提升TC2 鈦合金小鍛件沖擊韌性的工藝試驗
2023-03-29 08:30:24車安達張元東劉秀良馬思琴張安江西景航航空鍛鑄有限公司
鍛造與沖壓 2023年5期
文/車安達,張元東,劉秀良,馬思琴,張安·江西景航航空鍛鑄有限公司
TC2 合金是一種中等強度、高塑性近α 型鈦合金,在航空航天工業(yè)中獲得了廣泛應用。我公司近期生產(chǎn)的TC2 小鍛件,多品種多批次存在沖擊韌性富裕量不足甚至不合格的問題,嚴重影響了交付進度。我公司針對TC2 鍛件沖擊韌性偏低問題進行了分析,提出了提升TC2 鍛件沖擊韌性的兩種方法,并進行了工藝試制驗證,以指導TC2 熱加工方案設計。
問題原因分析
鍛件要求
我公司承制某主機廠的TC2 小鍛件,其驗收標準為型號專用標準,室溫力學性能要求見表1。根據(jù)標準要求,鍛件的顯微組織應是經(jīng)α+β 兩相區(qū)加工后的均勻組織,并以退火狀態(tài)交付,推薦的熱處理制度為:740 ~790℃,保溫1 ~2h,空冷。

表1 某TC2 鍛件專用標準的室溫力學性能要求
沖擊韌性偏低的直接原因
根據(jù)國內(nèi)研究結(jié)果,鈦合金鍛件的化學成分、顯微組織和纖維流線對鍛件的沖擊韌性會有較明顯的影響。
⑴鍛件的化學成分的影響。
我公司TC2 鈦合金棒材主要來自寶鈦公司和西部超導公司,化學成分符合型號專用標準且各爐次棒材的化學成分比較穩(wěn)定,但各爐次棒材所生產(chǎn)TC2小鍛件均有沖擊韌性偏低問題,故可排除化學成分的影響。
⑵纖維流線的影響。
根據(jù)統(tǒng)計結(jié)果,模鍛件和長軸類自由鍛件都存在沖擊韌性偏低問題。模鍛件在變形過程中,有部分金屬沿分模面排出,會導致近分模面位置的纖維流線偏離主流線方向,進而可能導致沖擊韌性偏低問題。長軸類自由鍛件是經(jīng)過拔長成形的,其主纖維流線有利于提高沖擊韌性,但還是存在沖擊韌性偏低問題。因此,可排除纖維流線的影響。
⑶顯微組織的影響。
研究表明,TC2 鈦合金顯微組織中的條狀α 相含量對TC2 鈦合金鍛件的沖擊韌性有較明顯的影響,增加條狀α 相含量可提高TC2 鈦合金鍛件的沖擊韌性。通常情況下,退火態(tài)TC2 鈦合金小規(guī)格棒材的顯微組織中次生條狀α 相含量很低(大多數(shù)≤10%)。
TC2 鈦合金鍛造通常是在相變點下30 ~50℃加熱,即Tβ-(30 ~50)℃。因鍛造加熱溫度較低,僅有少量的初生α 相在加熱過程中轉(zhuǎn)變?yōu)棣?相。到達保溫時間后,坯料出爐鍛造,因坯料規(guī)格較小,在坯料與模具接觸過程中,坯料迅速降溫,少量的轉(zhuǎn)變β 相來不及析出更多的條狀α 相,進而可能導致鍛件的顯微組織中次生條狀α 相偏少。按型號標準要求,普通退火熱處理溫度選用740 ~790℃,溫度較鍛造溫度更低,同樣不能有效提升次生條狀α 相的含量。
分析存在沖擊韌性偏低問題的鍛件,發(fā)現(xiàn)鍛件普遍存在次生條狀α 相偏少問題,見圖1。因此,顯微組織中次生條狀α 相含量偏少,應該是導致TC2小鍛件沖擊韌性偏低的主要原因。
問題解決思路
根據(jù)原因分析結(jié)果,想要解決TC2 小鍛件沖擊韌性偏低問題,主要方向應是提高鍛件顯微組織中的次生條狀α 相的含量。研究表明,鍛造和熱處理過程中的加熱溫度對鍛件次生條狀α 相的含量有較明顯的影響。當鍛造或熱處理溫度較高時,鍛件顯微組織中有更多的初生α 相轉(zhuǎn)變?yōu)棣?相,并在隨后的空冷過程中析出較多的次生條狀α 相,進而提高沖擊韌性。基于此,本文主要采用兩種優(yōu)化思路。
鍛后增加近β 退火
查過程記錄和工藝文件,我公司TC2 小鍛件的鍛造溫度一般控制在相變點下30 ~50℃,即Tβ-(30 ~50)℃,但所獲得的鍛件顯微組織中次生條狀α 相仍較少。因此,本文的第一種優(yōu)化思路在鍛造工序后增加近β 退火,即熱加工路線為鍛造→近β退火→普通退火,本次工藝試驗的鍛后近β 退火溫度選用相變點下10℃和20℃,即Tβ-10℃和Tβ-20℃。
⑴試驗材料。
采用TC2 鈦合金φ80mm 規(guī)格圓棒材,測定其相變點溫度為Tβ=(976±3)℃;
⑵試驗方案。
1)下φ80mm×50mm 規(guī)格試料2 件,分別編號試驗件1 和試驗件2。
2)按常規(guī)方式鍛造:試料先在電阻爐中加熱,電阻爐精度為±10℃;加熱溫度設定為936℃,爐溫到達設定溫度后開始計時,保溫時間設定為100min;達到保溫時間后,坯料出爐鍛造,在750kg自由鍛錘上將坯料拔長至50mm×50mm×100mm,鍛后空冷至室溫。
3)按表2 的熱處理方案對試驗件1 和試驗件2進行不同的處理,熱處理完成后,在同樣的位置取樣并檢測1/2 厚度位置的室溫縱向力學性能和顯微組織。
表2 試驗件的熱處理方案
⑶結(jié)果和分析。
1)顯微組織對比。
圖2 是試驗件1 和2 在1/2 厚度處相同取樣位置的顯微組織對比,可以看出,試驗件1 的顯微組織中次生條狀α 相含量≤10%,而試驗件2 的顯微組織中次生條狀α 相含量約為20%~30%,即相比常規(guī)熱處理狀態(tài)(試驗件1),鍛后增加近β 退火(試驗件2)獲得了更多的次生條狀α 相,達到預期結(jié)果。
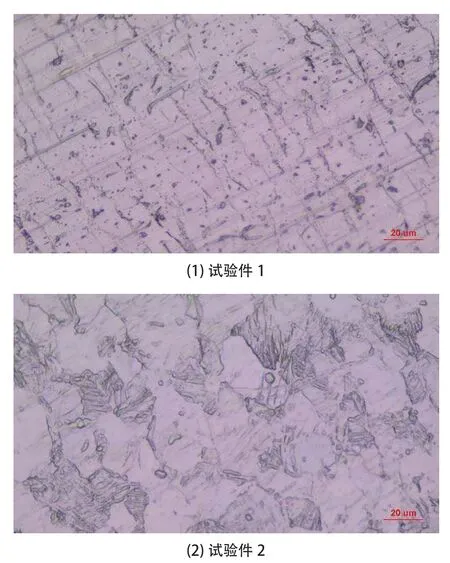
圖2 試驗件1 和試驗件2 顯微組織對比
2)性能對比。
表3 是2 個試驗件相同取樣位置的室溫縱向力學性能對比,可以看出,鍛后采用近β 退火后(試驗件2),鍛件的沖擊韌性相比常規(guī)熱處理狀態(tài)(試驗件1)明顯提升,但鍛件的強度較常規(guī)熱處理狀態(tài)有較明顯的下降,但符合標準要求。
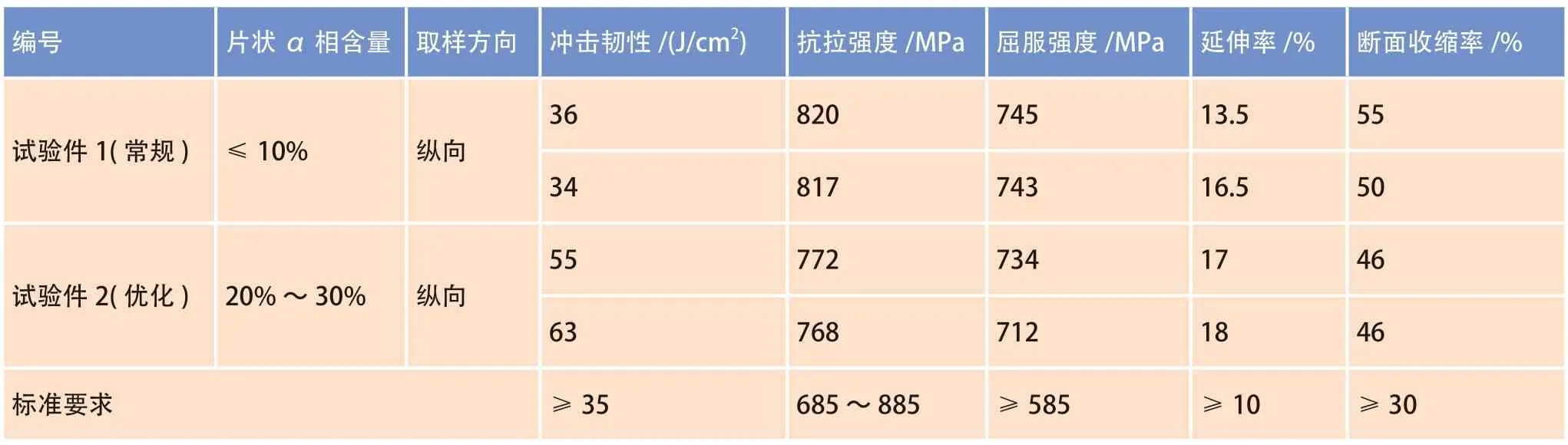
表3 試驗件1 和試驗件2 室溫縱向力學性能對比
鍛前增加近β 退火
為了獲得較多的次生條狀α 相,國內(nèi)發(fā)展了一種等溫鍛造工藝,該工藝通常在相變點下15 ~25℃加熱,鍛造所用模具加熱至與坯料同樣的溫度并在鍛造過程中保持恒溫,鍛造結(jié)束后空冷至室溫。該工藝可顯著增加鍛件顯微組織中的條狀α 相含量進而提高沖擊韌性,但等溫鍛造對模具和鍛造設備都有特殊要求,模具需采用高溫合金,鍛造設備只能選用靜壓機且需設置模具加熱工裝,生產(chǎn)成本極高且效率極低。
若直接在相變點下15 ~25℃加熱后進行自由鍛或模鍛,鍛造過程中的反熱現(xiàn)象導致TC2 小鍛件產(chǎn)生過燒風險急劇增加,控制不當便會導致鍛件整批報廢。
因此,本文的第二種優(yōu)化思路是在鍛造工序前增加近β 退火,即熱加工路線為近β 退火→鍛造→普通退火,本次工藝試驗的鍛前近β 退火溫度選用相變點下20℃,即Tβ-20℃。
⑴試驗材料。
采用TC2 鈦合金φ80mm 規(guī)格圓棒材,測定其相變點溫度為Tβ=(976±3)℃;
患兒出生的同時,一位富有的女士在同一病區(qū)生了個女孩。她現(xiàn)年已40歲,僅有一個13歲的女兒和目前這個剛出生的女兒。她非常想要一個兒子,所以她請求能夠收養(yǎng)患兒,以作為她新生女兒的雙胞胎來一起撫養(yǎng)。
⑵試驗方案。
1)下φ80mm×50mm 規(guī)格試料2 件,分別編號試驗件3 和試驗件4。
2)試驗件4 在電阻爐中進行加熱,電阻爐精度為±5℃;加熱溫度設定為956℃,爐溫到達設定溫度后開始計時,保溫時間設定為60min;達到保溫時間后,坯料出爐,空冷至室溫;試驗件3 不做鍛前處理。
3)試驗件3 和試驗件4 按常規(guī)方式鍛造:試料先在電阻爐中進行加熱,電阻爐精度為±10℃;加熱溫度設定為936℃,爐子達到設定溫度后開始計時,保溫時間設定為100min;達到保溫時間后,坯料出爐鍛造,在750kg 自由鍛錘上將坯料拔長至50mm×50mm×100mm,鍛后空冷至室溫;
4)試驗件3 和試驗件4 同爐熱處理,熱處理制度:加熱溫度設定為780℃,爐溫到達設定溫度后開始計時,保溫時間設定為120min;達到保溫時間后,坯料出爐,空冷至室溫。
⑶結(jié)果和分析。
1)顯微組織對比。
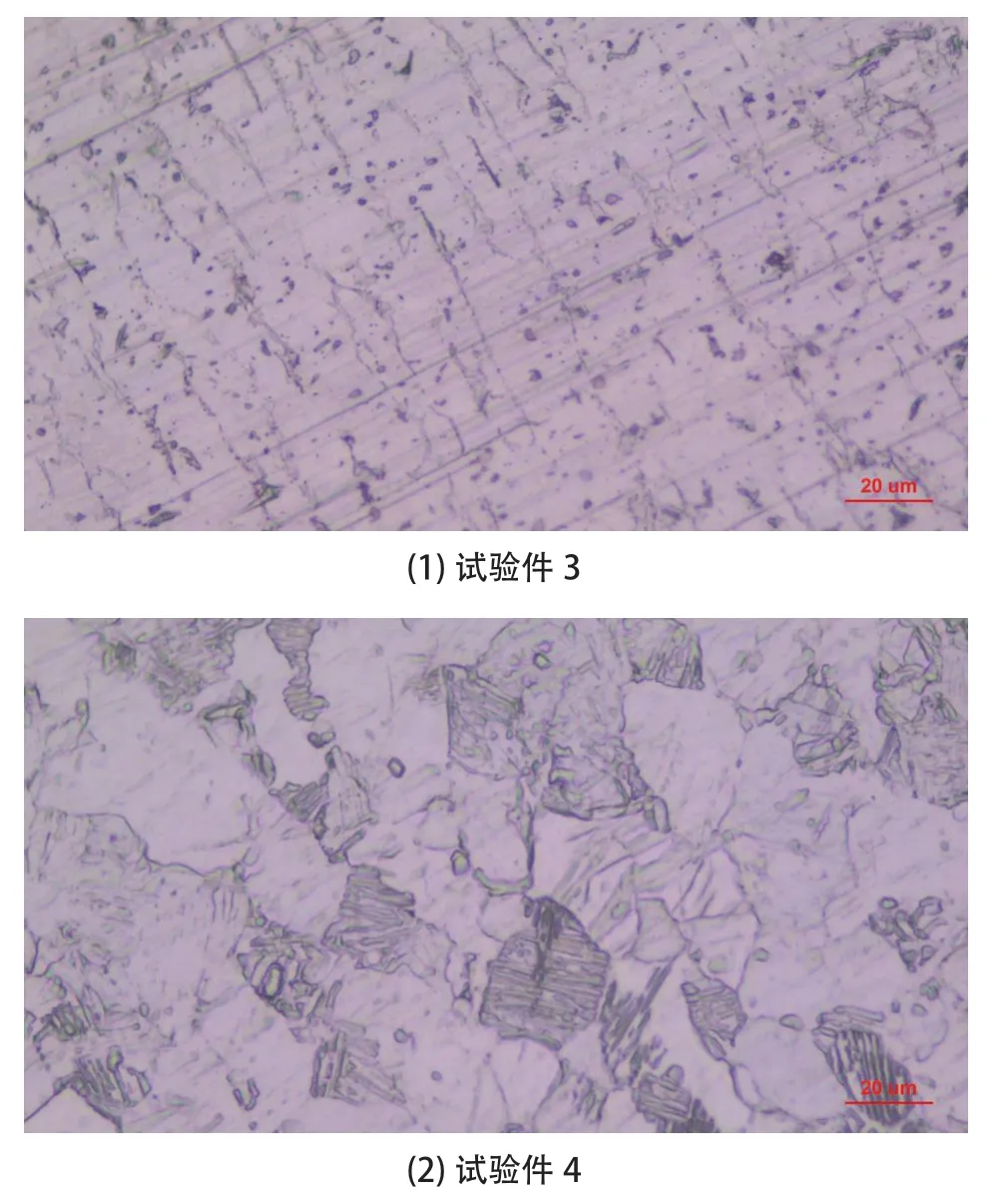
圖3 試驗件3 和試驗件4 顯微組織對比
2)性能對比。
表4 是試驗件3 和試驗件4 相同取樣位置的室溫縱向力學性能對比,可以看出,鍛前采用近β 退火后(試驗件4),鍛件的沖擊韌性相比常規(guī)熱加工狀態(tài)(試驗件3)明顯提升,且鍛件的強度較常規(guī)熱加工狀態(tài)無明顯差異。和鍛后增加近β 退火對比,鍛前增加近β 退火對沖擊韌性的提升幅度較小,但幾乎不會造成室溫強度的損失,這應該是鍛前近β 退火過程中產(chǎn)生的次生條狀α 相在鍛造過程中有部分被擊碎,鍛件因此得到位錯強化。

表4 試驗件3 和試驗件4 室溫縱向力學性能對比
結(jié)論
⑴在鍛造工序后增加近β 退火,TC2 鍛件的顯微組織中可獲得較多次生條狀α 相,鍛件的沖擊韌性明顯提升,但室溫強度會有較明顯下降。
⑵在鍛造工序前增加近β 退火,TC2 鍛件的顯微組織中可獲得較多次生條狀α 相,鍛件的沖擊韌性明顯提升,且室溫強度不會有明顯下降。
⑶鍛前增加近β 退火可用于對所有類型的TC2小鍛件進行優(yōu)化;鍛后增加近β 退火可用于指導沖擊韌性不合格問題鍛件的熱處理返修工序。
