
中小型儲罐單面焊雙面成形自動焊技術試驗
2023-03-17 01:34:44馬旭陽張雷強龔國杰江澤陽白俊雨馮一哲陳子胥李海龍汪正偉
金屬加工(熱加工) 2023年3期
馬旭陽,張雷強,龔國杰,江澤陽,白俊雨,馮一哲,陳子胥,李海龍,汪正偉
1.茂名港集團有限公司 廣東茂名 510623
2.中石化第五建設有限公司 廣東廣州 510180
3.北京博清科技有限公司 北京 100176
1 序言
儲油罐區的中小型儲罐現場焊接,通常采用焊條電弧焊,罐壁外部焊接完成后,在罐內碳弧氣刨清根,再進行焊條電弧焊補焊。這種焊接工藝方法雖然比較成熟,但是對焊工的技能要求較高,勞動強度大,焊接效率低,焊接材料浪費較嚴重,而且焊縫質量受焊工自身因素的影響。熔化極氣體保護焊單面焊雙面成形技術試驗依托茂名港項目,在5000m3的儲罐上進行了實踐論證,現場采用熔化極氣體保護焊單面焊雙面成形技術,為工程應用提供了技術支持。
2 試驗條件
(1)設備 北京博清科技自動化科技有限公司生產的BOT-WTA20-322無軌導全位置爬行焊接機器人系統如圖1所示,該系統的技術數據見表1。
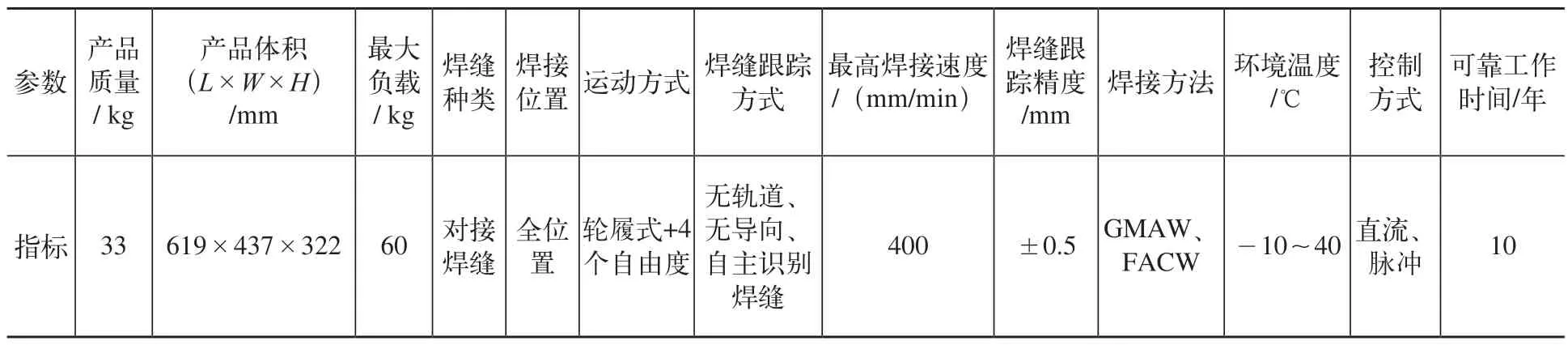
表1 無軌導全位置爬行焊接機器人系統技術數據
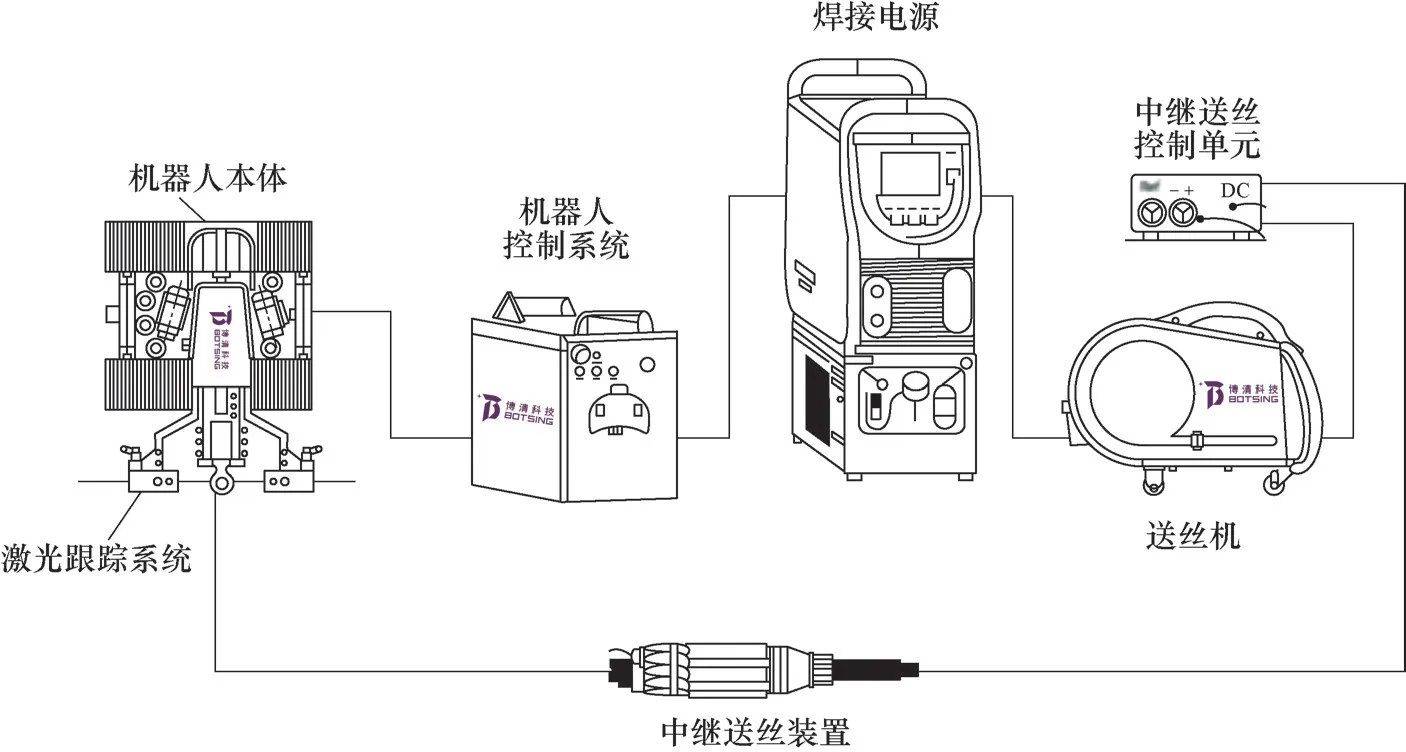
圖1 無軌導全位置爬行焊接機器人系統
(2)母材及坡口形式 現場儲罐材質為Q235C鋼,母材板厚為7~16mm,儲罐直徑21000mm,立焊縫和環焊縫的坡口形式如圖2所示。
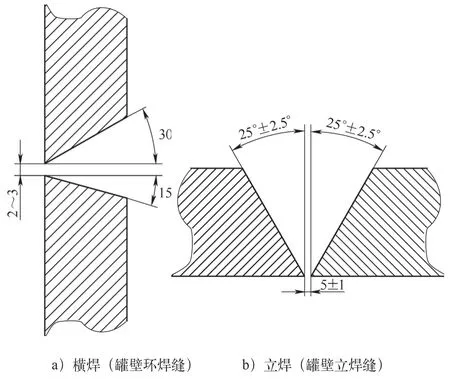
圖2 焊縫坡口示意
(3)焊接材料 選用的焊接材料見表2。

表2 試驗所用焊接材料
(4)保護氣體 保護氣選用混合氣體,成分為80%Ar+20%CO2,其中Ar氣氣體純度>99.99%,CO2氣體純度>99.96%。現場采用集中供氣方案對現場設備進行供氣保護。
3 焊接參數及成形質量
3.1 立焊
(1)焊接參數 立焊焊接參數見表3。
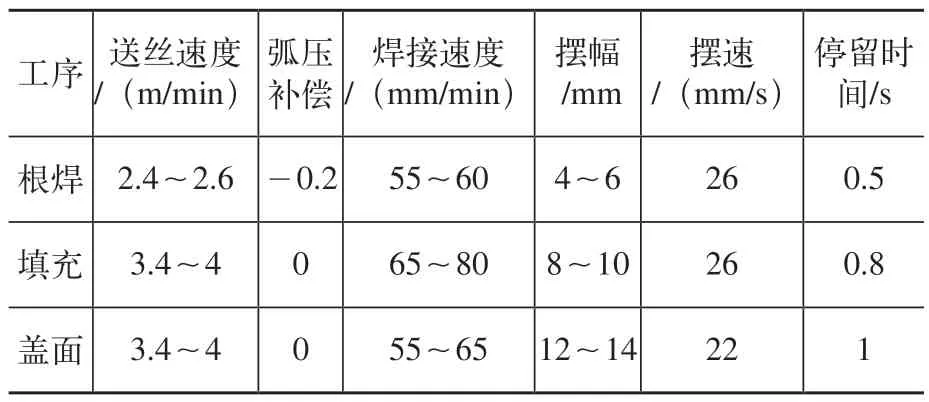
表3 立焊焊接參數
(2)根焊焊接成形 根據坡口形式和焊絲的特性,根焊時采用直流方式[1]進行焊接,保證根部的熔合并避免焊接穿絲。立焊縫根焊時,要根據組對時的根部間隙對焊接參數進行調整,根據坡口的變化對焊接過程的參數進行微調,立焊根焊的正面成形及背面成形如圖3、圖4所示。

圖3 根焊的正面成形

圖4 根焊的背面成形
(3)填充層焊接成形 立焊填充層的焊接參數主要與根焊層的焊縫成形有關,擺幅要使焊絲保證兩側熔合,外觀成形如圖5所示。

圖5 填充層外觀成形
(4)蓋面層焊接成形 立焊焊縫蓋面要保證坡口面完全蓋住,焊道寬度不超過坡口寬度3mm,余高不超過2 mm;立焊蓋面層外觀成形如圖6所示。

圖6 蓋面層外觀成形
3.2 橫焊
(1)焊接參數 橫焊的焊接參數見表4。
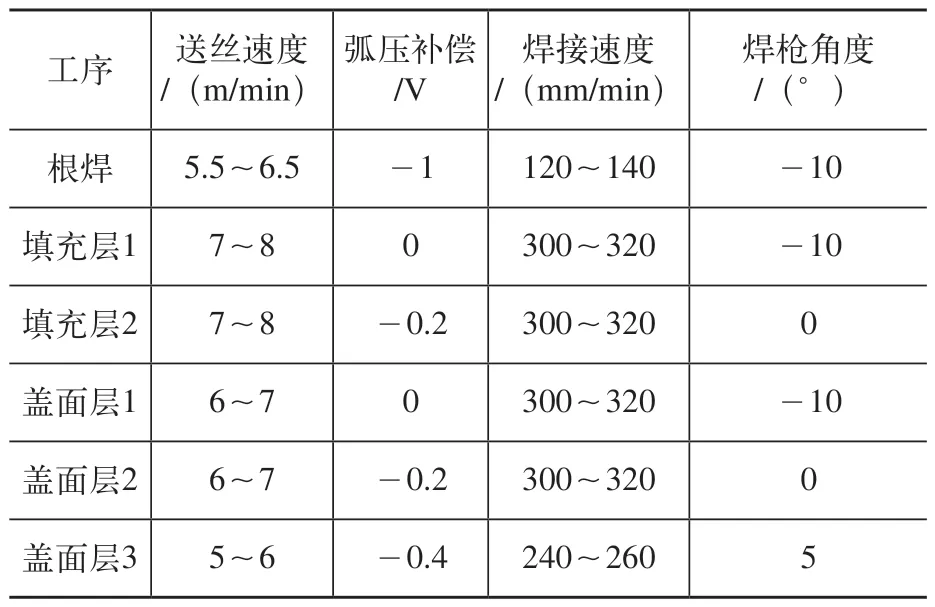
表4 橫焊焊接參數
(2)根焊焊接成形 環焊縫根焊時,按照根部間隙要求,無需擺動,如果焊縫根部間隙過大,可以通過增加擺動的方式來增加上下坡口面的熔合,但是擺動頻率要快,因為橫焊的焊接速度比立焊焊接速度快。環焊縫根焊的正面成形及背面成形如圖7、圖8所示。

圖7 環焊縫根焊正面成形

圖8 環焊縫根焊背面成形
(3)填充層焊接成形 環焊縫填充層需要在保證質量的同時,提高焊接效率,所以焊接參數上相對根焊要高,環焊縫填充層的外觀成形如圖9所示。

圖9 環縫填充層成形
(4)蓋面層焊接成形 環焊縫蓋面需要逐層進行壓道,從下坡口面逐層焊到上坡口面,保證兩側坡口面完全蓋住,道與道之間壓接不能出現溝槽。環焊縫蓋面層的焊接外觀成形如圖10所示。

圖10 環焊縫蓋面層外觀成形
4 焊接工藝評定
在焊接儲罐前需要提前做橫焊和立焊試板工藝評定[2],工藝評定合格后才能進行上罐焊接,在罐體上焊接參數必須符合工藝評定的WPS設置,罐體焊接完成后需要對焊接部位進行RT檢測,通過對4臺儲罐的焊縫檢測統計,焊縫質量一次驗收合格率達97.3%以上。
5 焊接質量的影響因素
熔化極氣體保護自動焊在戶外大型結構件上焊接實例很少,在油氣化工領域,中小型油儲罐的焊接都是采用焊條電弧焊進行焊接。單面焊雙面成形的應用雖提高了效率,減少了成本,但影響熔化極氣體保護自動焊質量的因素較多且復雜[3]。
(1)坡口質量及組對質量 坡口的加工質量和組對質量直接影響自動焊的效率和焊接質量。在儲罐焊接時,對焊縫坡口采用等離子下料,保證了切割面的表面粗糙度并減少了壁板的變形量;在組對時采用組對工裝和組對間隙調節器,來保證組對的質量要求。
(2)焊接速度 根焊時焊接速度要根據根焊的焊接參數和預留的根部間隙進行設定,當間隙小時,焊接速度相應需要加快,避免熔池出現在電弧的前方,導致焊接熔合不好;當間隙大時,焊接速度響應減慢,必要時可以增加擺動,保證電弧能使上下坡口的根部熔合,避免焊接穿絲。在焊接填充層時,可以相應地增加焊接參數,提高焊接速度,保證層間熔合和焊縫成形;在蓋面時,需要根據預留的坡口深度進行焊接參數和焊接速度調整,保證填平焊縫不超出余高要求,也不會造成熔池流淌。
(3)送絲速度 送絲速度對應焊接時電流值,送絲速度的參數設定取決于焊接位置和組對根部間隙的大小,立焊縫送絲速度一般為2.4~4m/min,橫焊除了根焊位置送絲速度相對小,填充、蓋面層的送絲速度可適當增加,保證填充量和焊接速度,提高效率,一般送絲速度為5~8m/min。
(4)擺幅 擺幅的大小取決于焊接位置和前一道焊縫的熔合線寬度,當焊接立焊的根焊時,焊縫擺幅根據根部間隙的大小,保證坡口兩側的母材的熔合。焊接填充層時,根據上一道焊縫成形時的熔合線位置,設定下一道焊接擺幅。蓋面時擺幅的設定要根據坡口面的寬度進行設定,當坡口面寬度>24mm時,需要對坡口面蓋面焊縫進行分道,即焊縫蓋面分左右兩條焊縫,完成焊縫坡口面的蓋面;當焊接環焊縫時,擺幅小或不擺動,擺幅設置不能超過2mm。
(5)擺速 擺速設置取決于擺幅的大小,擺幅越小,擺速越快,為了保證電弧的連續性,當擺幅增大時,擺速要相應降低。
(6)兩側停留時間 兩側停留時間取決于焊縫的焊接位置,橫焊時兩側停留時間最短,不能超過0.4s,立焊時根焊兩側停留時間最短,填充時次之,蓋面時兩側停留時間最長。
(7)氣體 熔化極氣體保護焊對保護氣體的純度有較高要求,該項目采用混合氣作為保護氣體,氣體成分為80%Ar+20%CO2,這種富氬氣體在焊接過程中對飛濺的抑制效果非常好,減少了飛濺,提高了熔敷率,在焊接相同的焊道時,需要的焊絲填充量就減少,焊接時的速度就需要提高,而且由于減少了CO2的比例,焊縫的力學性能提升。同時氣體的純度對焊接質量也有很大的影響,要求Ar氣純度>99.99%,CO2氣體純度>99.96%,否則會導致焊縫產生氣孔;另外,焊接時的氣體流量也需要進行限制,當氣體流量過小時,不能形成有效地保護氣簾,會產生氣孔;當氣流量過大時,會對熔池產生攪動,導致飛濺增加。
(8)防風工裝 熔化極氣體保護焊對防風的要求特別高,在風速超過2m/s時,需要進行防風,否則會導致氣體保護效果差,形成氣孔等缺陷,影響焊縫質量。因此,需要在風速超過要求時增加防風措施。防風罩如圖11所示。

圖11 防風罩
(9)定位焊的質量 定位焊作為焊接焊縫的一部分,其質量直接影響焊縫的整體質量,因此定位焊要按照正常施焊時的焊接參數和要求進行焊接,保證焊縫的熔合良好,沒有氣孔,在根焊前對定位焊進行打磨,要求定位焊兩端打磨月牙并減少厚度,定位焊中間部位要求焊縫上下坡口面圓滑過渡,在焊接到定位焊位置時,通過增加或減少焊接速度來保證打底焊縫的焊道面高度一致,使后面打底層和填充層的焊接面一致。
(10)焊接接頭的處理 因焊接過程不可避免地出現斷弧,如更換焊絲或多機協同作業時的起弧、收弧位置,所以都會留下焊接接頭。焊接接頭由于剛起弧和母材溫度低都會出現一些缺陷,因此對于焊接接頭位置需要進行打磨處理。通過角磨機打磨成月牙狀,而且重新起弧或收弧時需要壓住打磨位置,保證打磨位置被完全填滿,通過對收弧電流的調整,使收弧位置的焊縫飽滿,從而改善接頭質量。
6 結束語
中小型儲罐的壁板環焊縫和立焊縫單面焊雙面成形的根焊工藝是保證施工質量和進度的重點,與傳統的焊條電弧焊相比,減少了勞動強度,避免了內部施工,改善了危險程度。但是,由于根焊對坡口質量、組對根部間隙要求較高,導致在坡口組對間隙不合適的時候造成斷弧、穿絲等現象,因此后續需要在不同工況、不同坡口和根部間隙下進行試驗,開發出高效的適合不同場景的焊接參數,以滿足現場的使用要求。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
