金屬粉芯氣體保護焊在LNG陸地終端模塊上的應用實踐
2023-03-17 01:34:42王強陳峰孫玉敬王振華劉家富
金屬加工(熱加工) 2023年3期
王強,陳峰,孫玉敬,王振華,劉家富
海洋石油工程(青島)有限公司 山東青島 266520
1 序言
LNG陸地終端模塊的主結構存在大量圓管型節點、半圓管型節點和組合型節點(見圖1),這些節點焊縫數量多,空間受限,多數焊縫只能設計為單面坡口,打底焊道需要背面成形光滑無缺陷,且力學性能良好,施工工期長,對整個模塊的施工進度影響較大。同時,這些節點也是模塊結構的主要受力點,其施工質量對整個模塊的質量起到決定性作用,而打底焊道又是節點每條焊縫的重中之重。目前,廣泛應用焊條電弧焊工藝進行打底焊道焊接,但其施工效率低、勞動強度大,因此應用更加高質高效的打底焊接技術勢在必行。
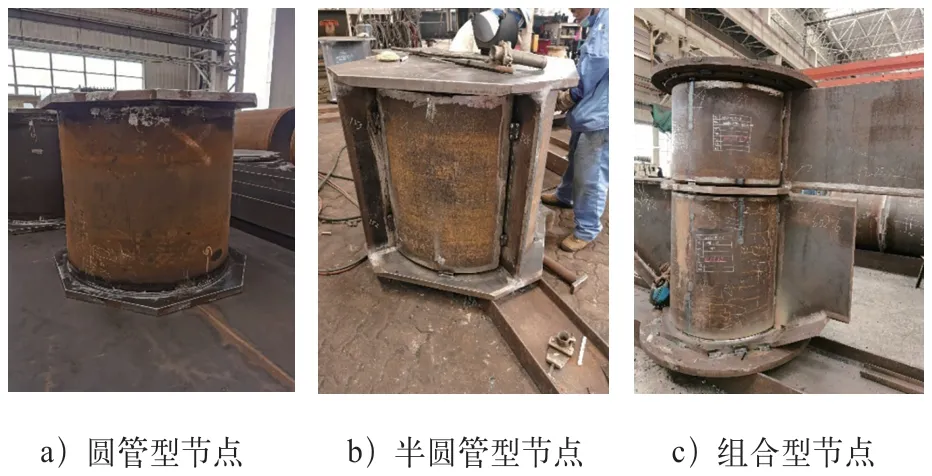
圖1 陸地LNG終端模塊各類節點
金屬粉芯型藥芯焊絲因其具有焊接質量高、工藝性能好、熔敷效率高及綜合成本等特點逐漸為大家所關注[1]。使用金屬粉芯焊絲氣體保護焊代替焊條電弧焊作為打底工藝,可大幅提高施工效率,降低勞動強度,且力學性能優良。本文對金屬粉芯焊絲氣體保護焊工藝進行了簡單介紹,同時根據多年的節點施工經驗,總結了金屬粉芯焊絲氣體保護焊工藝在LNG陸地終端模塊節點上的施工要點,最后總結了LNG陸地終端模塊節點焊接變形控制要點。
2 金屬粉芯焊絲氣體保護焊介紹
金屬粉芯型藥芯焊絲氣體保護焊接簡稱金屬粉芯焊絲氣體保護焊,是一種半自動氣體保護焊,其焊絲由薄鋼帶包裹金屬粉制成,電流主要從鋼帶通過,其電流密度大、熔化速度快、填充物的熔點低,使得熔化藥粉的能量降低,從而比實芯焊絲和熔渣型藥芯焊絲具有更高的熔敷速度;焊芯中的鐵粉都轉化成了焊縫金屬,熔敷效率最高可達到97%;焊接熱輸入低、焊接飛濺小、煙塵量少,具有良好的背面成形效果(見圖2);焊縫表面渣量很少,不但能夠減少脫渣的時間,提高勞動效率,而且能夠避免夾渣等缺陷[2]。金屬粉芯焊絲氣體保護焊可通過金屬粉芯靈活調整操作性、成形、力學性能等特殊要求。基于上述特點,金屬粉芯焊絲氣體保護焊可實現單面焊雙面成形,且性能優良,是優良的打底焊接工藝。

圖2 金屬粉芯焊絲氣體保護焊現場施焊背面成形效果
同時,金屬粉芯焊絲氣體保護焊也存在一些缺點,工藝參數范圍較窄,由于電弧能量同時熔化焊絲鋼帶和包裹的金屬粉,兩者形態及熔點不同,容易造成電弧不穩定;金屬粉會導致熔池流動性變化,不易控制熔池,焊接過程中氣孔敏感性較大;焊接熱輸入過大時,容易造成合金元素的過度燒損,降低焊縫的力學性能。因此需在施工過程中,制定相應的施工措施。
3 金屬粉芯焊絲氣體保護焊施工工藝
為了獲得性能合格的焊縫,焊接過程中還需要注意以下幾個方面。
3.1 焊前準備
在鋼板內外兩側同時進行焊接的前提下,焊接前應檢查坡口表面,保證坡口良好無缺陷,同時清除坡口表面及兩側母材表面至少25mm范圍內的氧化物、油污、熔渣及其他有害物質,并盡快焊接或采取措施防止清理過的坡口被再次污染。
(1)坡口準備及組對 金屬粉芯焊絲氣體保護焊工藝的熔深較淺,鈍邊不宜過大,容易造成熔合不良,鈍邊取1~2mm。金屬粉芯焊接材料對間隙的大小較為敏感,當間隙為1mm時,打底焊道容易起溝槽,不利于下一道焊接,當間隙為2~4mm時大大好轉。根據現場施工經驗,間隙4mm時背面成形尚可,但根部間隙達到6mm以上則較難控制,因此應將根部間隙嚴格控制在2~4mm(見圖3)。

圖3 坡口設計
(2)防風防雨 金屬粉芯焊絲氣體保護焊對防風要求高,應將焊接區域的風速或空氣流動速度降低到8km/h以下,最好采用防風防雨棚,以降低氣孔和冷裂紋缺陷出現的概率。
(3)設備材料準備 焊前需檢驗調試設備工機具,保證運轉良好。按焊接工藝和控制程序的規定準備及領取焊材。金屬粉芯焊絲要注意防潮,超過12h或夜間直接暴露在潮濕環境中的焊絲禁止使用。進行焊接操作時,焊絲送絲機要蓋好遮蓋板,以防雨天焊絲被雨水淋濕。
待焊母材為工程材料,一般為歐標E N10225 S355 G8,該材料具有良好的焊接性和延展性,具體化學成分見表1。

表1 EN 10225 S355 G8化學成分與特性 (%)
焊接材料的選擇需要與母材保持盡量匹配,其自身的性能和成分也會對接頭的最終性能以及工藝的穩定性造成重要影響[3]。通過比選,選擇焊接材料型號為AWS A5.18 ER70C-6M,該種焊接材料的成分和性能與母材相近,且具有良好的抗氣孔性能以及低溫韌性。
(4)人員準備 由于金屬粉芯焊絲氣體保護焊需要電弧能量同時熔化焊絲鋼帶和包裹的金屬粉,兩者形態及熔點不同,容易造成電弧不穩定,并需要施焊人員手法穩定,適應金屬粉芯焊絲操作性特點,因此最好制作試板試焊,以提高熟練度。
3.2 焊接過程控制
(1)起弧與熄弧 金屬粉芯焊絲氣體保護焊自動送絲可實現長焊縫不息弧焊接,因此起弧后無特殊情況盡量不要熄弧,如果焊工調整姿勢造成中斷,重新起弧前,要將接頭打磨至平滑過渡。
(2)合適的焊接參數 焊接電流、電弧電壓、焊接速度以及送絲速度構成了主要的焊接參數。通過參數的匹配試驗,獲得穩定的參數區間,實現穩定的焊接過程。最終的工藝參數見表2 。

表2 金屬粉芯氣體保護焊焊接參數
由于金屬粉芯焊絲氣體保護焊焊接參數范圍較窄,因此應嚴格按照焊接工藝規程的要求調整好焊接電流、電弧電壓、氣體流速等焊接參數。在保證熔透和焊縫無缺陷的前提下,應在WPS允許的范圍內選用小的焊接電流、電弧電壓和熱輸入,尤其是熱輸入,為防止金屬粉合金元素的過度燒損,焊縫每層厚度不應超過4mm,焊接過程中特別注意根據所焊接位置適量調整焊接電流、電弧電壓,及時調整焊槍角度,盡量保證每道焊接參數變化波動小。
(3)缺陷預防 LNG陸地終端模塊節點的單邊V形坡口打底焊接時容易引起直邊處的未熔合,尤其是仰焊時,由于焊槍角度太斜,焊絲干伸長過大,導致熔池下流,形成溝槽。這時如果不做任何處理就進行下一道焊接時,會在上部的直邊位置出現連續的未熔合,并且長度較長。因此在焊接時要注意焊槍角度的控制,不能過大也不能過小,且不能讓干伸長太長,預制階段能夠翻轉的節點盡量將仰焊調整為平焊。焊接過程中時刻觀察側邊熔合和根部背透,出現熔合不良時應及時停止并進行修正。根部焊道完成后,要仔細觀察焊道的熔合情況,用砂輪機將熔合處的尖角、溝槽等打磨平緩。
4 LNG陸地終端模塊節點焊接變形控制要點
焊接過程是一個不均勻加熱的過程,焊件受熱越多,金屬受熱的體積越大,焊接變形的趨勢就越嚴重,結構焊縫越多,變形規律越復雜。而LNG陸地終端模塊節點不僅壁厚較好,而且焊縫數量多,也就造成了節點易變形且變形不規律。因此,必須制定相應措施,嚴格控制LNG陸地終端模塊節點焊接變形,其要點如下。
(1)采用小熱輸入焊接 打底焊道作為第一道焊縫對結構變形的影響是最大的,金屬粉芯焊絲氣體保護焊熱輸入小,性能佳,采用金屬粉芯焊絲氣體保護焊打底工藝代替焊條電弧焊可很好地控制焊接變形。在實際施工中,搭配熱輸入小的藥芯焊絲氣體保護焊進行填充焊接,非常有利于控制節點變形。
(2)減少焊接材料填充量 坡口角度可選取設計文件允許的最小值45°,根部間隙選取2~3mm,以減少焊接材料填充量,從而達到減少焊接變形的效果。
(3)剛性固定 LNG陸地終端模塊節點具有結構截面對稱、焊縫分布對稱的特點,可先裝配成整體,在節點兩側分別用加強筋進行固定,加強筋板對稱均布,根據焊縫長度適當增加或減少加強筋板(見圖4)。組對時的輔助工裝應避免對施焊產生影響,在焊接冷卻后及時將其去掉。加強筋剛性固定與自由狀態相比,可大幅降低焊接變形。

圖4 加強筋剛性固定示意
LNG陸地終端模塊節點結構截面對稱、焊縫分布對稱,非常適合對稱焊接,這也有利于減小結構焊接變形。圓管型節點可將兩個節點對稱剛性固定,然后兩邊對稱施焊(見圖5),通過節點1和節點2焊縫的同時施工,這樣可以利用對側節點的約束來減少自身翼緣板焊接時的翹曲變形。

圖5 圓管型兩節點對稱剛性固定示意
半圓管型節點焊接時,先焊接管軸向焊縫,然后再焊接管周向焊縫,同類的焊縫要對稱焊接,例如腹板兩側的半圓管要對稱焊接,半圓管上下兩側焊縫對稱焊接。復合型節點形式多樣,需根據具體結構形式確定焊接順序,但總體原則是盡量對稱施焊(見圖6)。

圖6 半圓管型節點焊接順序示意
5 結束語
綜上所述,經現場應用分析,通過合理安排焊接順序,現場采用自動焊,焊接所產生的熱輸入和熱變形可控制在合理范圍之內,LNG陸地終端模塊的主結構存在大量節點結構,焊縫數量多,空間受限,且為主要受力結構,對整個模塊的施工進度和質量影響極大。金屬粉芯焊絲氣體保護焊應用于LNG陸地終端模塊,可實現節點的高質高效焊接,尤其是通過本文總結的金屬粉芯焊絲氣體保護焊施工要點,可充分發揮金屬粉芯焊絲氣體保護焊的優點,同時減少金屬粉芯焊絲氣體保護焊缺點的影響,保障LNG陸地終端模塊項目的順利推進。
金屬粉芯焊絲氣體保護焊對于LNG陸地終端模塊節點的焊接變形控制也十分有利,同時配合采用小的焊接熱輸入、減少焊接材料填充量、剛性固定和選取合理的焊接順序等一系列的措施,使節點的焊接變形得到了有效控制,達到了項目的尺寸精度要求。一系列問題的解決,不僅提升了施工水平,也為公司承擔類似項目奠定了堅實的基礎。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
