
激光選區熔化成形鈦合金件缺陷與力學性能的關系
2023-03-17 01:34:30張宇呂新峰楊可冒浴沂
金屬加工(熱加工) 2023年3期
張宇,呂新峰,楊可,冒浴沂
1.國家增材制造產品質量檢驗檢測中心(江蘇)江蘇無錫 214028
2.河海大學機電工程學院 江蘇常州 213022
1 序言
增材制造(Additive Manufacturing,AM)是一種以數字模型為基礎、逐步添加薄層材料來構建三維(3D)零件的新興制造技術。增材制造技術的發展基于快速成形領域,該領域是20世紀90年代開始興起的,主要用于生產非結構構件。工業上利用快速成形技術可對產品設計迅速評價、修改,并自動將設計轉化為具有相應結構和功能的原型產品或直接制造零部件,大大縮短新產品的開發周期,降低開發成本。一些形狀、結構復雜的零件通過傳統方式制造難度較大,而增材制造技術可解決這個問題。這一技術正應用于醫療、航空航天、汽車及模具等其他領域,并取得了相應成果[1]。然而,傳統制件與增材制造成形件之間存在一些差異,如力學性能的各向異性、殘余應力和增材工藝特有的缺陷等。
國內外幾種常用的鈦合金3D打印技術[1]有激光選區燒結成形技術(SLS)、激光選區熔化成形技術(SLM)、激光立體成形技術(LSF)、電子束選區熔化成形技術(EBSM)、電子束熔絲沉積成形技術(EBF)等。SLM 是目前國內外發展較快、研究較多、使用需求量較大的增材制造技術。鈦合金因其性能優異,在航空航天領域有著較多的應用。鈦合金的優點有比強度高、耐蝕性好、高溫力學性能優良,可滿足航空航天領域高質量零部件的設計需求。鈦合金的制造和應用水平在一定程度上體現了一個國家的航空航天水平,同時鈦合金具有良好的生物相容性,與人體骨骼的彈性模量接近,在醫療領域也是一種重要應用材料。
雖然鈦具有諸多優良特性,但其加工一直是一項難題,鈦的低熱導率、加工硬化、低彈性模量等因素造成傳統機加工方法制造鈦合金件的難度較大,材料利用率低,周期長,成本高,而放電等離子燒結、熱等靜壓、注射成形等方法難以克服氧含量和孔隙率高等瓶頸問題。增材制造作為近凈成形技術的一個新方向,大大減少了工序并縮短了制造周期,非常適用于復雜結構和定制化零件制造。增材制造技術材料利用率高,其技術優勢與鈦的應用領域需求具有天然契合點,同時增材制造技術能夠規避鈦的加工難題。鈦的熱導率低,不利于傳統機加工,卻有利于粉末激光成形。由于SLM打印過程中自身的工藝缺陷,因此成形零件的性能較差,這些缺陷嚴重影響了增材制造鈦合金零件在航空航天領域中的應用。本文基于SLM工藝的基本原理,對鈦合金成形件可能出現的缺陷種類及成因進行概述,并總結相關缺陷對其力學性能的影響。
2 SLM工藝原理及能量輸入模型
2.1 SLM工藝原理
SLM是金屬增材制造中應用最為廣泛的工藝之一,屬于粉末床熔融工藝(PBF)的一種。SLM是一種用激光提供能量,使粉末進行熔化后凝固成形的技術,首先將需要打印的三維模型導入計算機軟件進行切片,同時設置好打印機的相關參數,然后按規定好的路徑對粉末進行逐層掃描,掃描后的金屬粉末熔化、凝固,直至零件成形。圖1所示為典型SLM工藝的成形過程和工藝參數。
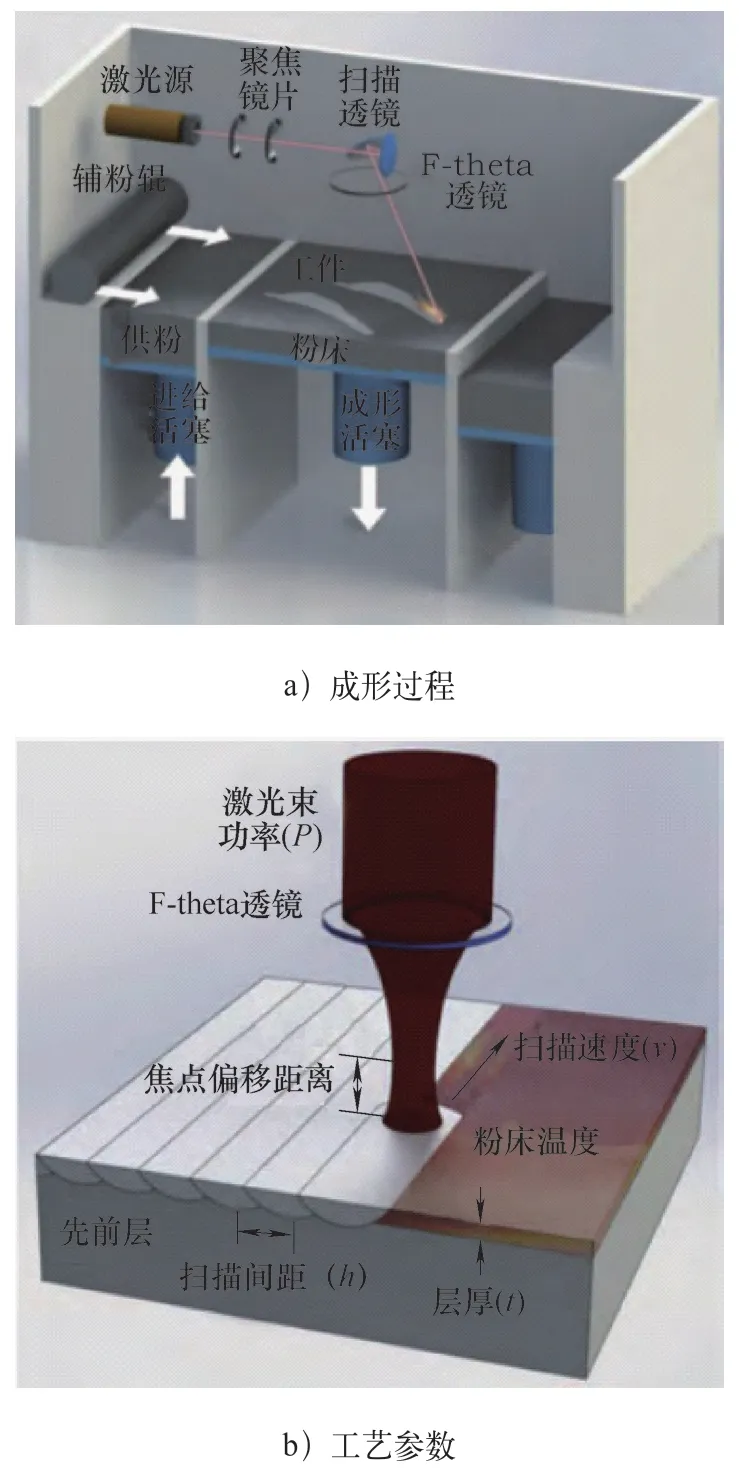
圖1 典型的SLM工藝成形過程和工藝參數
激光對鈦合金粉末的作用是一個復雜的物理過程。宏觀上表現為,粉末在激光作用下的宏觀熱效應,鈦合金粉末材料可以視為一種連續介質,粉末表面持續地吸收激光能量,并通過粉末床向外擴散,而微觀上表現為,激光作用在鈦合金粉末的微觀粒子的作用是一個全量子化的能量交換過程[2]。在粉末熔化的過程中,粉末的密度、導熱率等物理屬性易受溫度的影響,而成形件的力學性能又由粉末的吸熱能力、熔化速度和凝固速度等影響因素決定的,而且成形過程中材料經歷了熱傳導、熱對流、熱輻射,其過程類似于激光焊接,整個過程均一直伴隨著固態-液態-固態轉變[2],因此,鈦合金SLM過程的溫度場分析極其復雜。由于SLM涉及加工過程的多種工藝參數(見圖1b)包括焦點偏移距離(Focal Offset Distance,FOD)、熔池寬度(Hatch Spacing)、層厚(Layer Thickness)和激光功率(Laser Beam Power)等,因此鈦合金成形件的性能較難把握。
2.2 SLM能量輸入模型
SLM成形過程中涉及到多種參數,能量的輸入、時間的長短以及能量在金屬粉末中的傳輸情況直接影響著金屬的表面質量和力學性能,因此需要建立SLM能量輸入模型來比較各參數對金屬成形件的影響。激光功率決定設備供給能量的多少,掃描速度決定激光能量對金屬粉末作用時間的長短,從而控制能量的輸入。而掃描間距、鋪粉層厚也影響著能量的輸入,其對能量輸入的影響不如激光功率和掃描速度明顯。實際應用中,分析影響增材制造零件成形的所有參數非常復雜,激光功率(P)、掃描速度(v)、掃描距離(h)或粉末層厚度(x)等眾多參數必須考慮到。體激光能量密度(EV)通常用下式表示[3],即
式中EV——體激光能量密度(J/mm3);
P——激光功率(W);
v——掃描速度(mm/s);
h——掃描間距(mm);
x——鋪粉厚度(mm)。
然而,體激光能量密度僅代表了一種參數關系的簡化,相同數值的EV可能會存在掃描參數的不同組合,從而導致零件具有不同的材料特性。例如,對于相同的能量密度,不同的熱輸入可以得到不同的氣孔形狀。事實上,可以通過提高激光功率和掃描速度最大限度減少裂紋狀氣孔的數量[3-5]。一般情況下,EV對于實驗研究非常實用,但應謹慎使用。例如,PRASHANTH K G等[6]研究人員發現盡管EV不變,但孔隙率發生了相當大的變化,另外EV無法量化熔池特性,因為已顯示凝固熔池的軌道寬度和深度在恒定EV下是不同的[7]。
3 SLM鈦合金零件缺陷及形成機理
由于SLM工藝的限制,成形件中不可避免地帶有一些缺陷,這些缺陷大致可以分為孔隙、裂紋、殘余應力及球化現象。本文著重介紹各種缺陷形成的原因,以及工藝參數對缺陷的影響。
3.1 孔隙
孔隙作為SLM工藝成形過程中的一種很常見的缺陷,關于它的成因報道很多。粉末本身或環境惰性氣體中截留的氣體在熔池凝固時未及時排出形成孔隙;工藝參數設置不當生成未熔合孔或匙孔缺陷;其他缺陷也會引發孔隙缺陷(球化現象引起的匙孔缺陷,裂紋會沿各個方向持續擴展、不斷擴大并相遇連接最后形成孔隙)。目前SLM成形件孔隙率可以控制到較低的水平,但對于一些用于航空航天的高性能鈦合金件,孔隙的存在對零件的力學性能依然有著極大的影響。
粉末本身的缺陷導致孔隙產生。在粉末快速熔化和凝固過程中,粉末的低堆積密度使粉末間的氣體溶于熔池,或者空心粉中含有的氣體來不及逃逸,從而在成形件中殘留形成孔隙,此類孔隙形貌多為球形或類球形[8]。此外,保護氣體或合金蒸氣進入熔池內,也可能形成氣孔[8,9]。VOISIN T等[10]在對SLM 工藝下Ti-6Al-4V試驗建模時,發現了軌道邊緣孔隙,它們是由粉末顆粒之間存在的截留空隙引起的,可能對延展性有顯著的影響。
未熔合孔也被稱為熔合不足缺陷(Lack of Fusion,LOF),通常分布在掃描軌道之間和沉積層之間,主要是SLM 成形過程中缺乏能量輸入或者掃描軌跡重疊不足,易導致粉末的熔合不良,形成熔合不足缺陷。MUKHERJEE T等[11]認為,熔合不足缺陷可能是由于上層的熔池未充分滲透到基材或先前沉積層中。滲透不足會導致成形件中形成細長的空隙,這些空隙的等效直徑通常>10μm[11,12]。這些缺陷通常具有鋒利的邊緣,并且在層間以及熔池線處被拉長,如圖2所示。
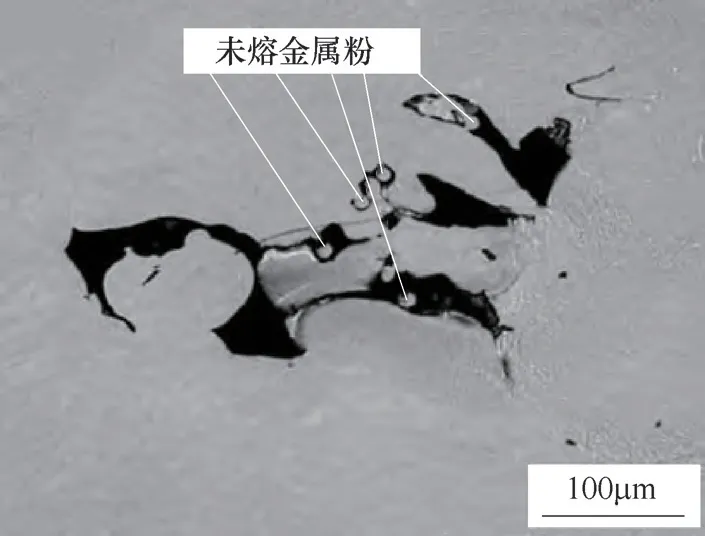
圖2 金相顯微鏡下 SLM 制備的Ti-6Al-4V中未熔合缺陷
掃描軌跡間的重疊不足也會導致粉末出現未熔合現象。STEF J等[13]利用顯微計算機斷層成像技術對SLM打印的Ti-6Al-4V合金孔隙進行了三維重構并分析掃描路徑,發現孔隙形態、分布與掃描路徑直接相關。圖3展示了軌跡間重疊不足區域包含大量 LOF 缺陷,這與激光能量低導致熔池寬度較小有關。
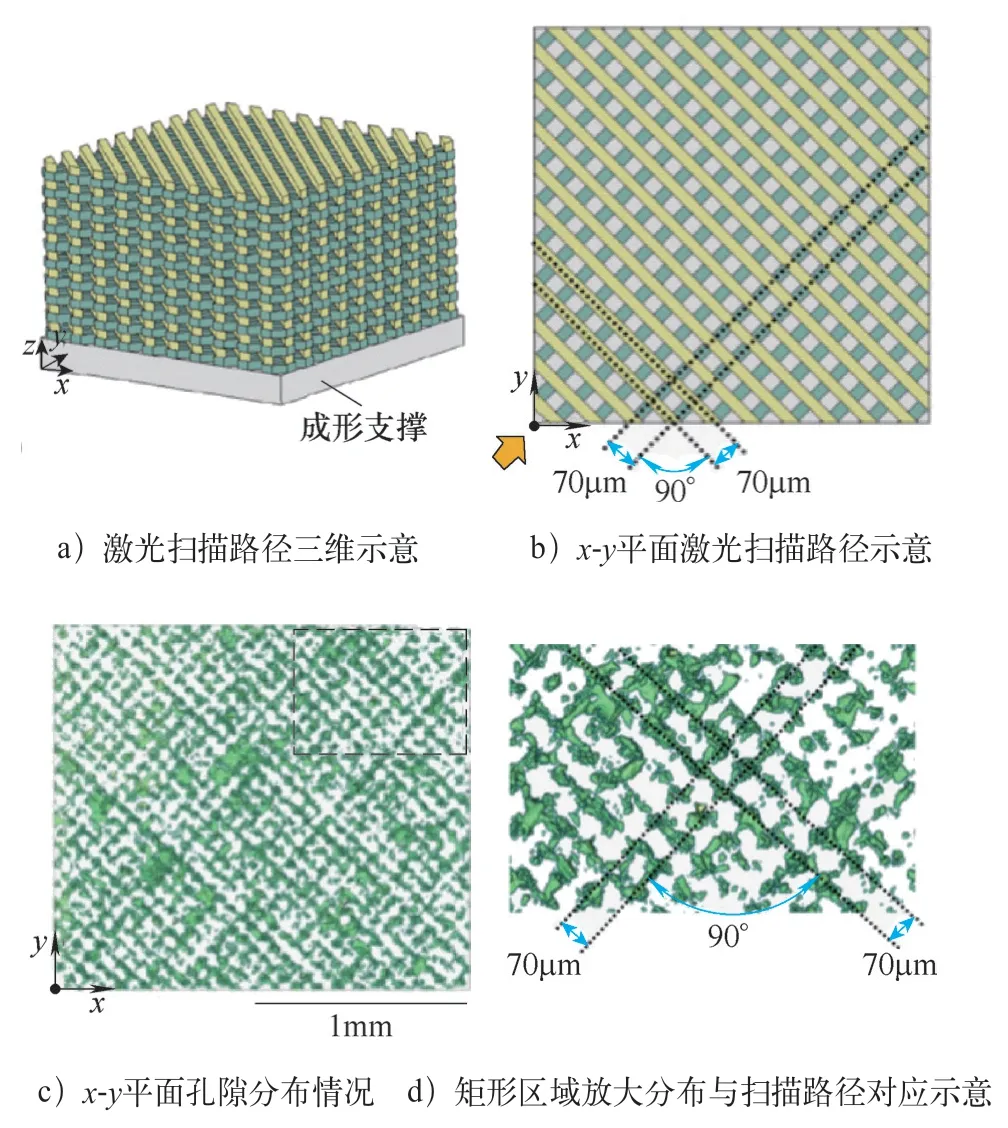
圖3 孔隙空間分布和掃描策略之間的關系[13]
孔隙的尺寸、形狀、位置與SLM本身的工藝參數緊密相關。激光功率過低、掃描速度過快導致單位能量密度過低,容易引起熔合不良現象[14]。此外,送粉量過大,表面光滑度和搭接率過低,也會導致粉末不良熔合而形成未熔合缺陷[15]。未熔合缺陷形貌不規則,尺寸在幾十到數百微米之間。
匙孔屬于一種常見的體積型缺陷,尺寸為數百微米,主要由球化效應導致或金屬粉末熔化凝固成實體過程中體積收縮引起部分底層金屬粉末未充分熔化導致[16,17]。匙孔的形成主要受激光功率和掃描速度的影響,當激光功率過高或掃描速度過低時,容易在熔池搭接處產生匙孔。郭慶豐等[17]學者采用脈沖激光作為激光選區熔化工藝的熱源,研究脈沖占空比對Ti-6Al-4V試樣致密度影響時,發現隨著脈沖占空比的不斷提高,匙孔缺陷逐漸消失(見圖4)[17]。
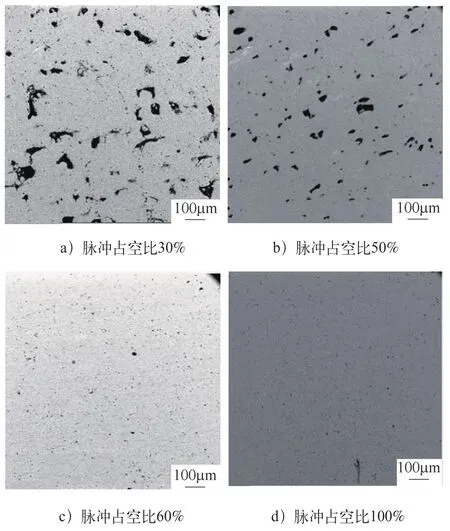
圖4 激光功率110W時不同脈沖占空比下TC4鈦合金試樣匙孔的SEM圖像
激光作用時間、TC4粉末熔化量均隨著脈沖占空比的增加而增加,熔池逐步變寬、變深,相鄰熔道的結合和層間結合更緊密,所以匙孔缺陷不易出現。而激光能量密度過低,球化效應會影響下一層的鋪粉質量,從而容易形成匙孔缺陷[16-18]。由于匙孔存在不穩定性,匙孔的底部會脫離形成一個密閉的小孔且隨著掃描進程的推進,這些密閉小孔也會進一步增加,從而形成由匙孔引起的孔缺陷(見圖5)[19]。
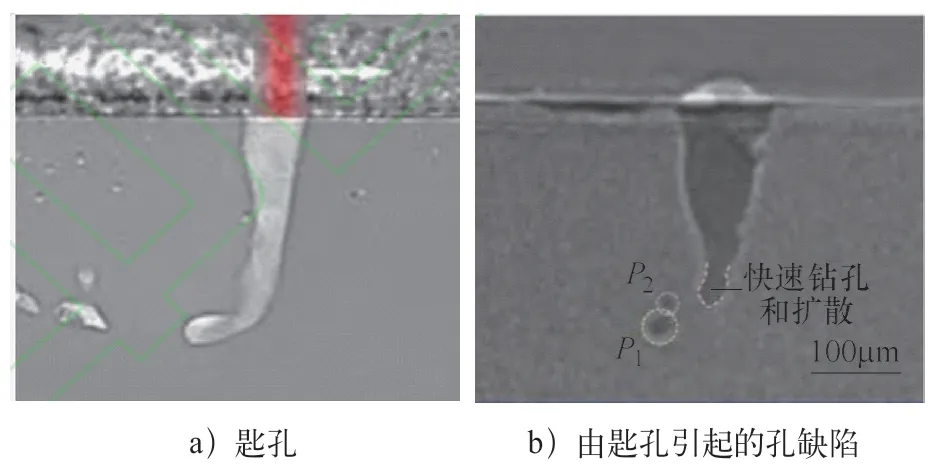
圖5 匙孔及其引起的孔缺陷
孔隙的三維空間分布、形態和取向與掃描策略直接相關。STEF J等[13]提出了一種基于二維斷裂面和三維X射線層析的方法,分析了激光光斑路徑,以及孔洞的3D位置、形態和取向,這為氣孔的形成機理及其對力學性能的影響提供了實質性的解釋。結果表明,氣孔主要集中在熔覆區,激光能量較低是氣孔形成的主要原因。孔隙形態以無取向的“O”形為主,其次為定向的“I”形。這些結果表明,能量不足可形成無取向的孔隙形態。GONG H等[15]基于SLM工藝參數組合的Ti-6Al-4V樣品,研究不同激光功率下的孔隙率(見圖6),結果表明,高能量密度會引起Ti-6Al-4V粉末過度熔化,導致熔池內的合金低熔點成分汽化形成缺陷。
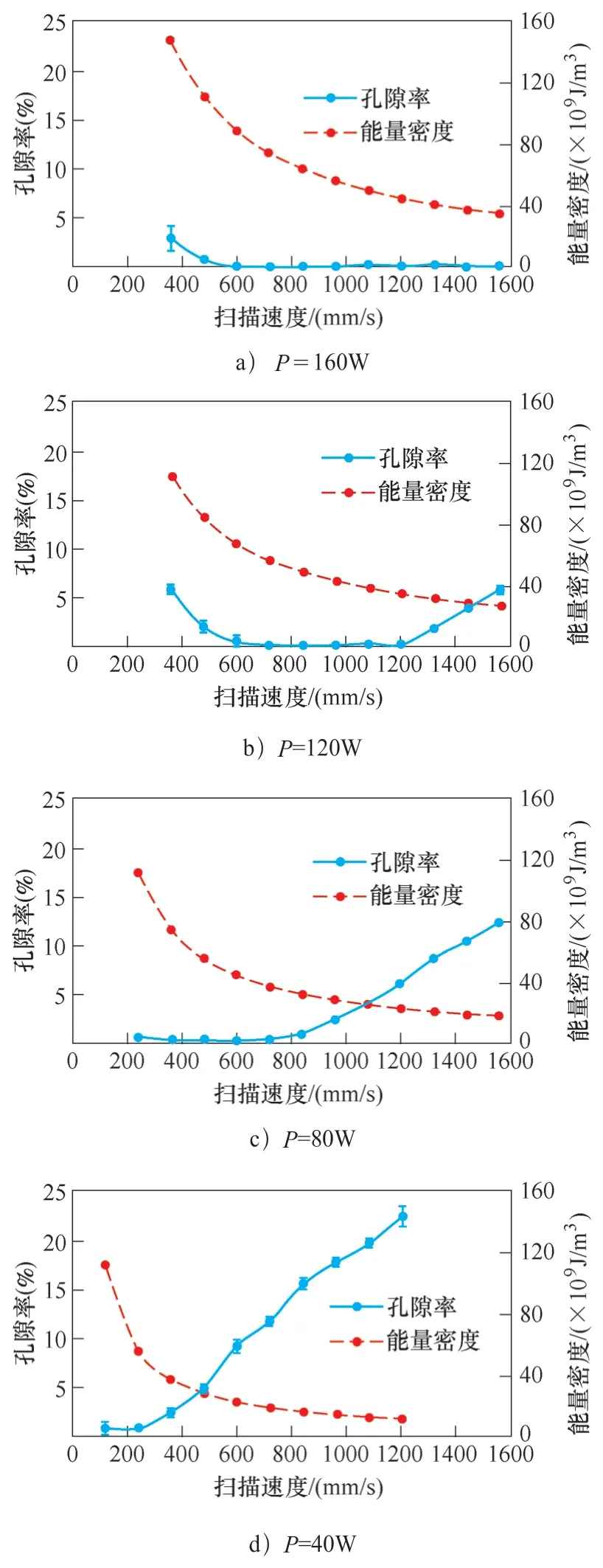
圖6 Ti-6Al-4V 樣品在不同激光功率下的孔隙率
3.2 裂紋
裂紋是SLM工藝過程中非常嚴重的一種缺陷。該缺陷是由于在成形過程中熔體過冷度大、冷卻凝固速率快,因此使金屬產生強烈的收縮趨勢,應力在冷卻過程中得不到釋放而保留在制件內,當應力集中超過材料屈服強度就會產生裂紋[20]。裂紋通常可分為微觀裂紋和宏觀裂紋,其中成形件組織內部的微觀裂紋一般是凝固裂紋,歸類為熱裂紋。有學者[21,22]在SLM成形件中,發現氧化物夾雜處或冷卻過程中殘余應力的收縮會產生凝固裂紋。宏觀裂紋則大部分表現為層間裂紋,屬于冷裂紋范疇。若制件中存在裂紋,將嚴重影響成形件的組織和力學性能,相比傳統材料表面的裂紋,SLM工藝成形件內部的裂紋有著更顯著的影響。
張升[23]等學者利用掃描電子顯微鏡及X射線能譜分析等檢測方法,研究 SLM 成形鈦合金過程中裂紋的開裂行為及其形成機理時,發現SLM 成形TC4制件中的裂紋為冷裂紋,具有典型的穿晶開裂特征(見圖7a),在裂紋斷口處有明顯的連續型河流狀形貌的解理斷口(見圖7b)。在成形過程中,由于過高的溫度梯度而產生的殘余應力是裂紋形成的本質因素。
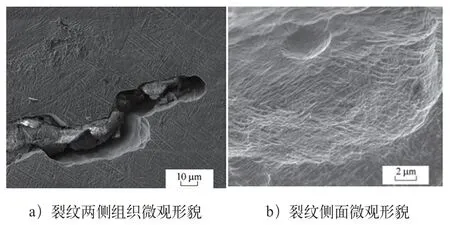
圖7 TC4 試樣裂紋擴展區縱截面微觀形貌
與常規加工合金的延展性相比,AM材料的延展性會因加工條件、內部缺陷和殘余應力的存在而變得更差,從而導致微裂紋的形成[1]。微裂紋尺寸相對較小,會降低抗疲勞性能,縮短成形件的使用壽命。首先,與焊接類似,增材制造中的凝固開裂可以沿構造的晶界被觀察到,由于沉積物凝固收縮和熱收縮,基板或先前沉積層的溫度低于沉積層的溫度,固化層的收縮因此受到基板或先前沉積層的阻礙,導致凝固層處產生拉伸應力。如果拉伸應力的大小超過了凝固金屬的強度,則可能會沿著晶界觀察到裂紋[24,25],結果發現,雖然孔隙率隨著能量密度的增加而降低,但開裂密度與能量密度沒有直接關系。
為了降低裂紋的發生率,一方面可通過對基板進行預熱,提高環境溫度來實現;另一方面可降低掃描速度、掃描間距和層厚,采用多層多道的成形方式,也會得到較好的效果[19]。
3.3 球化
球化現象是SLM工藝成形過程中常見的一種缺陷,是指金屬粉末經激光熔化后,不能均勻地鋪展于前一層,而是產生大量相互隔離的球狀金屬,這種現象被稱為球化現象。該缺陷主要的危害有以下幾個方面[26]。
1)在金屬件組織中引發孔隙缺陷,使成形件的力學性能嚴重降低。
2)球化現象會產生大量孔隙,相鄰金屬球之間的間隙會夾帶部分未熔金屬粉末,嚴重降低金屬件致密度,影響其精度及表面質量。
3)凝固后的金屬球又會使下一層的鋪粉不均勻,且鋪粉輥又會與前一層所產生的金屬球相互摩擦,不但會破壞成形件的表面質量,而且當它們之間摩擦非常大時,鋪粉輥將無法工作,致使成形過程終止。
球化缺陷的形狀為類橢球形,尺寸一般>100μm,分布在零件表面。目前,關于金屬增材過程中形成球化現象的原因,普遍認為是液態金屬與固態表面的潤濕問題[26]。產生球化的原因主要是吉布斯自由能的能量最低原理,金屬熔池凝固的過程中,熔化的金屬液表面與周邊介質表面構成的體系具有最小自由能,在液態金屬與周邊介質的界面張力作用下,金屬液表面形狀向球形表面轉變,目的是降低其表面能。
大量研究人員發現,球化缺陷受粉末本身特性、工藝參數、加工環境等影響。張曉博[20]采用不規則狀、棒條狀和球狀三種形狀的 TC4粉末,每種粉末的含氧量不同,研究不同特性的粉末對球化現象的影響。結果表明,顆粒較規則,且含氧量低的球形金屬粉末成形性能較好。SALLICA-LEVA E等[27]通過研究SLM 工藝下Ti-6Al-4V成形件的微觀組織,發現過高的激光功率會減小熔融金屬的表面能,并導致球化現象的產生。張曉博[20]研究了工藝參數對球化現象的影響,認為激光功率過高,會出現“飛濺”,導致熔道間的金屬球大量出現,球化現象明顯。而掃描速率過快,激光在粉末上停留的時間較短,金屬液溫度低,流動性及潤濕性差也會導致球化現象明顯。他還研究了加工環境對球化現象的影響,認為成形氣體中的氧元素容易與熔融金屬液發生反應,形成一層致密的氧化物薄膜,該薄膜并不利于金屬液與固體基底潤濕、粘合,容易導致球化的產生,且球化現象隨氧含量的增加,效果越明顯(見圖8)。胡孝昀等[28]認為,球化是由于液相表面張力大、黏度高、熔融粉末與未熔化的粉末顆粒和基板未發生浸潤等影響下產生,進一步分析表明,激光快速成形過程中的氧氣是導致球化的直接原因。

圖8 不同環境含氧量成形面的微觀形貌
根據相關文獻[20,29]可知,球化缺陷可行的解決方法如下。
1)激光成形過程中采用適宜的預熱溫度。
2)優化加工環境,在成形過程中通保護氣體。
3)設置適當的激光工藝參數。
3.4 殘余應力
通常認為,零件表面的殘余應力、孔隙率及孔隙位置分布是導致部件失效的原因,而殘余應力的產生與SLM的成形原理有關[19]。在SLM成形過程中,金屬快速熔化和快速凝固引起不均勻的加熱和冷卻,為保持平衡狀態,凝固組織在非均勻的熱循環作用下發生非均勻熱脹冷縮效應,從而產生殘余應力,而不恰當的工藝參數會進一步促進殘余應力的產生。殘余應力可能會對所選的制造策略以及最終部件的力學性能產生很大的影響[3,30],會誘發孔隙、翹曲變形、裂紋和幾何誤差等缺陷,導致零件過早失效。
相關研究表明[19],增材制造成形件殘余應力分布有明顯特征:內部為壓應力,表面為拉應力,沉積方向的殘余應力最大,分布最不均勻。
MISHUROVA T等[3]利用同步加速器X射線衍射對Ti-6Al-4V進行了分析,證明了在能量密度較低的情況下,表層區域的殘余應力較高。同時,利用X射線計算機層析成像,觀察到孔洞主要集中在輪廓區域(除激光速度較小的情況),較低的孔隙率(<1%)對殘余應力不產生影響。SHIOMI M等[31]學者發現,在SLM工藝的構建過程中,成形件表面有著不同程度的殘余應力。一般來說,最后一個表層的拉伸殘余應力較高。
殘余應力受很多參數影響。MISHUROVA T等[3]研究發現,當縮短掃描時間、減少掃描間距時,可以降低表層殘余應力且不影響孔隙率。基板上的樣品位置會對殘余應力產生影響,這可能是因為粉末和金屬不同散熱機制,這種影響可能會因腔內不均勻的氬氣流動而加劇。另外,激光焦距對殘余應力也會有影響,激光聚焦在粉末床上方時產生的殘余應力較小,主要因為當激光聚焦在粉末床上方時,粉末達到了更高的溫度,生成優質的金相組織。
ALI H等[32]研究人員在Ti-6Al-4V材料加工過程中,采用可預熱至800℃高溫的SLM粉末床,研究粉末床溫度對殘余應力的形成、顯微組織和力學性能的影響。研究表明,將粉末床溫度提高到570℃時,降低了成形過程中經歷的熱梯度,可顯著減少成形件內部殘余應力的產生,提高其屈服強度和塑性(見圖9)。該預熱溫度使α馬氏體組織分解為平衡的α+β組織。在570℃時,成形件的屈服強度和伸長率分別提高了3.2%和66.2%。
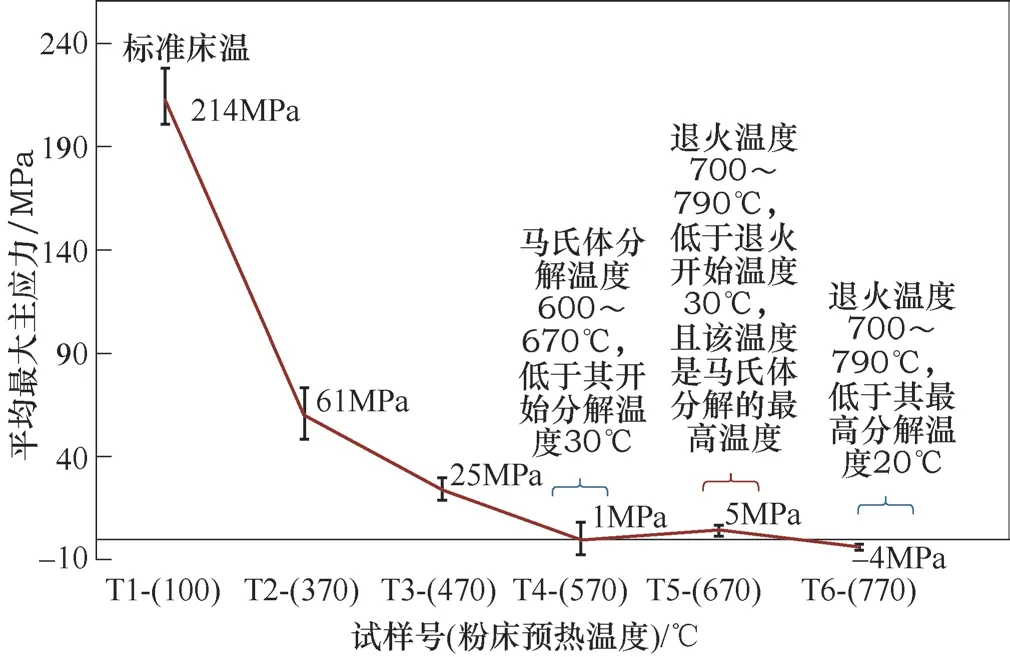
圖9 粉末床預熱溫度對 Ti-6Al-4V成形件殘余應力的影響
VRANCKEN B等[33]研究發現,殘余應力對Ti-6Al-4V的各向異性有很大影響,證實了SLM工藝制備的Ti-6Al-4V致密拉伸試樣內部殘余應力主要沿構建方向分布。此外,在斷裂韌度測試和疲勞裂紋擴展速率測試中,殘余應力對斷裂行為的影響較顯著。OLAKANMI E O等[21]也證實了當構建方向和加載方向相同時,裂紋不易擴展。預裂紋的形狀和疲勞裂紋擴展速率明顯受內應力分布的影響。因此,殘余應力是影響SLM成形件各向異性的主要因素。
在制造過程之前,減少殘余應力的措施主要有調整支撐方案、掃描策略等;在制造過程中,減少殘余應力的措施主要是基板加熱,降低工件成形過程中的殘余應力;在制造過程之后,減少殘余應力的方法是去應力處理和表面的激光重新掃描[34]。原則上,任何降低高熱梯度的措施都是有利的(不限于殘余應力方面)。
4 拉伸性能
SLM工藝成形的鈦合金件,其拉伸性能受組織和孔隙缺陷影響較大。研究發現,由于高冷卻速率,SLM工藝成形的Ti-6Al-4V樣品均表現出高殘余應力和獨特的微觀結構,該微觀結構主要由針狀馬氏體α組織構成(見圖10),樣品的力學性能較好[15,35,36]。YADROITSEV I等[36]研究了LPBF Ti-6Al-4V樣品的斷裂類型和拉伸斷裂機理。在水平試樣中發現了沿晶和晶內斷裂,在垂直試樣中僅發現了沿晶類型的斷裂。因此,在水平試樣的拉伸試驗中觀察到的延展性降低的原因可能是先前β晶粒引發邊界的沿晶斷裂。
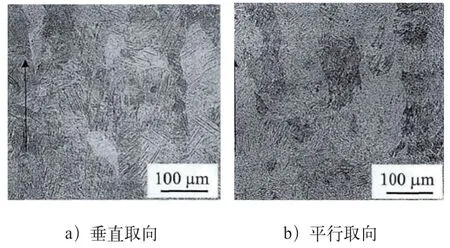
圖10 Ti-6Al-4V金相組織
GONG H等[37]利用不同能量密度的工藝參數組合(見表1)來制備樣品,對其進行缺陷分析和拉伸性能測試,發現在SLM樣品中,高于最佳工藝的能量密度導致樣品孔隙率達到1%,其對力學性能沒有重大影響,但是繼續增加能量密度使孔隙率>5%時,拉伸性能顯著下降(見表2)。VOISIN T等[10]也系統表征了室溫下SLM 成形的Ti-6Al-4V樣品的拉伸行為。研究表明,抗拉強度、屈服強度和伸長率主要由原始組織決定,而應變破壞(斷裂應變)對孔隙率較為敏感。當拉伸軸垂直于構建方向時,X射線計算機斷層掃描揭示了孔隙合并和生長失效機理,導致更有限的拉伸應變破壞。這些各向異性的孔隙生長機制導致了SLM材料拉伸性能的差異。KRAKHMALEV P等[38]使用間斷拉伸試驗對成形樣品和熱處理樣品的孔隙率變化進行的研究,發現孔隙聚結是最終裂縫形成的主要機制,裂縫形態呈典型的杯錐狀。
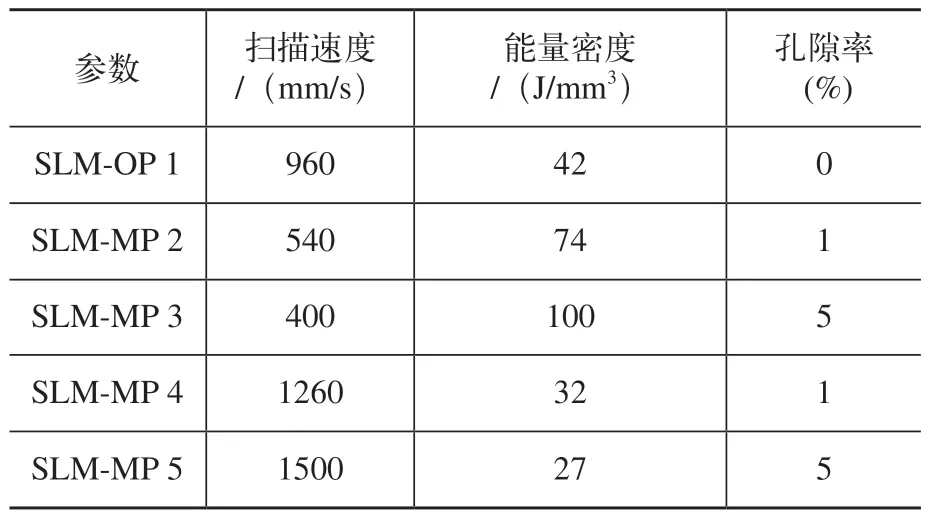
表1 SLM的工藝參數和預計孔隙率
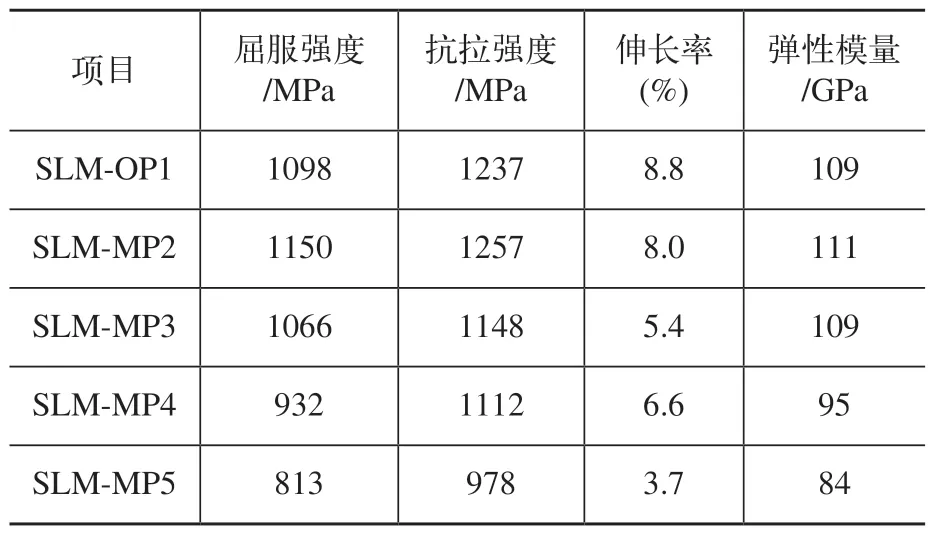
表2 SLM樣品的拉伸性能
STEF J等[13]研究認為,拉伸性能和裂紋路徑受孔隙及其三維分布的影響,孔隙使樣品的延展性降低、脆性增加,且裂紋沿孔洞的排列方向擴展。
5 疲勞性能
一般來說,鈦合金的元素含量、相組成、組織等方面是影響其疲勞性能的主要因素。對于增材制造金屬件,金屬材料的疲勞強度受材料缺陷的影響較大,裂紋的起始位置通常在缺陷處,內部裂紋擴展路徑也可能受缺陷的影響。CAIN V[39]等研究了SLM工藝成形的Ti-6Al-4V試樣的疲勞裂紋擴展速率,發現構建方向和斷裂面之間的關系對疲勞裂紋擴展速率的影響最為顯著(見圖11),主要原因是成形件殘余應力分布的各向異性。
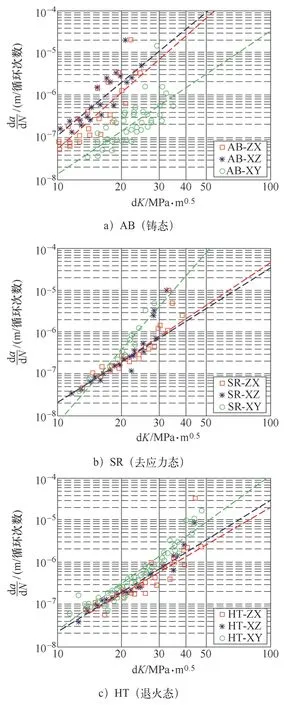
圖11 三種工藝下構建方向對疲勞裂紋擴展速率的影響
SLM樣品中粉末不完全熔化導致的缺陷最嚴重,即使缺陷占比僅為1%,也會對疲勞性能造成較大的影響[37]。零件中的孔隙對疲勞強度的影響較大,因為孔隙是零件發生失效的起始點。孔隙率和缺陷與表面的接近程度對零件的疲勞性能影響更大,表面1mm以內的孔隙是典型的裂紋起始處,孔隙越大,就越容易影響零件的疲勞性能。欽蘭云等[40]采用同軸送粉激光增材制造工藝制備了Ti-6Al-2Mo-2Sn-2Zr-2Cr-2V材料,測試并討論了顯微組織、缺陷對疲勞性能的影響。結果表明,疲勞源均形成于條狀未熔合缺陷及氣孔缺陷處(見圖12),且缺陷直徑越大,距離表面越近,應力集中現象越明顯,疲勞裂紋萌生的速度就越快,疲勞壽命也就越低。
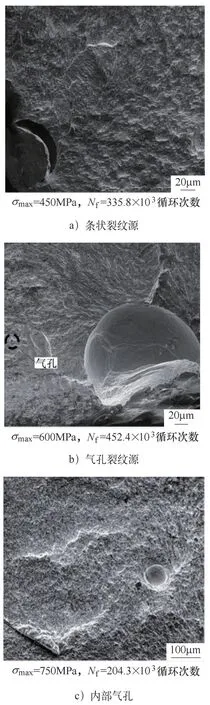
圖12 疲勞源區的微觀形貌
吳正凱等[41]基于自主研制的原位疲勞試驗機和高分辨同步輻射X射線三維成像技術,采用Feret直徑(粒子周邊最遠兩點間的距離)和極值統計方法定量對選區激光熔化Ti-6Al-4V材料的缺陷特征尺寸、數量、位置與形貌進行統計,研究缺陷特征與疲勞壽命之間的關系。結果表明,Ti-6Al-4V材料缺陷主要為未熔合缺陷和氣孔,等效直徑<50μm的頻率90%,球度分布于0.4~0.65之間。研究人員發現在不考慮表面粗糙度的情況下,疲勞裂紋優先在試樣表面或近表面缺陷處萌生,呈現出典型的半橢圓形貌。另外,YADROITSEV I[36]研究了Ti-6Al-4V的水平試樣的彎曲疲勞特性,揭示了失效周期數與表面粗糙度之間的相關性。發現表面較為粗糙的樣品失效循環次數較少,裂紋擴展速率取決于試樣方向,與殘余應力關系不顯著,如圖13所示,試樣應力循環次數見表3。未熔合缺陷對疲勞壽命的影響相對來說更大,同時缺陷特征尺寸越大,疲勞壽命就越低。
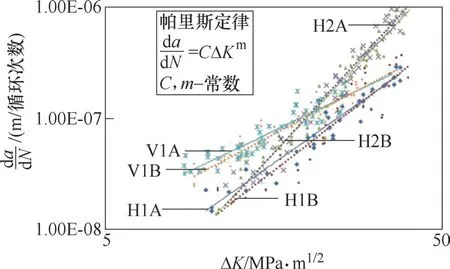
圖13 LPBF Ti-6Al-4V ELI 的疲勞裂紋擴展速率和失效循環次數
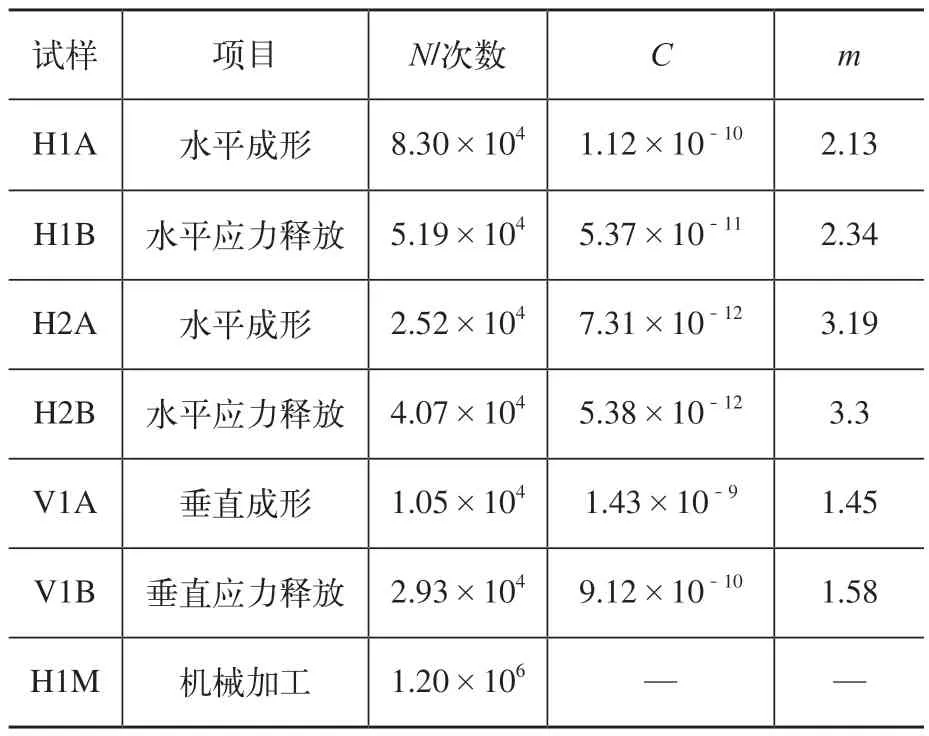
表3 試樣應力循環次數
大部分增材制造材料的研究表明,孔隙率會降低疲勞強度,疲勞裂紋萌生機制表明,幾乎所有的疲勞裂紋都起源于孔隙。LEVD[42]通過將應力、孔隙尺寸和疲勞壽命聯系起來的映射方法,對孔徑和疲勞壽命的關系進行表征。采用經典的Linear Elastic Fracture Mechanics(LEFM)、El-Haddad[43]和Murakami[44]三種疲勞準則,研究了鈦合金的孔隙尺寸與疲勞強度關系的變化趨勢,其中,El-Haddad模型最符合試驗數據。研究發現,相較于不做后處理的成形件,低溫應力消除和退火熱處理可以提高零件的疲勞性能、抑制疲勞裂紋生長,同時有助于消除零件各向異性的影響。
6 結束語
目前,激光粉末床熔融工藝是技術較為成熟、應用較多的金屬增材制造技術。基于激光粉末熔融工藝過程的復雜性,成形件中不可避免地帶有缺陷,影響其力學性能,因此對增材制造零件的檢測尤為重要。區別于傳統的破壞性檢測,無損檢測可以做到在不損壞樣品的情況下,檢測到增材制造成形件的內部缺陷,也可以實時檢測成形過程中零件的質量,對生產過程實時反饋調節,從而減少報廢率。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
