
激光焊接系統(tǒng)環(huán)境影響生命周期評價(jià)研究
2023-03-17 01:34:36張瓊之曹華軍葛威威
金屬加工(熱加工) 2023年3期
張瓊之,曹華軍,葛威威
重慶大學(xué)機(jī)械與運(yùn)載工程學(xué)院 重慶 400044
1 序言
目前,全球氣候變暖與環(huán)境退化日益嚴(yán)重。2021年,全球溫室氣體(Green House Gas,GHG)排放量已達(dá)480億tCO2當(dāng)量,其中能源燃燒和工業(yè)過程產(chǎn)生的碳排放量占能源部門GHG的近89%[1]。因此,減少環(huán)境排放和提高資源效率已成為制造業(yè)可持續(xù)發(fā)展的關(guān)鍵性挑戰(zhàn)[2]。焊接工藝作為一項(xiàng)常用的連接加工技術(shù),已廣泛應(yīng)用于汽車、軌道交通及船舶等行業(yè)。
隨著焊接技術(shù)的不斷發(fā)展,激光焊接作為一種先進(jìn)的焊接工藝,因其焊接效率高、性能強(qiáng)、自動化程度高而得到廣泛應(yīng)用和發(fā)展[3]。該工藝特別適用于高反射、輕質(zhì)材料(如鋁合金和鎂合金)的焊接。盡管目前針對激光焊接的工藝機(jī)理和難點(diǎn)已得到廣泛研究并有效解決[4-7],但仍存在低能量轉(zhuǎn)換效率、高能耗和嚴(yán)重的碳排放等問題[8-10],限制了激光焊接技術(shù)進(jìn)一步的提升和應(yīng)用。因此,激光焊接在節(jié)能減排方面具有巨大潛力。
目前,針對焊接工藝的環(huán)境影響已開展大量研究。ALEXOPOULOS等[11]比較了激光焊接和鉚接工藝用于加工飛機(jī)組件時(shí)的能耗、工藝時(shí)間、成本和碳排放,結(jié)果表明,激光焊接是一種更環(huán)保的工藝。段誠茂等[12]為降低激光焊接工藝的環(huán)境影響,提出一種基于目標(biāo)級聯(lián)法的鋁合金激光焊接系統(tǒng)碳排放優(yōu)化方法。YILBAS B S等[13]通過塊參數(shù)分析研究了激光焊接的能耗和焊縫幾何形貌,并對不同合金的激光焊接進(jìn)行了生命周期分析。SPROESSER G等[14]對焊條電弧焊、激光電弧焊、電弧噴涂和改進(jìn)電弧噴涂的MAG焊接進(jìn)行了生命周期評估,結(jié)果表明,由于激光電弧焊能耗與焊接時(shí)間的比值較小,因此對環(huán)境的影響較小。
上述研究為焊接工藝的環(huán)境評價(jià)提供了一定的基礎(chǔ)。然而,這些研究在分析焊接環(huán)境影響和社會屬性時(shí)側(cè)重于焊接工藝本身,而較少關(guān)注焊接全生命周期的環(huán)境影響,故難以揭示激光焊接的節(jié)能優(yōu)化和減碳潛力。本研究將通過LCA工具分析激光焊接系統(tǒng)的環(huán)境影響;同時(shí),將激光焊與MIG焊、TIG焊和焊條電弧焊3種典型焊接工藝進(jìn)行比較。該研究有助于推動激光焊接從“注重加工質(zhì)量”轉(zhuǎn)向“質(zhì)量、低碳和經(jīng)濟(jì)并重”的發(fā)展方向。
2 激光焊接系統(tǒng)生命周期評價(jià)方法
2.1 研究目標(biāo)及邊界
由于鋼和鋁合金在各種材料的使用中占主導(dǎo)地位,本研究聚焦這兩種材料焊接場景下的生命周期環(huán)境影響分析,并闡明激光焊接系統(tǒng)在每個(gè)階段的環(huán)境影響。此外,為了比較激光焊與TIG焊、MIG焊和焊條電弧焊等典型焊接工藝之間的差異,在清單分析和結(jié)果評估中引用了這3種典型焊接工藝數(shù)據(jù)[15]。在本研究中,焊接工藝LCA的功能單元定義為加工25mm厚鋼或鋁合金的1mm焊縫。6061鋁合金和316L不銹鋼的焊接方案見表1。
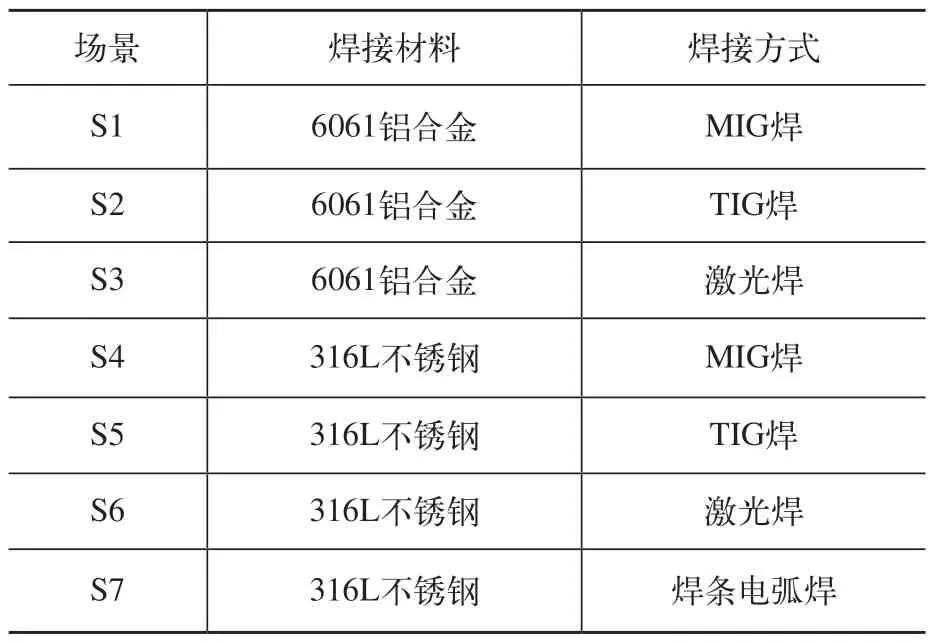
表1 6061鋁合金和316L不銹鋼的焊接方案
根據(jù)LCA評價(jià)方法,激光焊接系統(tǒng)的生命周期評價(jià)邊界如圖1所示。由于材料獲取階段和焊接階段具有復(fù)雜多變的環(huán)境影響,本研究聚焦考慮激光焊接系統(tǒng)這兩個(gè)階段,其輸入和輸出特性如圖2所示。

圖1 激光焊接系統(tǒng)生命周期評價(jià)邊界
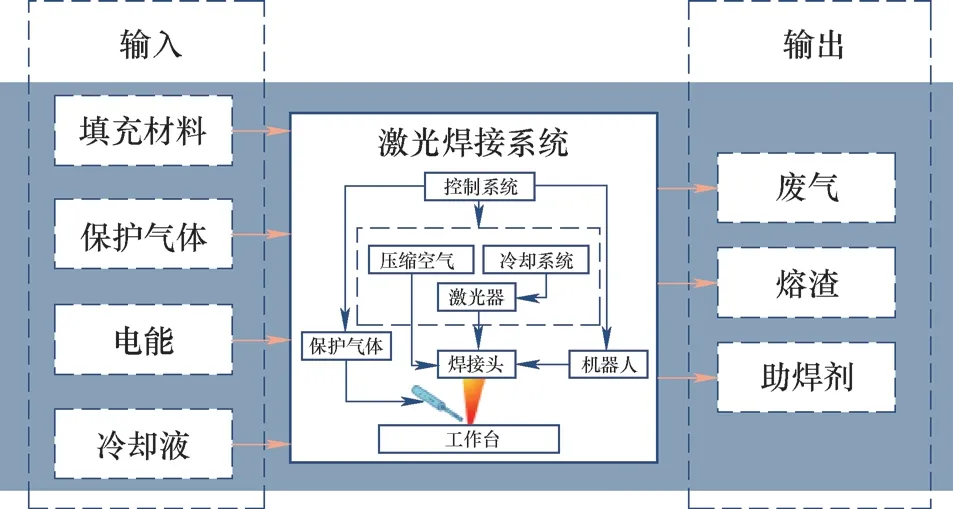
圖2 激光焊接系統(tǒng)輸入與輸出特性
2.2 試驗(yàn)
圖3所示為典型的激光焊接系統(tǒng),其主要設(shè)備包括:激光設(shè)備、焊接機(jī)器人、冷水機(jī)和氣體供應(yīng)設(shè)備(空壓機(jī)和氬氣瓶)。各設(shè)備的技術(shù)參數(shù)見表2。為有效、準(zhǔn)確地獲得激光焊接的環(huán)境性能,建立了激光焊接系統(tǒng)的材料和電力消耗監(jiān)測系統(tǒng),其中分別采用DPM-C520智能電表和MF5200流量計(jì)獲取系統(tǒng)的電能消耗量和氣體消耗量。
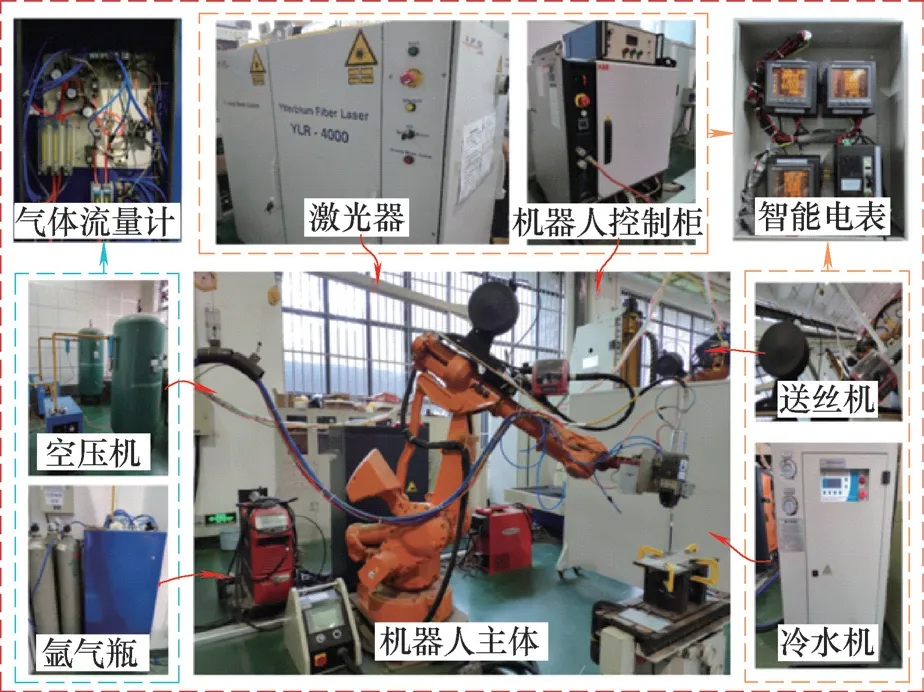
圖3 鋁合金激光焊接系統(tǒng)設(shè)備

表2 激光焊接系統(tǒng)各設(shè)備技術(shù)參數(shù)
基于大量的預(yù)試驗(yàn)和本團(tuán)隊(duì)前期相關(guān)研究[16,17],獲得了激光焊接工藝參數(shù)窗口:激光功率為1.5~1.8 kW、焊接速度為5~7m/min、離焦量在-6~6mm之間。本研究收集了上述加工參數(shù)窗口內(nèi)的清單數(shù)據(jù)。
3 激光焊接系統(tǒng)清單分析
根據(jù)系統(tǒng)邊界和功能單元收集金屬焊接工藝的清單數(shù)據(jù),對于每種焊接工藝過程均按照輸入(能源和資源消耗等)和輸出(氣體排放等)進(jìn)行描述。
根據(jù)圖1和圖2中定義的激光系統(tǒng)邊界,提取了不同焊接工藝下鋁和鋼的焊接清單數(shù)據(jù),具體的輸入和輸出數(shù)據(jù)見表3。

表3 激光焊接工藝的清單數(shù)據(jù)
4 結(jié)果與討論
4.1 激光焊接系統(tǒng)評價(jià)結(jié)果
圖4所示為激光焊接系統(tǒng)生命周期評價(jià)結(jié)果,其比較了激光焊接系統(tǒng)中各子系統(tǒng)的不同輸入和輸出的環(huán)境負(fù)擔(dān)。
在全球變暖潛能值(GWP)指標(biāo)中,水冷機(jī)能耗產(chǎn)生的排放達(dá)67.97%,水冷機(jī)在材料獲取階段產(chǎn)生的排放則只占0.39%。然而,承擔(dān)激光焊接工藝的激光設(shè)備僅占系統(tǒng)的11.16%。由此不難發(fā)現(xiàn),冷卻系統(tǒng)是激光焊接系統(tǒng)碳排放的主要原因。對于運(yùn)動系統(tǒng)而言,由于其負(fù)載較小,因此所占其份額較小,為5.78%。氣體裝置所占份額為0.89%。
激光焊接系統(tǒng)環(huán)境影響的主要來源是電能消耗,圖4顯示了幾乎所有類別中水冷能量的影響最大。僅考慮在使用階段時(shí),電能消耗產(chǎn)生的碳排放占整個(gè)系統(tǒng)碳排放的97.32%。對于冷卻系統(tǒng)而言,與其他設(shè)備相比,它具有較高的運(yùn)行和待機(jī)功率。此外,工件夾緊時(shí)間的長短與電力消耗直接相關(guān)。工件夾緊時(shí),系統(tǒng)處于待機(jī)狀態(tài),待機(jī)時(shí)間與焊接時(shí)間相比相對較長。因此,減少系統(tǒng)的待機(jī)時(shí)間以及工件夾緊時(shí)間,可有效地降低激光焊接系統(tǒng)的環(huán)境影響。
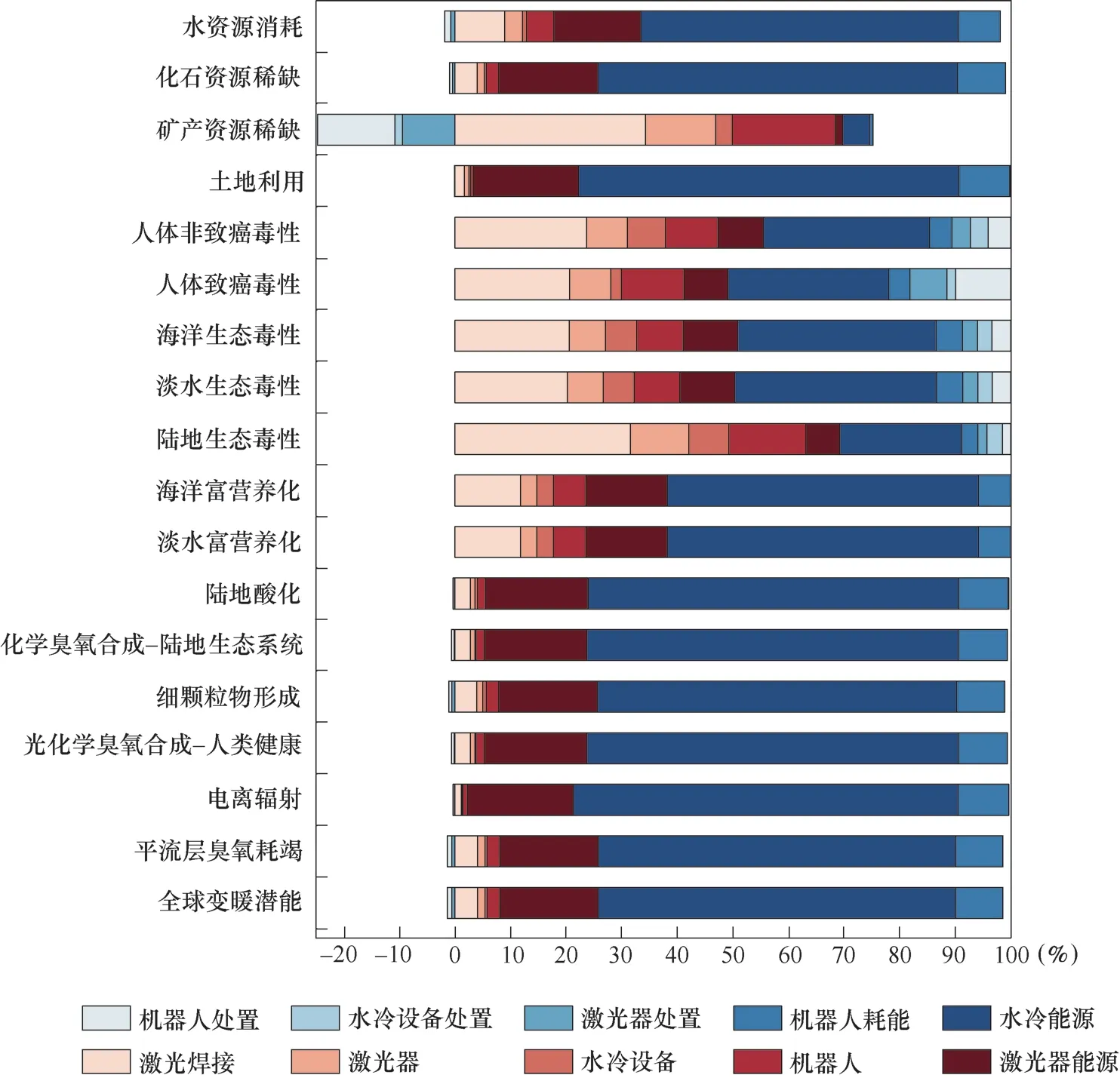
圖4 激光焊接系統(tǒng)生命周期評價(jià)結(jié)果
4.2 不同焊接方案評價(jià)與比較
在焊接不同的材料時(shí),僅考慮焊接工藝過程中(不考慮整個(gè)系統(tǒng)所帶來的環(huán)境影響)7種情況下的總GHG排放量,如圖5所示。結(jié)果表明,填充材料在焊接過程中占環(huán)境負(fù)擔(dān)的主要份額,電能緊隨其后。

圖5 考慮不同材料對同一焊接方式的GWP結(jié)果
在同一焊接方式下,當(dāng)焊接不銹鋼和鋁合金時(shí)顯示出差異。由于鋁合金具有更好的導(dǎo)熱性(約為鋼的3倍)和較大的線性膨脹系數(shù)(約為鋼材的3倍),這導(dǎo)致在焊接鋁合金時(shí)焊接速度更快,從而降低電能消耗[18];鋁合金具有良好的成形性、比強(qiáng)度和耐蝕性,且密度僅為鋼的1/3[19],因此在相同的情況下,鋁合金具有更高的材料利用率。
盡管TIG焊在焊接鋁和鎂等活性金屬時(shí)具有相當(dāng)大的優(yōu)勢,但鎢電極易蒸發(fā),以及高電流的工作環(huán)境,使焊縫經(jīng)常散布有從鎢電極蒸發(fā)的顆粒,這極大地影響了焊縫的質(zhì)量。同時(shí),為了獲得更優(yōu)異的焊接性能,焊接速度極大地影響其加工效率。因此,電能對TIG焊接過程中的環(huán)境性能貢獻(xiàn)更大。
鋁合金和鋼的熔點(diǎn)差異很大。鋁合金的熔點(diǎn)為500~660℃,而304不銹鋼的熔點(diǎn)為1398~1454℃[20]。顯然,在不考慮焊縫質(zhì)量的情況下,MIG焊接過程的時(shí)間相對較短,這必然導(dǎo)致在焊接鋁時(shí),電能在GWP這一指標(biāo)中的貢獻(xiàn)相對較小。
除此之外,僅考慮焊接這工藝過程(不考慮整個(gè)系統(tǒng)所帶來的環(huán)境影響),對于不同的焊接工藝,圖6顯示了7種情況下的總GHG排放量。結(jié)果表明,通常手動工藝比所選的自動工藝對環(huán)境的影響更大。

圖6 考慮不同焊接方式對同一材料的GWP結(jié)果
激光焊由于其高能量密度(高達(dá)106W/cm2)[21],因此在焊接具有高熔點(diǎn)和高熱導(dǎo)率的金屬時(shí)具有極大的優(yōu)越性。激光焊接可以實(shí)現(xiàn)比其他焊接更高的焊接速度。較高的焊接速度意味著較短的焊接時(shí)間,這直接導(dǎo)致在焊接過程中對環(huán)境影響較小。然而,由上述分析可知,由于激光焊接工藝的集中能量和需要為其配備冷卻系統(tǒng),冷卻系統(tǒng)電能消耗導(dǎo)致激光焊接工藝的環(huán)境表現(xiàn)并不優(yōu)越。
根據(jù)焊接鋼的結(jié)果分析,TIG焊的低熱功率使其焊接速度相對較慢,導(dǎo)致其能耗和熱損失巨大,其電能貢獻(xiàn)占比較大。盡管MIG焊具有更快的焊接速度(300~500 mm/min)和更高的熔敷速率的優(yōu)點(diǎn),但由于需要添加焊絲手工焊接,熱量輸入不穩(wěn)定,這導(dǎo)致對其電能影響的貢獻(xiàn)增加。
從一般角度來看,當(dāng)焊接鋁合金時(shí),無論焊縫質(zhì)量如何,MIG焊工藝在環(huán)境性能方面都優(yōu)于其他金屬電弧焊工藝。薄板焊接主要采用TIG焊,而MIG焊主要用于板材厚度超過3mm的產(chǎn)品[22]。當(dāng)焊接相同厚度的基材時(shí),很明顯MIG焊的焊接效率會更高,但同時(shí)其熱影響會破壞焊接質(zhì)量。
5 結(jié)束語
本研究利用LCA工具對激光焊接系統(tǒng)進(jìn)行環(huán)境影響分析,搭建了6061鋁合金和316L不銹鋼激光焊接試驗(yàn)平臺,并將激光焊與MIG焊、TIG焊和焊條電弧焊等典型焊接工藝的GWP指標(biāo)進(jìn)行了比較。主要研究結(jié)論如下。
1)對于激光焊接工藝,冷卻系統(tǒng)比激光設(shè)備具有更高的環(huán)境影響。冷卻系統(tǒng)的能耗占環(huán)境影響的主導(dǎo)地位,對GWP的貢獻(xiàn)超過65%。
2)根據(jù)評價(jià)結(jié)果,每種焊接工藝GWP這一環(huán)境性能不同。其中,MIG焊在焊接鋁合金時(shí)碳排放最少;激光焊具有更好的焊接質(zhì)量,但GWP指標(biāo)高于MIG焊和TIG焊;因成品率低導(dǎo)致物料和能源消耗過高,焊條電弧焊具有最高的環(huán)境影響。
3)針對所研究的不同焊接工藝,首先電能消耗在GWP的環(huán)境影響中占主導(dǎo)地位,其次是材料消耗。
本研究聚焦焊接過程中材料獲取階段和焊接加工階段的環(huán)境影響分析。未來,可考慮焊接工藝的前處理和后處理,以綜合揭示焊接工藝對焊接性能的環(huán)境影響。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
奧秘(創(chuàng)新大賽)(2020年1期)2020-05-22 02:42:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
小學(xué)科學(xué)(學(xué)生版)(2019年10期)2019-11-16 08:55:02
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小哥白尼(趣味科學(xué))(2019年12期)2019-06-15 10:56:32
人大建設(shè)(2018年2期)2018-04-18 12:17:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
