節能、降耗、提效的目的。此外,從粉碎產品粒度分布來看,采用密度較低的介質以減少高能沖擊,會有效減輕過粉碎現象[10]。
陶瓷密度約3.8 g/cm3,約為鋼鐵密度的一半,且表面硬度大、耐磨性極佳,隨著技術進步,陶瓷的抗沖擊能力不斷提高,可以考慮將陶瓷球作為金屬礦細磨介質[11-12]。
白云鄂博某鐵礦選廠(以下簡稱“選廠”)采用三階段磨礦—磁選工藝。第三段細磨以鋼段為介質,最大尺寸?30 mm×40 mm、介質填充率22%、總填充率30%、礦漿濃度65%、磨機轉速率74%。目前存在產能低、能耗高、產品粒度粗的問題。對此,展開細磨介質選型優化研究,以磨礦速率、能量利用率、產品粒度分布特征、解離度和可選性為指標,對比研究鋼段、鋼球和陶瓷球對該鐵礦細磨作業的適用性。
1 試驗原料及試驗設備
1.1 試樣性質
試驗礦樣選取白云鄂博某鐵礦選廠第三段細磨給礦,經滴定法測定全鐵含量為57.55%,經密度瓶法測定其真密度為4.55 g/cm3。給礦粒度分布見圖1,負累計到80%對應粒度為72 μm,-75 μm 粒級含量為83.8%。
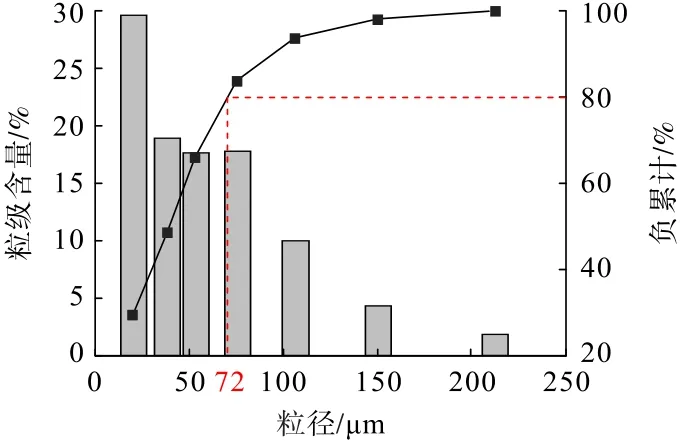
圖1 給礦粒度分布Fig.1 The size distribution of the feed
經BPMA 工藝礦物學分析,給礦主要鐵礦物為磁鐵礦,脈石礦物主要為白云石、云母、方解石等,詳見表1,礦物嵌布狀態見圖2。礦石中91.1%磁鐵礦單體解離,8.1%與白云石連生,其余與霓石等脈石礦物連生。

表1 給礦礦物組成Table 1 Mineral composition of the feed %
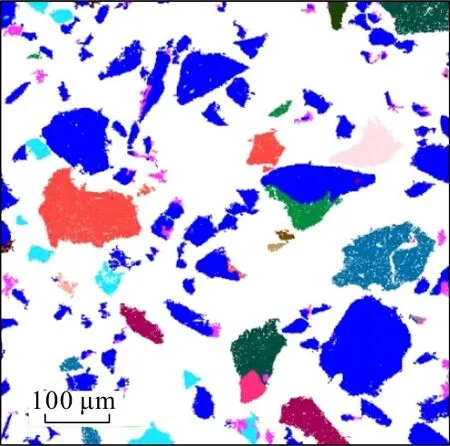
圖2 給礦BPMA 礦物嵌布特性分析Fig.2 The minerals texture of the feed analyzed by BPMA
1.2 試驗設備與試驗方法
采用小型批次磨礦試驗,主要設備及其作用見表2,磨礦平臺見圖3。需要特別指出的是考察鋼段時不應使用小尺寸錐形筒體,因其嚴重限制了介質群運動,如使用?25 mm×35 mm 鋼段在實驗室XQM240×90 錐形球磨機中運行,在一定條件下,介質間相互作用會導致介質群“卡停”而磨機空轉現象。
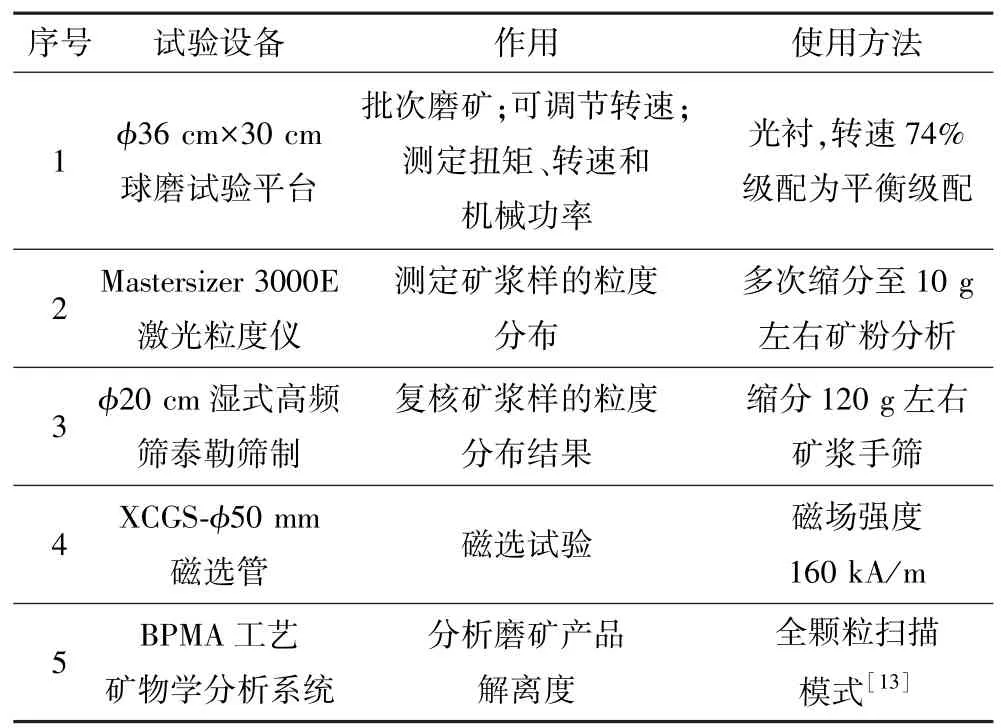
表2 試驗設備及其作用Table 2 Experimental equipments and their functions
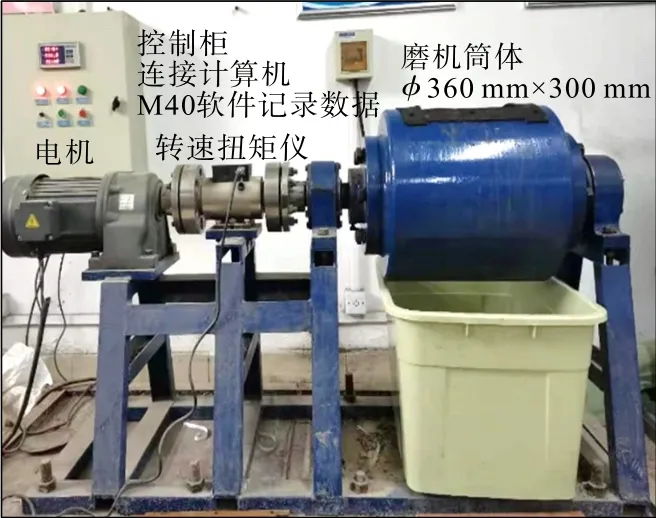
圖3 磨礦試驗平臺Fig.3 Grinding experiment platform
在生產中若只補加最大球,在長時間運行后介質級配會趨于穩定,此時為平衡級配,與初裝球級配關系不大。本文不將級配作為研究對象,所有試驗均采用平衡級配。濕磨中鋼球的磨損規律為等距磨損(equal film wear),即不論大小,在相同時間磨損后在各方向上減少相同的尺寸,由此推導出平衡級配中介質尺寸的累計分布:
式中,B為介質尺寸,Bmax為最大介質尺寸,mm;PB是介質在尺寸B時的累計質量分數,%;m為分布模數,介質為鋼球時,值為3.84,推斷陶瓷球和小尺寸鋼段的分布模數也接近該值。
依據式(1)可計算陶瓷球與鋼球的平衡級配,若介質為鋼段,則以圓柱的直徑為依據計算,也可用體積等效直徑。陶瓷球、鋼球、鋼段的尺寸平衡級配計算結果見表3。
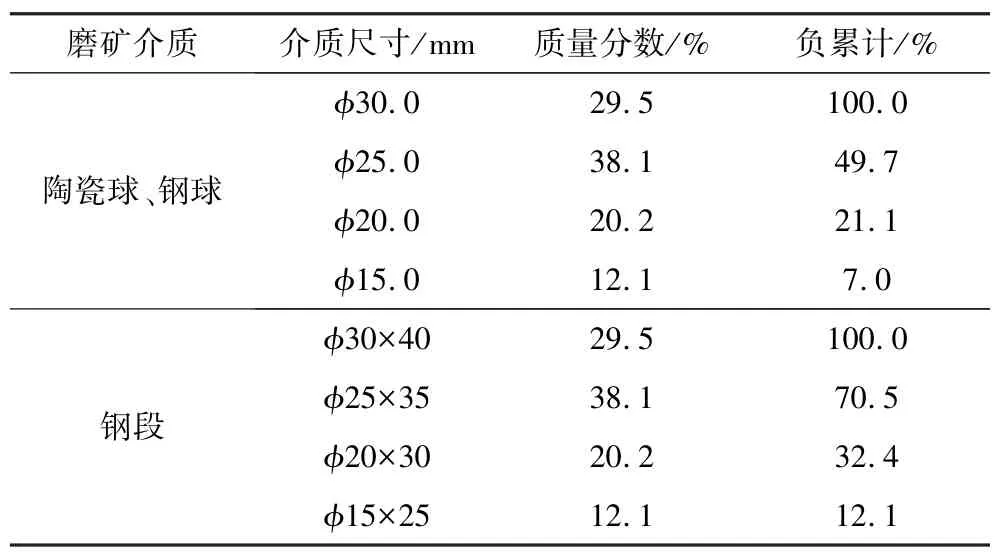
表3 平衡級配表Table 3 Equilibrium balance for grinding media
1.3 磨礦效果評價指標
評價磨礦效果的主要指標如下:
(1)磨礦細度。以磨礦產品中-75 μm 含量表征,單位%;
(2)磨礦速率(產率)。以新增-75 μm 粒級質量Q75表示,單位g/min;當給礦質量相同時,也可用新增-75 μm 粒級含量q75表征,單位%/min;
(3)能量利用效率。對單位質量給礦輸入一定能量后產生的新增粒級量,以新增粒級質量Q75與比能耗Em的關系曲線表征;當給礦質量相同時,質量可用含量代替。比能耗的計算見式(2)[14]:
式中,M為干礦質量,kg;tm為磨礦時間;Pm為磨機機械功率,kW,即軸向扭矩與轉速的乘積,兩者由轉速扭矩儀測定,機械功率的計算見式(3):
式中,T為扭矩,N·m;n為轉速,r/min。
(4)解離度。以單體解離度表征,本研究中磁鐵礦與脈石礦物連生程度小于10%即為單體解離。
(5)磨礦產品的可選性。以磁選產品的全鐵品位、回收率及分選效率表征,其中分選效率ES是綜合考慮回收效果(回收率)和選別效果(品位)的指標,其定義見式(4)。
式中:C為精礦占給礦總量的百分數,%;α1為精礦品位,%;m為有價礦物的金屬含量百分比,即Fe3O4中Fe 含量為72.4%;α為原礦品位,%。
(6)過粉碎程度。一般認為濕式磁選作業時,物料粒級小于19 μm 時不利于選別,應在整體磨細的同時盡可能減少該粒級的產生;本文以新增-19 μm粒級含量與-75 μm 粒級含量關系曲線表征過粉碎程度。現場認為75~19 μm 粒級物料容易被回收,本文稱該粒級為“易選粒級”。
2 試驗結果及討論
研究主要以等介質量等礦量批次磨礦試驗考察3 種介質細磨鐵礦的適用性。在此之前,需確定合適的介質尺寸、介質填充率等作業參數。
2.1 磨礦試驗參數的確定
試驗方案與結果見表4,分析可知:
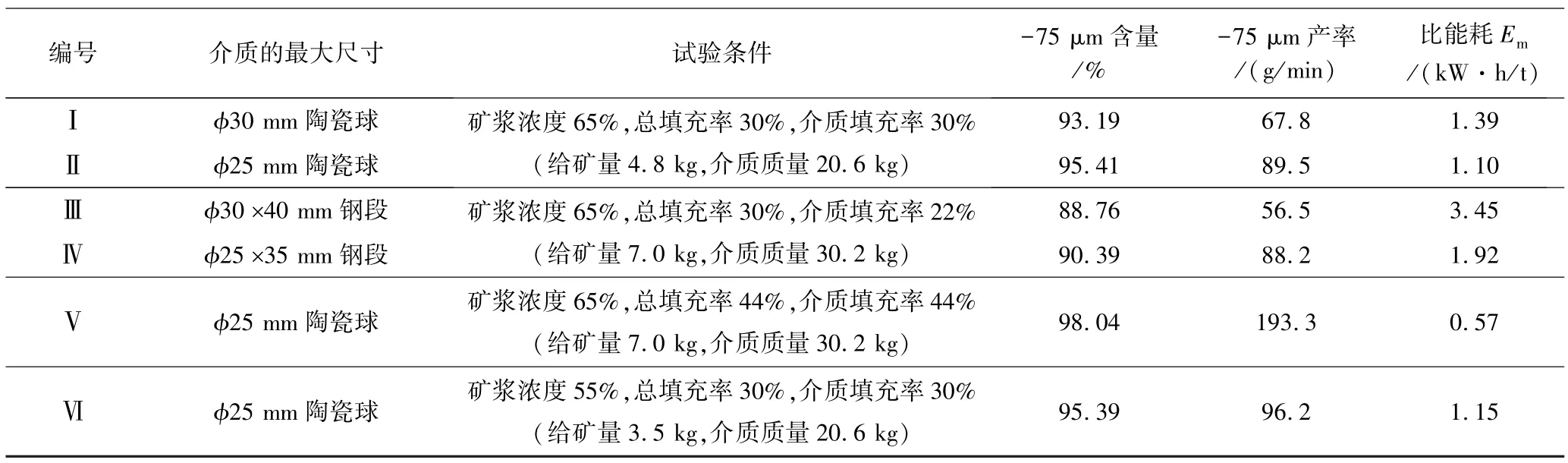
表4 參數優化試驗條件及結果Table 4 Parameter optimization test conditions and results
(1)對比試驗Ⅰ、Ⅱ與試驗Ⅲ、Ⅳ發現,選用小尺寸介質時,磨礦產品粒度更細、磨礦速率更高、比能耗更低。鋼球也是球形介質,在尺寸上的規律與陶瓷球一致。因此,確定陶瓷球、鋼球尺寸均為?25 mm,鋼段尺寸為?25 mm×35 mm。
(2)對比試驗Ⅱ、Ⅴ發現,高填充率能有效提高陶瓷球磨礦細度和磨礦速率,并大幅度降低比能耗。因此陶瓷球介質填充率與總填充率選用44%。
(3)對比試驗Ⅱ、Ⅵ發現,降低礦漿濃度會小幅度提升產率但增加了比能耗,作用不大,因此礦漿濃度沿用現場值,為65%。
2.2 等介質量等礦量磨礦試驗結果
在等介質量、等礦量的條件下,3 種介質磨礦的比功率相近,便于在相近能量輸入水平下對比其磨礦效果,避免了等填充率下因介質密度不同導致比功率差異過大的局限(等填充率下,陶瓷球磨礦功率約為鋼介質磨礦的1/2)。在陶瓷球磨礦的介質填充率為44%時,介質質量為30.2 kg,干礦質量為7.1 kg 的條件下,分別做磨礦動力學試驗,比較陶瓷球、鋼球和鋼段這3種介質對磁鐵礦細磨的效果,具體參數如表5 所示。
由表5 可知,等介質量條件下,陶瓷球的個數是鋼球的兩倍,是鋼段的5 倍;而陶瓷球的總表面積是鋼球、鋼段的兩倍。

表5 陶瓷球、鋼球、鋼段的總介質數量及總表面積Table 5 The total media number and surface area of ceramic ball,stell ball and stell cylpeb
2.2.1 產品粒度分布特征
不同磨礦時間的磨礦產品細度見圖4。3 種介質磨礦產品粒度分布曲線的形狀基本一致。從磨礦細度看,陶瓷球產品高于鋼球,鋼球略高于鋼段。該趨勢與表5 中各介質對應的總數量一致。
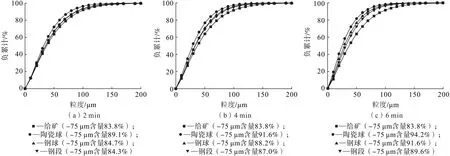
圖4 產品粒度隨磨礦時間變化Fig.4 Variation of particle size distribution with grinding time
圖5 為不同介質磨礦產品的新增-75 μm 粒級含量與新增-19 μm 粒級含量關系曲線。曲線越貼近橫坐標,說明過粉碎程度越低,即產生一定-75 μm粒級物料時會產生更少的-19 μm 粒級物料。因此,鋼球磨礦過粉碎程度最大,其次是陶瓷球,鋼段最低。

圖5 新增-19 μm 粒級含量與新增-75 μm 粒級含量關系Fig.5 Relationship between newly born -19 μm content and -75 μm content
2.2.2 磨礦速率與能量利用效率
2.2.2.1 磨礦速率
新增-75 μm 粒級含量隨磨礦時間增長如圖6 所示,其斜率可表征磨礦速率。可以看出陶瓷球磨礦最快,鋼球次之,鋼段最慢。
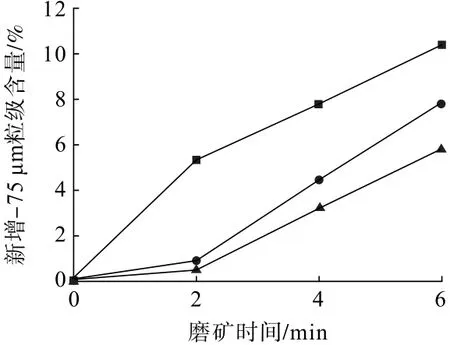
圖6 新增-75 μm 粒級含量與磨礦時間關系Fig.6 Increment of -75 μm size fraction content with grinding time
磨礦產品中75~19 μm 粒級含量隨磨礦時間的變化見圖7。磨礦初期陶瓷球磨礦產品中新增-75 μm粒級含量明顯超過鋼介質;隨著磨礦時間增長,該指標又大幅度降低,這反映出隨著磨礦時間延長至2 min 后,陶瓷球磨礦產品中75~19 μm 的細粒大量且快速地向-19 μm 微細粒轉化。75~19 μm 粒級磁鐵礦是否更易被磁選,有待后續試驗證明。
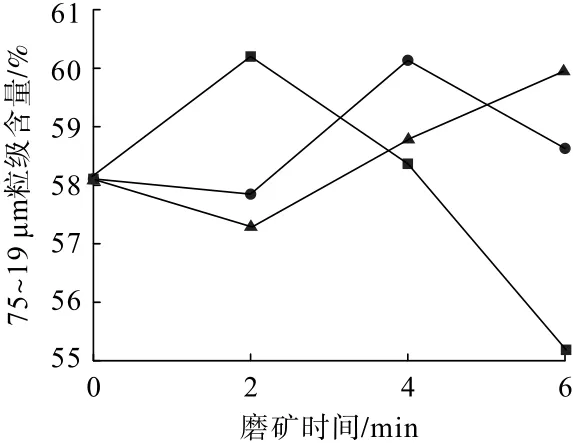
圖7 75~19 μm 粒級含量與磨礦時間關系Fig.7 Variation of 75~19 μm size fraction content with grinding time
2.2.2.2 能量利用效率
新增-75 μm 粒級含量隨比能耗增加情況如圖8所示。磨礦過程中,當比能耗相同時,陶瓷球較鋼段獲得新增細粒級的含量最高,鋼球其次,鋼段最低。
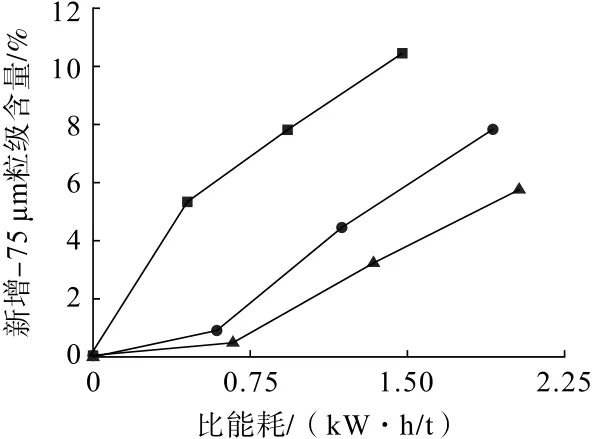
圖8 新增-75 μm 含量隨比能耗變化Fig.8 Increment of -75 μm size fraction content with specific energy consumption
2.2.3 產品解離特征
磁鐵礦單體解離度隨細度的變化規律見圖9。從斜率看,整體上鋼段磨礦產品的解離度隨細度增加最顯著。然而在試驗終點時,陶瓷球磨礦產品細度明顯高于鋼段的。
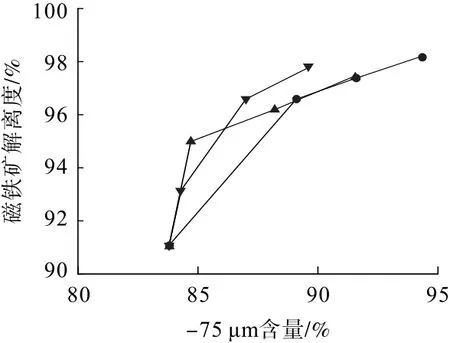
圖9 磁鐵礦單體解離度隨磨礦細度的變化Fig.9 Variation of monomer dissociation degree of magnetite with grinding fineness
解離度隨比能耗的變化規律見圖10。輸入單位比能耗陶瓷球磨礦獲得的解離度最高,而鋼球與鋼段在1.0 kW·h/t 及更高比能耗輸入下獲得的磁鐵礦解離度接近。
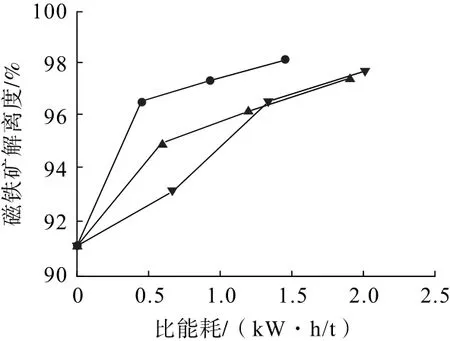
圖10 磁鐵礦解離度隨比能耗的變化Fig.10 Variation of magnetite dissociation degree with specific energy consumption
2.2.4 產品可選性
對不同介質磨礦不同時間的產品進行磁選,選別效果見圖11。由圖11 可知,陶瓷球磨礦產品的品位和回收率整體較高,鋼段與鋼球的指標對比較復雜,需用選別效率描述。
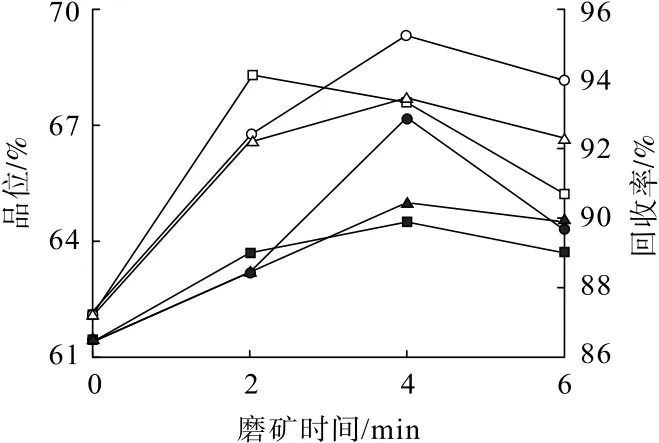
圖11 磁選精礦品位與回收率隨磨礦細度的變化Fig.11 Grade and recovery of magnetic concentrate changes with grinding fineness
選別效率隨磨礦細度(-75 μm)的變化規律見圖12(a)。整體看,陶瓷球磨礦產品經磁選能獲得最高的選別效率,其次為鋼段,最后為鋼球。此外,隨著細度增加,選別效率會下降。
選別效率隨著75~19 μm 粒級含量的變化規律見圖12(b)。只有陶瓷球產品的選別效率符合預期,由此可知易選粒級的具體范圍不是絕對的,其受磨礦條件影響,特別是受介質種類影響。
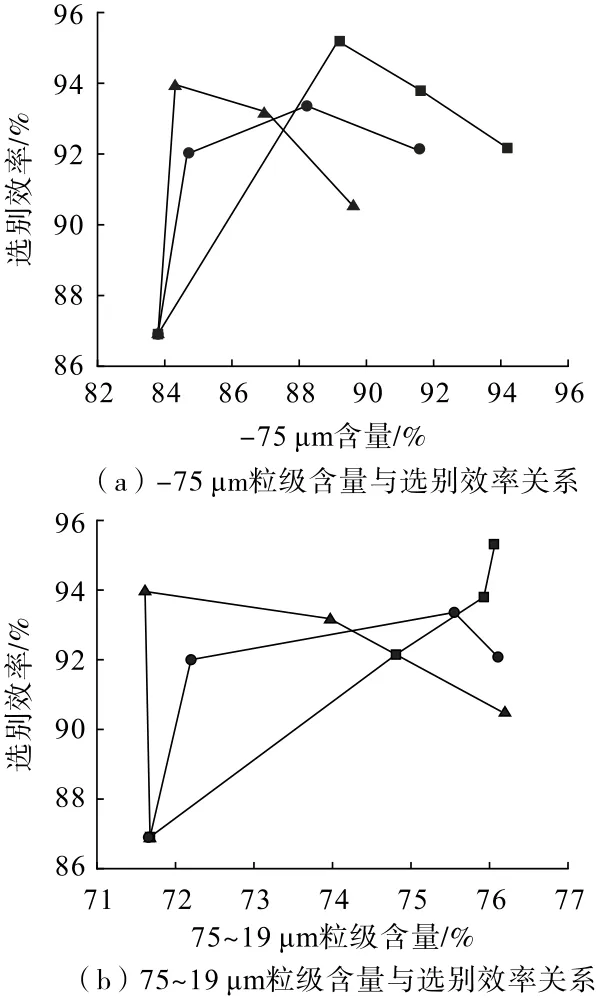
圖12 選別效率隨磨礦細度的變化Fig.12 Selection efficiency changes with grinding fineness
選別效率隨磨礦比能耗的變化規律見圖13,可以看出應用陶瓷球磨礦能在最低的磨礦比能耗下獲得最高的選別效率,增效顯著,其次為鋼段,再次為鋼球。
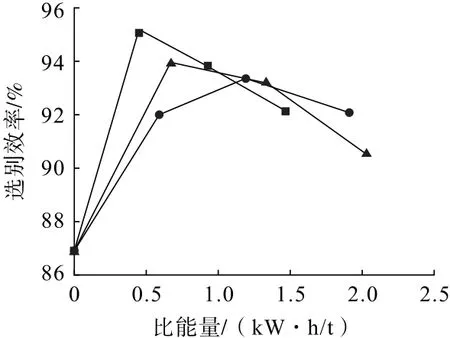
圖13 選別效率隨磨礦比能耗的變化Fig.13 Variation of separation efficiency with specific grinding energy consumption
3 介質選型分析
針對試驗中的磁鐵礦細磨開展介質選型分析。
從“增產”角度看(即提高磨礦速率),陶瓷球磨礦的新增-75 μm 粒級量最快,為鋼球的2 倍,為鋼段的2.5 倍(圖6),這與介質總個數呈密切正相關(表5)。
從“節能”角度看(即提高能量利用效率),陶瓷球磨礦在單位比能耗下新增-75 μm 粒級量最多,其效率約為鋼球的2 倍,為鋼段的3 倍(圖8)。裝載量相同時,輕質介質的功率更低,因其填充率更高,其介質群質心距中心更近,提升力矩更小;而鋼段比球形介質的功率高,因其幾何上各向異性,介質間的摩擦更大,介質群被提升得更高,提升力矩更大[15]。
從“提效”角度看(即產品可選性),陶瓷球磨礦在較低能量輸入下的產品可選性最好,其次為鋼段,最次為鋼球(圖13),這與3 種介質磨礦產品能量-解離度的關系基本一致(圖10)。此外,本研究驗證了短棒形介質有減輕過磨(圖5)的作用,且發現細度較低時有較高的解離度(圖9),這應歸功于介質形狀帶來的線接觸作用。
綜上,僅從磨礦的技術指標評價,白云鄂博西礦鐵礦的細磨應優先選擇陶瓷球。
4 結論
(1)鐵礦細磨應優先選擇陶瓷球作為磨礦介質,在同等裝載量下,因其介質個數最多、作用頻次最大,陶瓷球磨礦速率和能量利用率明顯優于鋼介質,且在短時間磨礦時其產品的解離度高,因而可選性好。
(2)當僅限于鋼介質時,若需保證高產率和較高能量利用效率則應選擇鋼球;若為改善選別效果,則應選擇鋼段。
(3)至少在短時間磨礦中,較球形介質,短棒形介質能減少過磨,且同等細度下解離度更高,未來應考察用陶瓷段細磨鐵礦的效果。
