
低溫相變合金涂層激光熔覆工藝研究
2023-03-17 01:34:32楊超鋒吳世品王權王雪嬌馬強
金屬加工(熱加工) 2023年3期
關鍵詞:工藝
楊超鋒,吳世品,2,王權,2,王雪嬌,馬強
1.天津職業技術師范大學機械學院 天津 300222
2.汽車模具智能制造技術國家地方聯合工程實驗室 天津 300222
3.天津金橋焊材集團有限公司 天津 300399
1 序言
激光熔覆技術(Laser Cladding)是以高能激光為熱源、使熔覆材料在基體表面熔化并形成致密合金涂層的技術。該技術熔覆材料范圍廣,使用無污染[1];熔覆過程加熱和冷卻速度快,工序時間短[2];熔覆涂層稀釋率低,可形成良好的微觀結構[3]。在激光熔覆過程中,工藝參數是影響熔覆層質量的關鍵因素,不合理的工藝參數會使熔覆層出現裂紋、氣孔等缺陷。黃鳳曉等[4]研究了激光掃描速度、送粉速率對熔覆層幾何參數(寬度、高度)的影響。研究表明,隨著掃描速率的增大,熔覆層的寬度、高度均減小;隨著送粉速率的增大,熔覆層高度會增大。除此之外,合金粉材料也是影響熔覆層質量的重要因素。熔覆合金材料一般包括鐵基、鈷基和鎳基等合金粉。大部分的合金粉在凝固過程中會產生拉應力[5],殘余拉應力的存在極易導致激光熔覆層出現裂紋、應力腐蝕或疲勞破壞[6]。低相變點(Low Transformation Temperature,簡稱LTT)合金是一種新型合金,在連續冷卻過程中,利用低溫區間發生馬氏體相變產生的體積膨脹,抵消熱收縮形成的殘余拉伸應力,從而產生殘余壓應力,防止開裂,提高抗應力腐蝕性能和疲勞壽命。孫允森等[7]通過調整LTT合金中的Cr、Ni 含量發現,當馬氏體開始轉變溫度(Ms)在300~330℃時,LTT合金熔覆層可獲得較大的殘余壓應力。徐淑文等[8]對比兩種不同成分的LTT合金粉的激光熔覆層性能,研究結果表明,兩種LTT合金熔覆層的硬度和耐磨性均比基體提高2~3倍,LTT1和LTT2最高硬度分別為448HV和421HV。
目前,LTT材料在激光熔覆方面的應用相對較少,關于LTT合金熔覆層制備工藝的研究并不深入。因此,本文系統研究激光熔覆工藝參數對LTT合金涂層成形質量、組織和硬度的影響,通過改變激光功率、送粉速率和掃描速度等工藝參數,分析不同工藝參數組合對成形質量、稀釋率的影響;同時,研究激光熔覆LTT合金涂層的微觀組織特征和硬度,為LTT合金涂層制備和實際應用提供理論依據和指導。
2 試驗材料與方法
2.1 試驗材料
試驗基材選用100mm×100mm×100mm的Q355B鋼,基材經研磨機和砂紙打磨后,采用無水乙醇清洗,以保證基材表面清潔。激光熔覆采用自主設計配制的LTT合金粉作為熔覆合金粉,粉末粒度為≥150目(≤106μm),LTT合金熔覆層的化學成分見表1。
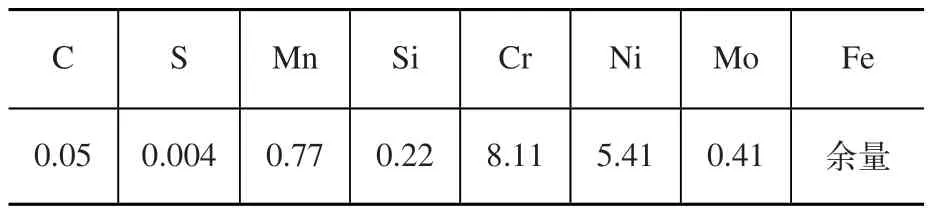
表1 LTT合金熔覆層化學成分(質量分數) (%)
2.2 激光熔覆試驗
先利用球磨機將LTT合金粉混合均勻,再通過真空干燥箱加熱烘干去除合金粉中的水分,烘干溫度為110℃,烘干時間為40min。采用德國IPG光纖激光器和工業機器人手臂等儀器進行激光熔覆試驗,連續熔覆10道,激光斑點2mm,離焦量18mm,搭接率為60%。根據LTT合金粉的特性和激光熔覆工藝特點,工藝參數范圍選取激光功率1000~1400W,掃描速度8~16mm/s,送粉速率0.4~0.8r/min。試驗通過改變激光功率、送粉速率和掃描速度制備不同的熔覆層,分析3個工藝參數變量因素與成形質量和稀釋率之間的關系,以尋求最佳激光熔覆工藝參數,具體工藝參數見表2。
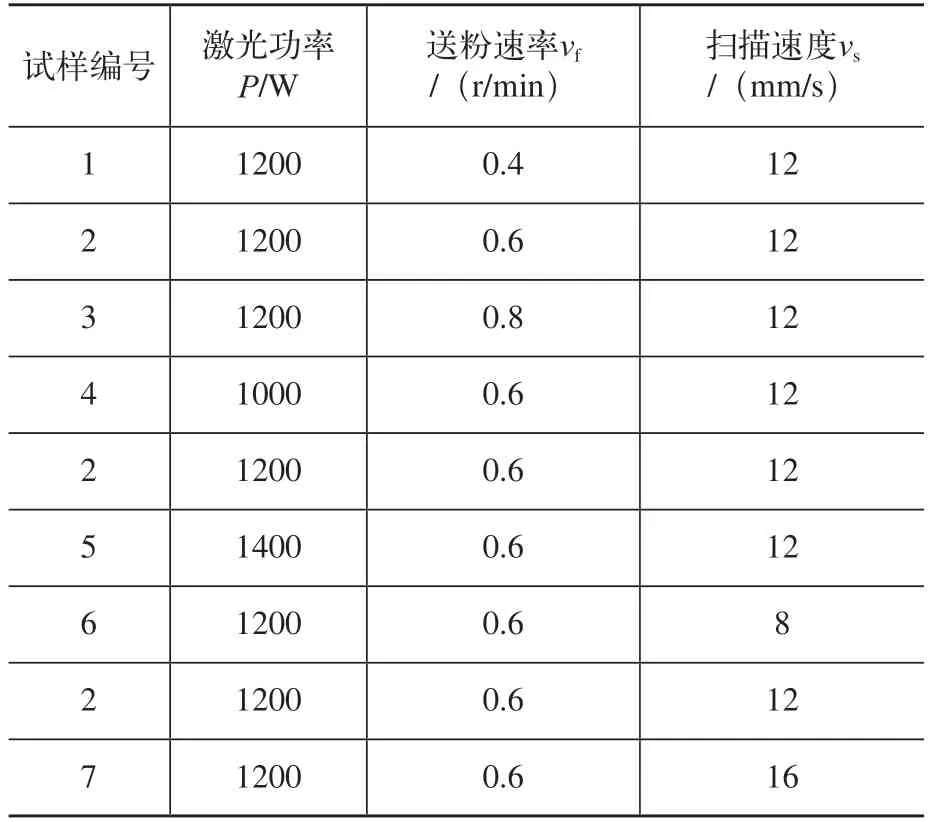
表2 LTT多道激光熔覆層的工藝參數
2.3 顯微組織和硬度試驗
沿垂直于激光熔覆方向線切割熔覆層,并將剖切面冷鑲嵌,然后采用240~2000目砂紙依次打磨截面,用磨拋機進行拋光,選用4%硝酸酒精溶液腐蝕基體,選用10gFeCl3+30mLHCl+120mLH2O溶液腐蝕熔覆層,腐蝕時間為30~90s,然后采用AMP-2S蔡司高級金相顯微鏡觀察熔覆層的顯微組織。硬度試驗采用顯微維氏硬度計分別檢測熔覆層、熱影響區和基體母材的硬度分布,載荷0.2kg(1.96N),保壓時間15s。
3 結果分析與討論
3.1 熔覆層表面宏觀形貌
圖1所示為不同工藝參數下LTT合金熔覆涂層的表面宏觀形貌和白光干涉圖。當激光功率為1000~1400W、掃描速度為8~16mm/s、送粉速率為0.4~0.8r/min時,熔覆后的熔覆涂層紋路均勻,表面光澤、平整,也未見微裂紋、氣孔等缺陷。采用白光干涉儀觀察涂層表面,其中不同工藝參數試樣的表面粗糙度為18.1~35.8μm,高度差為0.02~0.09mm,如圖2所示。當激光工藝參數匹配不合理時,熔覆層表面成形質量較差,其中試樣6(激光功率為1200W、掃描速度為8mm/s、送粉速率為0.6r/min)的掃描速度較慢,熔覆涂層表面紋路粗糙且不均勻,少部分區域有凹陷(見圖1f);同時,試樣6的表面粗糙度值最高(見圖2),表面成形較差。
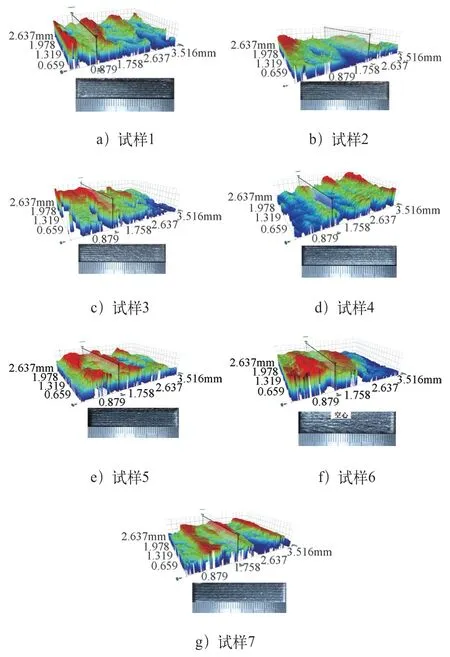
圖1 不同工藝參數下熔覆涂層表面外觀形貌和白光干涉圖
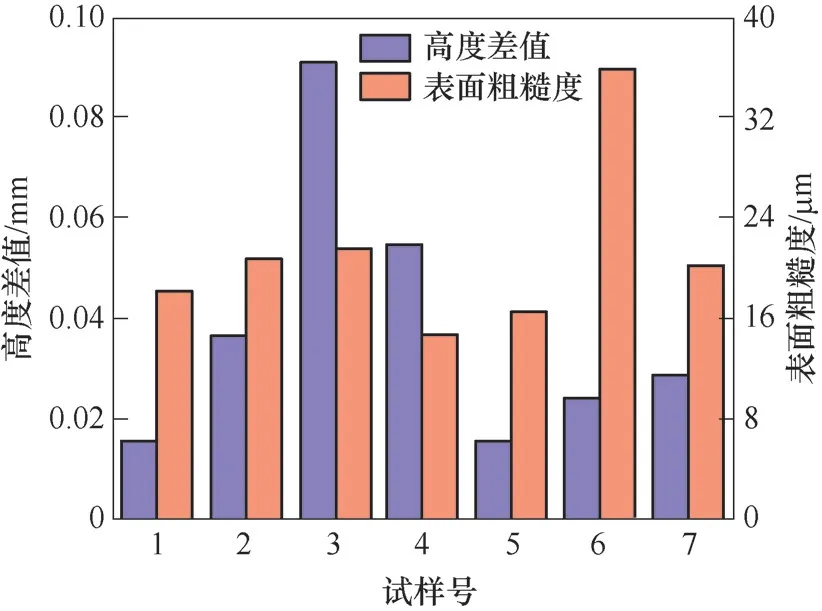
圖2 不同工藝參數下表面粗糙度和高度差值
3.2 涂層界面結合質量
激光工藝參數的變化會引起激光能量密度的改變,從而影響熔覆涂層的成形質量。圖3所示為不同工藝參數下LTT合金熔覆涂層界面形貌。從圖3可看出,所有LTT合金涂層與基體結合的界面均呈現明顯的波浪特征,厚度差最大值為 0.9mm,熔覆層與基體之間發生了互熔,且未見微裂紋、氣孔等缺陷。其中,激光功率為1200W、掃描速度為12mm/s、送粉速率為0.8r/min時,即試樣3的熔覆涂層界面出現微量小孔。
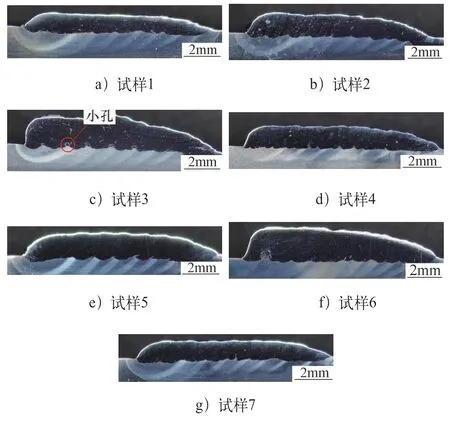
圖3 不同工藝參數下LTT合金熔覆涂層界面形貌
根據激光能量密度公式(1)[9],當激光功率和掃描速度不變時,激光能量密度不增加,而送粉量增大時,會導致激光能量不足,從而引起熔覆層與基體之間出現未熔合缺陷。
式中Pb——激光能量密度(Wh/m2);
D——光斑直徑(mm);
v——掃描速度(mm/s);
P——激光功率(W)。
3.3 工藝參數對熔覆層幾何尺寸的影響
稀釋率和成形系數是評價熔覆層成形質量的重要指數,稀釋率過大時,易引起熔覆層開裂,稀釋率過小時,基體與熔覆層結合不牢靠,稀釋率低且成形系數大的熔覆層,其熔覆層成形質量越好,稀釋率η和成形系數n的計算公式[10]分別為
式中W——熔覆層寬度(mm);
H——熔覆層高度(mm);
h——母材熔化深度(mm)。
圖4所示為激光熔覆層的橫截面幾何尺寸。由于激光工藝參數與涂層質量的密切相關,因此通過Image J測量不同工藝參數的激光熔覆層橫截面幾何尺寸,并計算了成形系數和稀釋率,結果見表3。
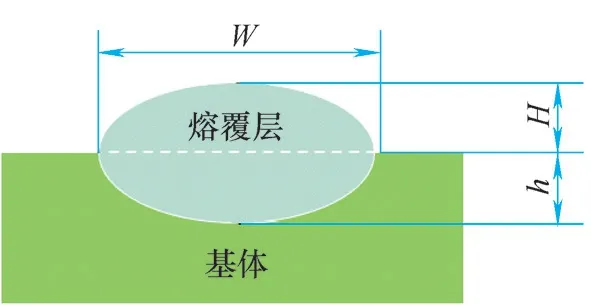
圖4 涂層的界面幾何尺寸
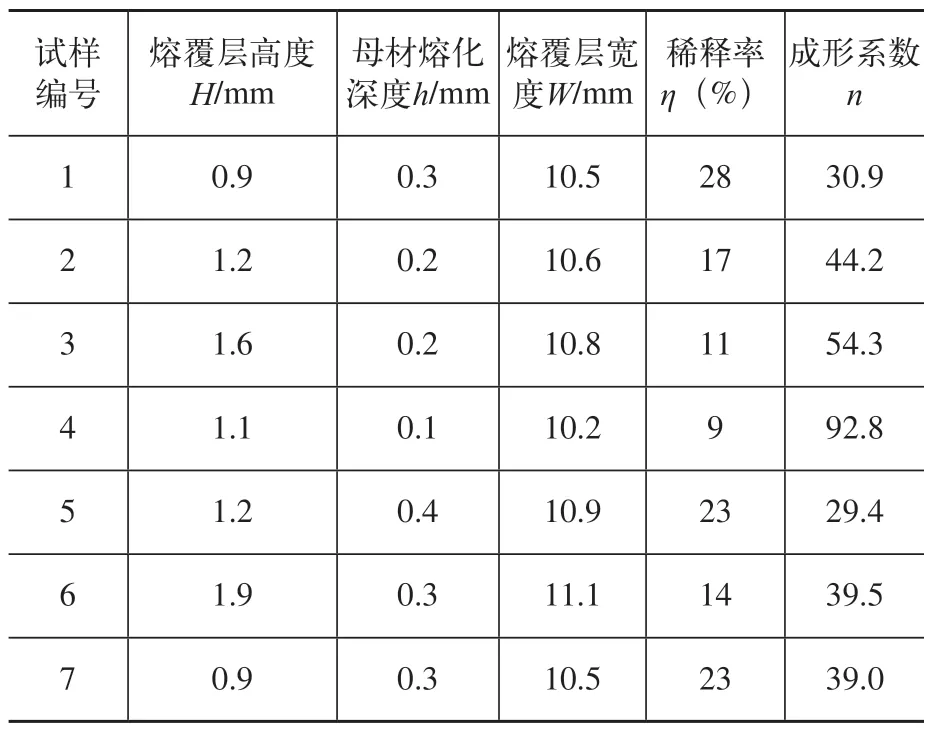
表3 LTT多道激光熔覆層的橫截面幾何尺寸
根據表3激光熔覆工藝參數對熔覆層幾何尺寸的影響可知,隨著送粉速率從0.4r/min增大到0.8r/min(試樣1~試樣3),LTT熔覆層的寬度略有增加,高度和成形系數逐漸增大,稀釋率隨之降低,稀釋率最小為11%。送粉速率增大會導致送粉量增加,在相同激光熱量下熔覆的金屬增加,熔覆層高度和成形系數增大。其中,試樣3送粉速度過大,導致涂層界面出現小孔及未熔合現象。隨著激光功率從1000W增至1400W(試樣4、試樣2和試樣5),熔覆層高度變化不明顯,寬度和稀釋率逐漸增大,成形系數降低。當激光功率逐漸增大時,熔覆時所釋放的熱量增加,在短時間內可熔覆更多的基體和熔覆材料,熔深逐漸增大,熔覆層的寬度增大。其中,試樣4的激光功率過低,熔深淺,成形系數過大(92.8)。隨著掃描速度從8mm/s增大到16mm/s(試樣6、試樣2、試樣7),熔覆層寬度、高度降低,稀釋率升高,成形系數呈先增大再降低的趨勢。掃描速率的增大,熱輸入量降低,熔池金屬來不及充分熔化和流動,因此熔覆層的高度和寬度隨之降低,稀釋率升高。其中,試樣6由于掃描速度較慢,因此表面產生了凹陷。
3.4 熔覆層顯微組織分析
由于試樣3、試樣4、試樣6存在缺陷,所以選取試樣1、試樣2、試樣5、試樣7的熔覆層進行顯微組織分析,如圖5所示。
在不同工藝參數下,LTT合金熔覆層的顯微組織均由馬氏體(M)和奧氏體(A)組成,其中以馬氏體組織為主,馬氏體組織呈柱狀晶和胞狀晶分布;由于LTT熔覆層是激光熔覆多道形成,在道間一定區域會存在對下一道熔覆層的影響,從而形成再熱處理作用,使熔覆層道間形成胞狀馬氏體組織。在馬氏體柱狀晶之間分布著長條狀的奧氏體,而在胞狀馬氏體區域,奧氏體呈網狀分布。對比圖5b與圖5c可知,隨著激光功率從1200W增加到1400W,激光能量增加,熔池高溫停留時間長,馬氏體組織長大粗化,殘留奧氏體含量增加。對比圖5c與5d可知,當掃描速度從12mm/s增加到16mm/s時,熱輸入降低,在冷卻過程中原始奧氏體來不及長大即轉變為馬氏體組織,因此掃描速度增加后,熔覆層中的晶粒出現細化現象。馬氏體相變的溫度與材料的化學成分密切相關[11,12],熔覆層中含有大量的Cr、Ni合金元素,導致Ms降低,在激光熔覆過程中當熔覆層金屬冷卻至Ms點溫度,奧氏體開始轉變為馬氏體;從Ms點溫度至室溫,奧氏體不斷轉變為馬氏體,因此在LTT合金熔覆層顯微組織中可見大量的馬氏體組織,同時有少量未完全轉變的殘留奧氏體。
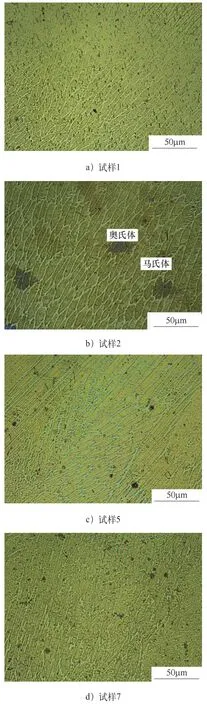
圖5 不同激光工藝參數下熔覆層的顯微組織形貌
在不同激光工藝參數下,LTT合金熔覆層界面結合處熱影響區(HAZ)的組織基本相同,圖6所示為基體母材和典型工藝參數下LTT熔覆層界面結合處熱影響區的顯微組織。基體母材的組織為珠光體(P)和鐵素體(F),如圖6a所示;熔覆層界面結合處熱影響區分為粗晶區、細晶區和過渡區,如圖6b所示;熱影響區粗晶區由于激光熔覆過程中溫度高,發生相變重結晶,因此冷卻至室溫時形成粗大的貝氏體組織,且在粗大晶粒的晶界處可見鏈狀碳化物分布,如圖6c所示;細晶區受激光熔覆熱循環的影響,母材原有的組織發生相變重結晶,轉變為細小的鐵素體+少量彌撒的碳化物,如圖6d所示。
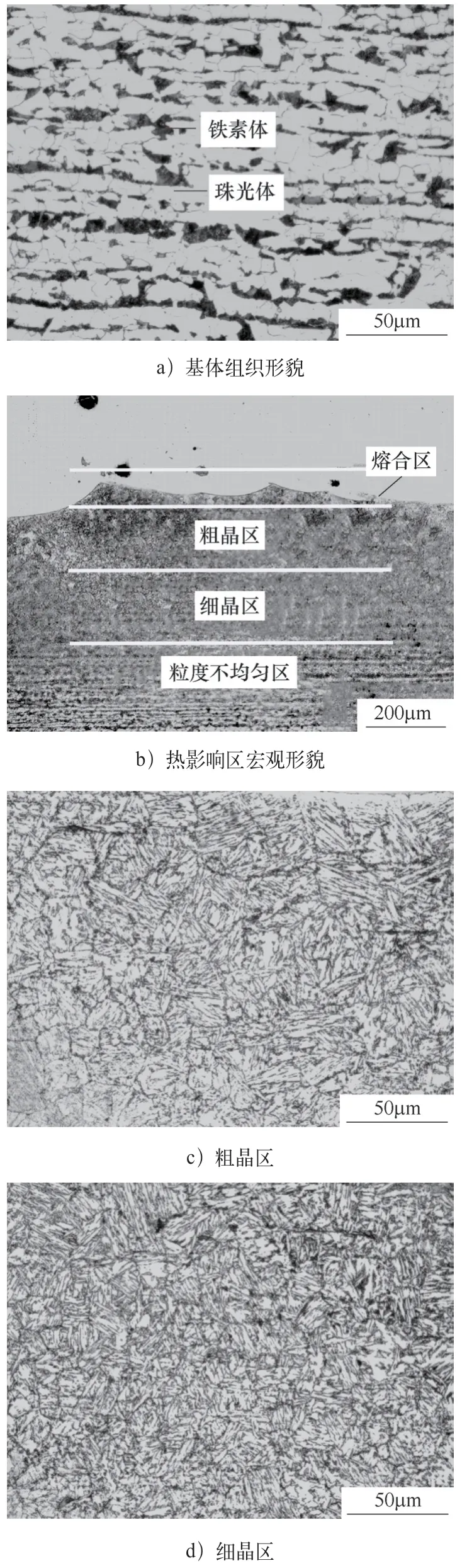
圖6 基體和熱影響區組織形貌
3.5 熔覆層顯微硬度
根據LTT合金熔覆層橫截面的宏觀形貌,將試樣橫截面分為熔覆層區、熱影響區和基體區,選取距熔覆表面距離為0.2mm的位置,每隔0.2mm深度檢測相應的顯微硬度值,結果如圖7所示。
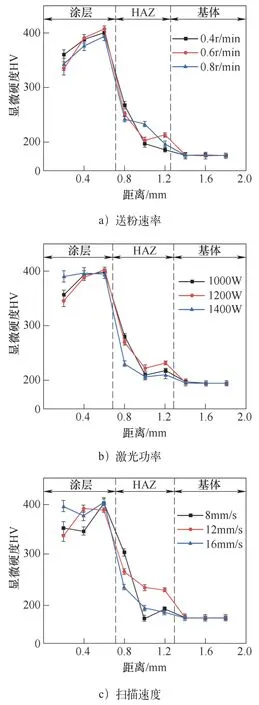
圖7 工藝參數對熔覆層顯微硬度的影響
通過對比不同激光工藝參數下LTT熔覆層的硬度發現,熔覆層的硬度最高,硬度平均值均在373HV0.2以上,最大值可達408HV0.2;熱影響區粗晶區的硬度次之,計算的硬度平均值為214~368HV0.2,從熱影響區粗晶區到基體母材,硬度逐漸下降,基體母材的硬度平均值約為175HV0.2。結合上述顯微組織分析結果,LTT合金熔覆層組織主要以馬氏體為主,馬氏體組織使其具有較高的強度和硬度;熱影響區粗晶區組織主要為粗大的貝氏體組織,硬度次之;而基體母材的組織主要為珠光體+鐵素體,因此硬度最低。對比不同送粉速率(見圖7a)、不同激光功率(見圖7b)和不同掃描速度(見圖7c)的LTT合金熔覆層的硬度,熔覆層的硬度差別不大,均比基體母材的硬度提高1.2倍以上。其中,激光功率為1200W、送粉速率為0.6r/min、掃描速度為12mm/s的熔覆層硬度為408HV0.2,比基體硬度提高2.3倍。
4 結束語
1)當激光功率為1200W、送粉速率為0.6r/min、掃描速度為12mm/s時,LTT合金熔覆層表面成形良好,無裂紋、氣孔等缺陷,涂層與基體界面熔合良好。
2)LTT合金熔覆層金屬的組織由馬氏體和少量殘留奧氏體組成,馬氏體組織呈柱狀晶和胞狀晶分布,殘留奧氏體呈長條狀或網狀分布在馬氏體之間。
3)LTT合金熔覆層的硬度最高,熱影響區粗晶區次之,基體的硬度最低。其中,LTT合金熔覆層的硬度均比基體硬度提高1.2倍以上,在不同工藝參數下,LTT合金熔覆層的硬度無顯著差別。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
