U肋板單元焊接質量控制
——破壞性檢測
2023-03-17 01:34:38貝玉成徐向軍王建國何濤
金屬加工(熱加工) 2023年3期
貝玉成,徐向軍,王建國,何濤
中鐵山橋集團有限公司 河北秦皇島 066200
1 序言
常泰長江大橋主航道橋為斜拉橋,主跨跨度1176m,天星洲和錄安洲專用航道橋為鋼桁拱橋,主跨跨度388m,錄安洲非通航孔橋為3×124m連續鋼桁梁,其中主航道橋刷新世界紀錄,為世界最大跨度公鐵兩用斜拉橋。大橋主梁采用板桁組合結構,桁寬35m,桁高15.1m,效果圖如圖1所示。

圖1 常泰長江大橋效果圖
主梁橋面寬度為33.1m,雙層橋面,主梁橫斷面如圖2所示。行車道范圍內橋面板縱向加勁肋采用U形肋,其坡口角焊縫要求單面焊,焊縫熔透深度≥0.8倍U肋板厚,且不得焊漏。

圖2 常泰長江大橋主橋橫斷面
正交異性橋面板結構由面板、縱肋和橫肋組成,縱肋和橫肋互相垂直并焊接在面板上,其結構板件眾多,受力復雜,長期承受反復的交通荷載作用[1],其中U肋與橋面板間角焊縫直接承受輪壓載荷,焊接質量至關重要,將直接影響大橋的使用壽命。
2 焊接工藝
依據焊接工藝評定試驗編制而成的焊接工藝是決定焊接質量的關鍵,焊接工藝穩定性是保證焊接質量的前提。焊接設備、坡口加工精度是焊接工藝穩定性的基礎以及焊接質量的保障[2]。
2.1 焊接設備
U肋板單元采用板單元自動組裝定位焊接系統,通過該系統實現了打磨、除塵、組裝和機器人定位焊的自動化,如圖3所示。板單元上的U肋角焊縫采用板單元焊接機器人在反變形胎架上焊接[3],如圖4所示。

圖3 板單元自動組裝定位焊接系統

圖4 板單元反變形焊接機器人系統
2.2 焊接順序
U肋板單元焊接順序如下。
1)將組裝好的板單元夾固在反變形胎上,平位對稱焊接U肋兩側打底焊道。
2)將胎型傾斜約38°角,船位焊接蓋面焊道。
3)按照編好的程序對稱同向施焊。
2.3 焊接參數
(1)U肋定位焊 采用富氬氣體保護焊,機器人焊接,焊接參數見表1。

表1 U肋定位焊焊接參數
(2)U肋坡口角焊縫 采用金屬粉型藥芯焊絲CO2氣體保護焊,機器人焊接,焊接參數見表2。

表2 U肋角焊縫焊接參數
3 班前試板
為檢測橋面板單元U肋角焊縫焊接工藝性的穩定性,在每天焊接作業前首先焊接U肋班前試板。U肋班前試板焊接后,立即解剖制取宏觀斷面,待檢測熔透深度合格后,方可進行板單元U肋角焊縫的焊接。
3.1 班前試板的焊接
將班前試板連接到板單元中最先焊接的U肋前端。每一個班次必須在開始板單元焊接前,按照批準的U肋角焊縫焊接工藝焊接一個班前試板,班前試板焊接與產品U肋角焊縫的焊接方向保持一致。
3.2 檢測取樣位置
班前試板焊接后立即取斷面對班前試板進行檢測,每個試件取2個宏觀斷面(從U肋的兩條焊縫各取一個),班前試板及宏觀斷面取樣如圖5所示。

圖5 班前試板及宏觀斷面取樣示意
3.3 班前試板檢測
(1)外觀檢測 班前試板所有焊縫在全長范圍內進行外觀檢查,符合《常泰長江大橋(跨江段)主體工程鋼桁梁、鋼塔制造項目制造規則》的規定。
(2)宏觀斷面熔深檢測 判定標準見表3。

表3 宏觀斷面熔深檢測判定標準
(3)宏觀斷面熔深檢測結果統計 目前所有班前試板的宏觀斷面檢測結果全部滿足熔透深度≥0.8t要求,部分班前試板宏觀斷面檢測結果見表4,熔透深度曲線如圖6所示,典型宏觀斷面酸蝕照片如圖7所示。宏觀斷面檢測熔透深度合格后才能進行正式板單元焊接。

圖6 班前試板熔透深度曲線

圖7 班前試板宏觀斷面

表4 部分班前試板宏觀斷面熔深檢測結果
4 板單元破壞性試驗
為了更好地檢測大生產過程中U肋角焊縫的焊接質量,要求前10塊完成焊接并經外觀和磁粉檢測合格后的板單元,由監理隨機抽取1塊進行破壞性試驗,制取U肋角焊縫宏觀斷面檢測角焊縫熔透深度,從而檢測橋面板單元焊接工藝性的穩定性。
4.1 破壞性板單元
監理隨機抽取的破壞性板單元編號為E3BD2-1,長寬尺寸為10994mm×2994mm,板單元上共有5根U肋,10條角焊縫。從每條U肋角焊縫上間隔1m取樣一個宏觀斷面,每條角焊縫取10個宏觀斷面,共制取宏觀斷面100個。板單元規格尺寸、U肋數量、焊縫長度、取樣數量見表5。

表5 破壞性板單元及取樣數量
4.2 宏觀斷面熔透深度判定要求
1)從破壞性板單元上取到的宏觀斷面總數作為分母,各等級熔深斷面數作為分子,U肋板厚為t,依據檢測結果進行熔透深度和比例判定。熔透深度≥0.8t的宏觀斷面數量比例≥75%,或熔透深度≥0.75t的宏觀斷面數量比例≥90%,且無熔透深度<0.7t(或焊縫喉厚<1.2t)時,判為合格。
2)當未滿足上述要求時,可在熔透深度<0.7t(或焊縫喉厚<1.2t)的試件位置,前后距離50mm位置處各增加1個宏觀斷面試件,若都合格,則判為合格。否則,另外選取1片板單元重新檢測,若合格則該批次合格,否則該批次余下8塊板單元判為不合格。
3)若首批板單元檢測不合格,需停產整頓,調整工藝后,重新制作試驗板單元進行試驗,檢測合格后,方可批量生產。
4.3 破壞性板單元宏觀斷面檢測結果
對從破壞性板單元E3BD2-1上制取的100個試件進行宏觀斷面熔透深度檢測,有97個達到≥0.8t要求,比例為97%,高于本項目規定的宏觀斷面熔透深度≥0.8t比例≥75%的要求,熔透深度達到≥0.75t比例為100%,高于本項目規定的宏觀斷面熔透深度達到0.75t比例≥90%的要求,無焊縫喉厚<1.2t的情況。破壞性試驗典型宏觀斷面熔透深度比例檢測結果見表6,破壞性試驗熔透深度曲線如圖8所示,典型宏觀斷面照片如圖9所示,板單元破壞性試驗結論合格,后續板單元可批量生產。

圖8 破壞性試驗熔透深度曲線

圖9 破壞性試驗典型宏觀斷面照片

表6 破壞性試驗宏觀斷面熔透深度比例 (%)
4.4 影響因素分析
熔透深度<0.8t的試件有3 個,編號為A 1-U2a-9、A1-U2b-7和A1-U5a-9,宏觀斷面照片如圖10所示。
由圖10可看出,3個試件未熔透深度尺寸分別為1.71mm、1.99mm和1.85mm,熔透深度分別為0.799t、0.761t和0.788t,統計結果見表7。
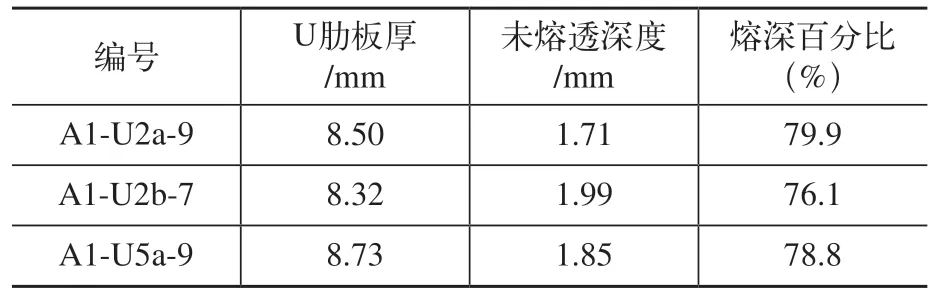
表7 U肋板厚及熔透深度統計

圖10 熔透深度差的宏觀斷面
3個試件角焊縫的坡口根部熔合良好,焊縫飽滿,說明焊槍角度、電弧跟蹤狀態、焊接參數等符合焊接工藝要求。通過宏觀斷面實物測量U肋板厚及未熔透深度,并與其他宏觀斷面對比分析可得,鈍邊尺寸偏大是未能達到熔透深度≥0.8t的主要原因,后期通過進一步控制U肋鈍邊加工精度,可有效提高U肋角焊縫焊接質量,使U肋角焊縫熔透深度合格率達到100%。
5 結束語
通過合理的焊接工藝,保證板單元U肋角焊縫熔透深度;根據班前試板、板單元破壞性試驗,驗證U肋角焊縫焊接工藝性的穩定性,確保常泰長江大橋U肋板單元的焊接質量。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13
