鉆井泵十字頭表面耐磨性增強技術及對比分析
2023-04-29 00:44:03李曉康徐斌榮袁亮肖虎張小龍劉海峰
石油礦場機械 2023年3期
關鍵詞:技術
李曉康 徐斌榮 袁亮 肖虎 張小龍 劉海峰
摘要:鉆井泵的十字頭易磨損失效,目前主要采用表面改性技術來提高其耐磨性能。針對巴氏合金澆注、電弧噴涂、等離子噴焊和高速激光熔覆4種表面改性技術,從磨損機理、涂層結合強度、涂層材料及質量等技術角度對其進行對比分析。分析結果可為鉆井泵十字頭的表面耐磨技術評價體系建立及其應用提供參考。
關鍵詞:鉆井泵; 十字頭; 耐磨性; 表面改性; 技術
中圖分類號:TE926.06? ?文獻標識碼:A
doi:10.3969/j.issn.1001-3482.2023.03.003
Abstract:The crosshead of drilling pump is prone to wearing failure. The surface modification technology is mainly used to improve its wearing resistance. Four surface modification technologies, including babbitt alloy pouring, arc spraying, plasma spray welding and high-speed laser cladding were compared and analyzed from the technical perspectives of wear mechanism, coating bonding strength, coating material and quality. It provides a reference for the establishment and application of the evaluation system of the surface wear resistance technology of the drilling pump crosshead.
Key words:drilling pump; crosshead; wear resistance; surface modification; technique
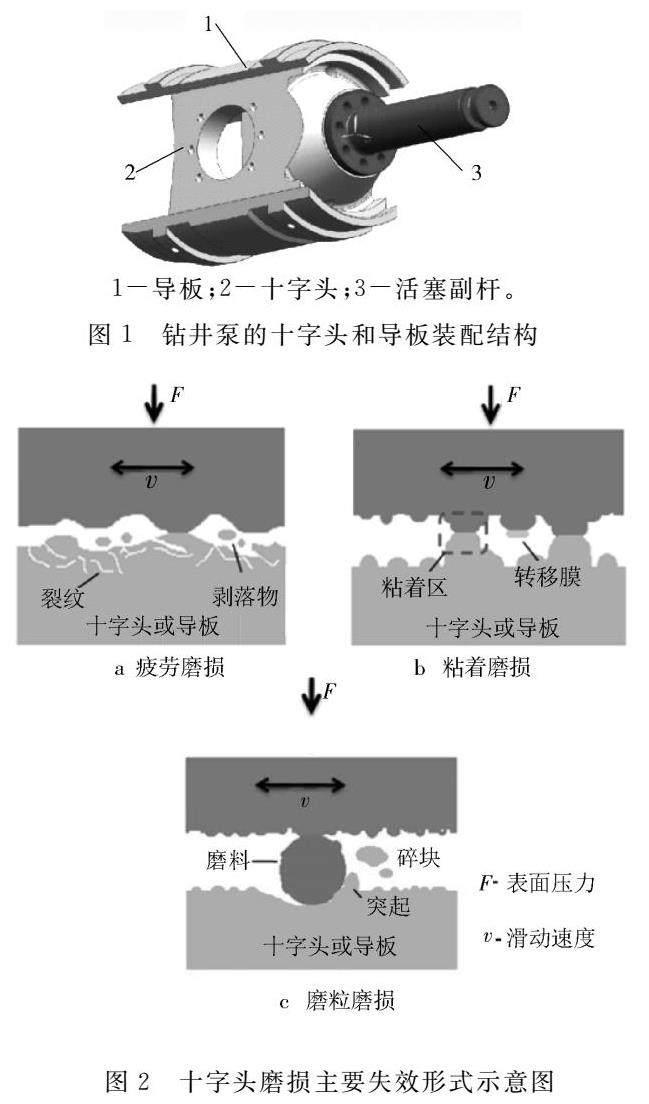
鉆井泵的十字頭工作時,在金屬導板內做高速直線往復運動(如圖1所示),在服役過程中不可避免要與導板發生相對摩擦,造成表面磨損,從而影響其使用壽命[1]。隨著高壓噴射鉆井技術的發展,鉆井泵技術在向高壓、高功率方向發展[2],對十字頭的使用工況和耐磨性能提出了更高的要求。
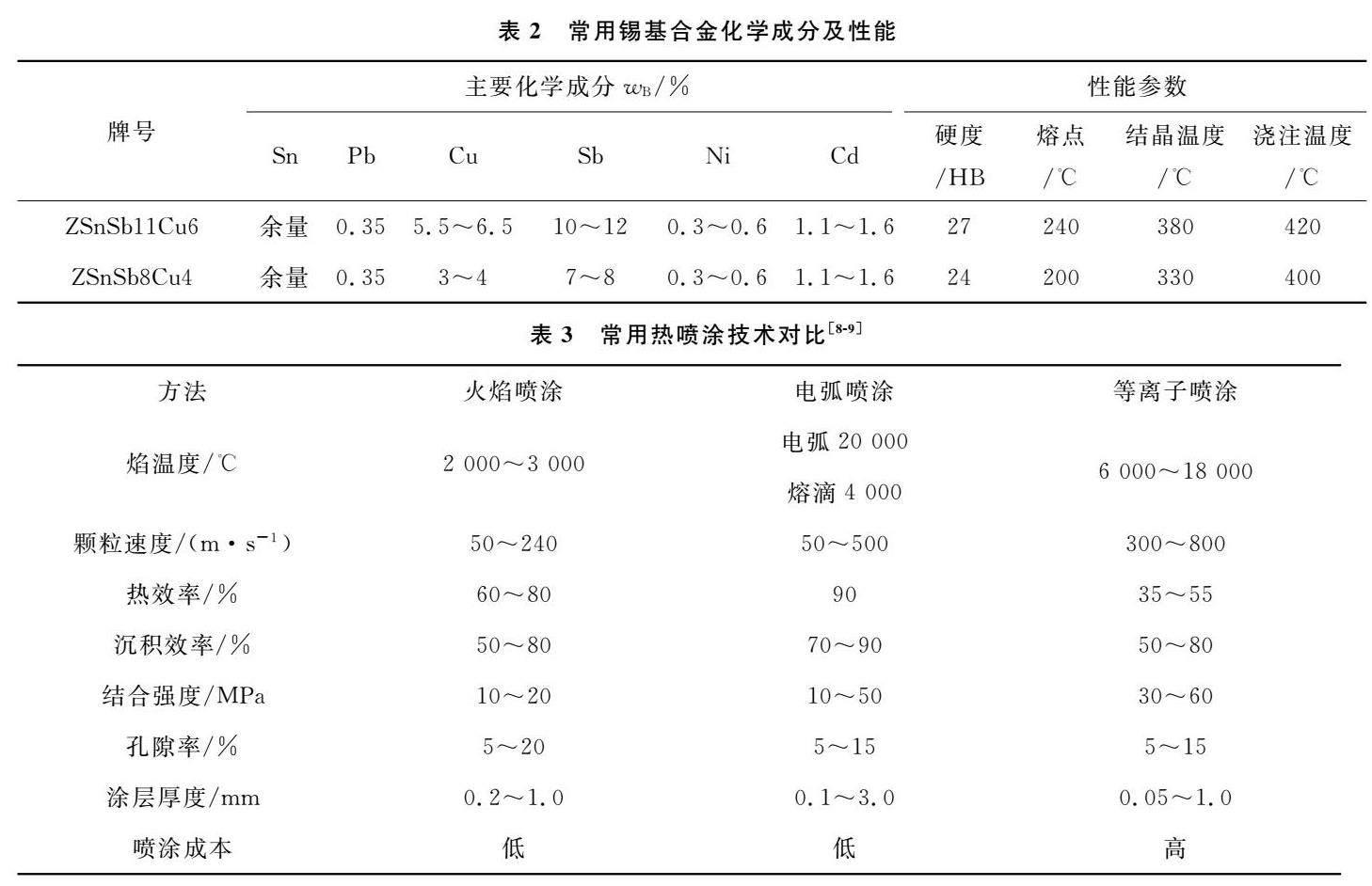
十字頭本體通常采用QT600-3球墨鑄鐵整體鑄造而成,導板采用HT200鑄鐵材料加工,材料性能和金相組織如表1所示。
十字頭與導板采用不同材質和不同表面硬度(硬-軟)構成摩擦副。在鉆井泵工作過程中,通過導板(軟質相)的摩損失效及更換,以保證十字頭的耐磨性和服役壽命。在使用中發現,十字頭摩損失效的情況時有發生,原因較為復雜,且十字頭與導板同時磨損的狀況較為常見。
十字頭表面改性技術是通過化學、物理的方法,在工件表面制備高耐磨性的涂層,增加十字頭的耐磨性。本文在分析十字頭磨損機理的基礎上,對適用于十字頭的多種表面改性技術進行對比分析,以增加對十字頭表面耐磨技術的理解,為提高鉆井泵十字頭的耐磨性能提供技術借鑒。
1 鉆井泵十字頭的磨損機理
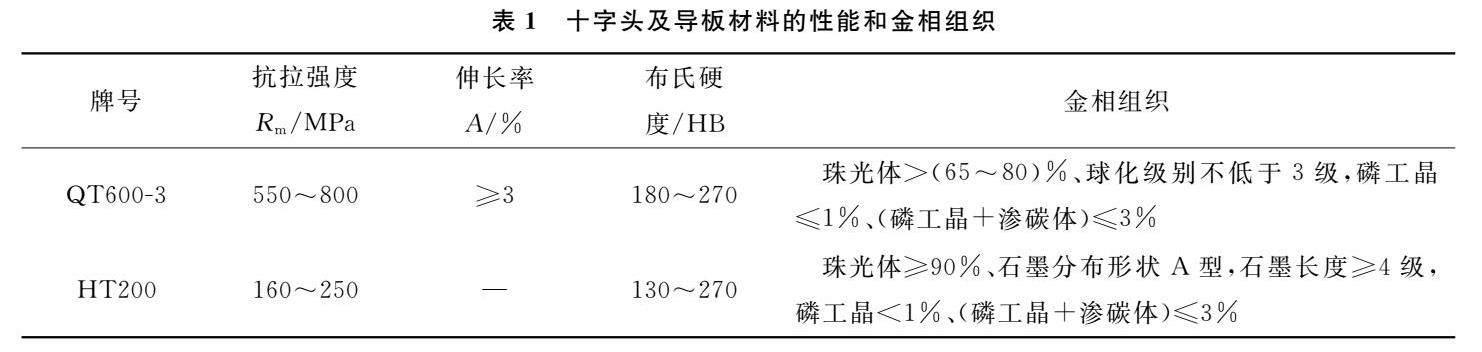
正常狀態下,十字頭與導板之間是間隙配合,且間隙中存在潤滑油,以實現相對運動時的油潤滑。當鉆井泵在重載荷下工作,或裝配不當時,十字頭局部位置間隙變窄,并與導板表面直接接觸,使得潤滑油膜被破壞,從而造成摩擦副之間的干摩擦[3]。在往復滑動過程中,因局部高接觸應力,使得摩擦副表面出現應力集中,產生疲勞磨損。長期干摩擦也會在金屬間產生高溫,使得局部粘著。由于相互滑動,使粘著處撕裂,形成粘著磨損,在導板上表現為撕裂性破壞,出現較深的犁溝形貌。同時,相對滑動的十字頭、導板之間,來源于微觀不平的接觸面高點脫落
和硬質顆粒在摩擦時以“第三體”的形式被垂直分壓力壓向摩擦面,使磨粒與摩擦面產生相對滑動、切削和刮擦摩擦面,產生磨粒磨損(如圖2所示)。在上述綜合磨損機理的作用下,最終造成十字頭和導板表面嚴重磨損。
2 4種十字頭表面改性技術及特點
目前,增強十字頭耐磨性的表面改性技術主要采用巴氏合金澆注、表面熱噴涂、等離子噴焊和激光熔覆4種工藝技術。
2.1 巴氏合金澆注技術
巴氏合金是具有減摩特性、低強度的軸承合金,其組織特點是在軟相基體上均勻分布硬相質點。在磨合后,軟基體內凹,形成微小間隙,成為貯油空間和潤滑油通道,利于減摩;硬質點外凸起支承作用,有利于承載[4]。巴氏合金主要分為錫基合金和鉛基合金,十字頭通常選用強度、硬度及耐蝕性較高的錫基合金,常用牌號有ZSnSb11Cu6、ZSnSb8Cu4,化學成分及性能如表2所示。
由于巴氏合金的熔點較低,通常采用人工靜態澆注或離心澆注在十字頭外表面,形成雙金屬殼體。為了保證巴氏合金涂層與十字頭有效粘合,需要在澆注前對結合面進行掛錫處理,形成滲透過渡區(即掛錫—巴氏合金澆注法),以增加結合力。其主要工序為:十字頭表面清洗-掛錫-合金熔煉-澆注。為了進一步增強巴氏合金涂層的結合強度,部分十字頭與涂層結構設計中引入了燕尾槽結構(如圖3所示)[5],其原理是涂層在離開十字頭表面趨勢力P作用時,燕尾槽斜面反向作用壓緊力N,阻止其離開,從而提升十字頭與涂層的結合強度。此工藝方案的缺點是增大了十字頭澆注表面的加工量和難度,并使涂層厚度增加,實際應用效果不佳。
十字頭表面澆注巴氏合金涂層主要存在以下問題:
1) 十字頭與涂層結合強度低,且工藝要求決定涂層厚度較厚,一般要求加工前的涂層厚度≥5 mm。
2) 工序較為復雜,且自動化程度低,涂層質量不穩定,良品率不高。
3) 涂層質量較差,易出現脫層、開裂及隱形氣孔,且加工時才能徹底暴露[6、7],主要是合金熔化、冷卻及合金流動性規律難以掌控導致。
2.2 表面熱噴涂技術
熱噴涂技術按照熱源類型可分為火焰噴涂、電弧噴涂和等離子體噴涂,其主要技術對比如表3所示。
基于十字頭產品特性,根據常見熱噴涂涂層結合強度、沉積效率、涂層厚度等技術要素進行對比分析,十字頭熱噴涂適用技術主要以電弧噴涂為主。電弧噴涂是指借助電弧燃燒的熱能熔化金屬絲材,利用壓縮空氣壓力把熔化金屬霧化成金屬顆粒并形成噴涂束流,沉積在工件表面,其工作原理如圖4所示。
十字頭表面電弧噴涂通常采用巴氏合金線材。由于巴氏合金自身熔點較低,電弧噴涂過程中易于發生嚴重氧化(≥600 ℃),甚至過熔流動,需要嚴格控制焰流及涂層溫度,致使噴涂效率降低。為了提升生產效率,便于材料采購,十字頭表面電弧噴涂工藝采用熔點更高的錫青銅合金線材。錫青銅合金具備較高的疲勞強度、耐磨及干摩擦條件下的自潤滑性,可適應250 ℃以下的高速、重載工況。電弧噴涂常用線材牌號SnSbCu84(巴氏合金)和CuSn6(錫青銅合金)化學成分如表4所示。
為了提升十字頭與電弧噴涂涂層的結合強度,電弧噴涂打底層采用Ni-5%Al合金作為中間過渡涂層,過渡層厚度約為0.1~0.2 mm[10]。十字頭表面電弧噴涂主要工序為十字頭表面清洗-噴砂處理-過渡層電弧噴涂(Ni-5%Al)-電弧噴涂巴氏合金(或錫青銅)—外表面熔覆。
根據油田現場反饋,經電弧噴涂處理的十字頭涂層在長期服役條件下仍易于發生涂層剝落現象(如圖5所示)。分析原因是:
1) 熱噴涂技術條件下,涂層與基體結合方式以機械結合為主,相較于噴焊/堆焊等冶金結合方式,涂層與基體結合強度較低,復雜工況下(干摩擦)易于造成十字頭表面涂層脫落。
2) 巴氏合金比十字頭采用的鑄鐵材料的線膨脹率大,在涂層凝固過程中內部易形成隱形開裂源。
3) 涂層抗疲勞強度不足,在交變載荷下容易產生裂紋并延展,從而致使裂紋區域涂層整片脫落。
2.3 等離子噴焊技術
等離子噴焊是以等離子弧作為熱源加熱工件形成表面熔池,同時將粉末合金送至弧柱中加熱至熔化(或半熔化)狀態,由焰流噴射至熔池中,待等離子弧離開后凝固形成高性能焊層的表面改性技術[11],其工作原理如圖6所示。由于等離子噴焊具備焊層組織致密,熔覆速度快,且焊層與工件呈冶金結合,強度高等優勢,目前成為鉆井泵十字頭增強耐磨性的主流技術。等離子噴焊主要工序為:工件表面預處理-預熱-噴焊(噴粉和重熔)-后熱處理。
現階段十字頭等離子噴焊主要存在以下問題:
1) 十字頭材料的選擇。由于等離子噴焊近似焊接過程,因此要求十字頭材料具備良好的焊接性。QT600-3材料在焊接過程中易形成白口組織,硬度高且脆化嚴重;其表面易形成(Fe,Si)XOy氧化膜,熔點高,阻礙基體與噴焊層的潤濕性和互溶。此外,鑄鐵與銅焊接過程中熱影響區易產生熱裂紋,且疏松鑄鐵組織中游離態石墨易與O、H形成氣孔,均會造成噴焊與基體結合強度的降低[12-13]。因此制造中應選用焊接性好且力學性能接近的鑄鋼材料(如ZG270-500)進行代替。應當指出的是,常規十字頭選用鑄鐵材料是基于良好的綜合力學性能(強度、屈強、鑄造性和抗振性),因此需根據產品工況綜合評估,而不以焊接性為唯一指標。
2) 噴焊材料的選擇。等離子噴焊中由于存在焊層材料熔化、凝固(冶金結合),要求噴焊材料具有良好的自熔性,同時與基體材料具有良好的物理及冶金相容性;鐵基材料與巴氏合金由于Fe與Sn/Pb晶格差異性較大,熔化、凝固過程中只能有限固溶,結合面無法形成有效涂層。Fe與Cu晶格相近,液態時無限互溶,固態時有限互溶且不形成金屬間化合物,而且銅合金具備良好的自潤滑性和摩擦性,因此制造中選用成熟的錫青銅粉末合金作為噴焊材料。
基于上述分析,針對等離子噴焊錫青銅技術方案進行試驗。試驗選用QT600-3和ZG270-500兩組基體材料,采用CuSn8合金粉末(化學成分如表4所示)進行等離子噴焊。十字頭工作時以往復運動為主,其主要為剪切力作用,因此依據GB/T 13222-1991 《金屬熱噴涂層剪切強度的測定》進行3組測試,作為噴焊層結合強度的評價指標。試樣尺寸為36 mm×10 mm,噴焊層厚度為2 mm,如圖7所示。
剪切強度試驗結果如圖8所示,QT600-3基體材料等離子噴焊錫青銅的結合強度τ平均=93 MPa,ZG270-500基體材料的結合強度τ平均=130 MPa,二者的結合強度均高于電弧噴涂涂層結合強度的典型值為10~50 MPa,且ZG270-500基體材料的結合強度明顯高于QT600-3基體材料。同時對QT600-3材料噴焊層加工時發現,其加工面局部存在明顯的氣孔聚齊(如圖9所示),且趨向于結合面深度方向數量增加。
綜上所述,十字頭表面等離子噴焊錫青銅的技術方案具有可行性和強度優勢,但十字頭材料應以鑄鋼件為主。由于噴焊溫度較高,工件存在局部退火現象,對于后續的熱處理工藝應進行針對性的研究。
2.4 高速激光熔覆技術
激光熔覆技術是利用高能密度激光束照射工件表面及同步送置的合金粉末,使其形成熔池并快速凝固,獲得與基體冶金結合的致密性覆層[14]。目前主流的發展趨勢為高速激光熔覆技術(其工作原理如圖10所示),即通過改變激光束、粉末和熔池的匯聚位置和能量分配,在熔池之上將粉末熔融,減小粉末在熔池熔化時間[15],以達到提高熔覆速率和表面質量的目的。二者技術對比如表5所示。
高速激光熔覆技術與等離子噴焊等技術相比,具備以下優勢:
1) 熔覆熱影響區及工件變形小。
2) 熔覆層晶粒細小,結構致密,冶金結合強度更高。
3) 熔覆層稀釋率低,有效降低覆層設計厚度,且表面成型質量優異。
4) 高速激光熔覆技術在鉆井泵柱塞上已得到批量化應用(如圖11所示),具備技術借鑒。因此,高速激光熔覆技術應用于十字頭表面改性具備顯著的應用潛力。
現階段十字頭表面高速激光熔覆主要存在以下技術難題:
1) 由于銅合金導熱率和反射率較高,工作時對激光器光學元件反射和損耗嚴重,而巴氏合金熔點過低,因此常規十字頭表面改性材料均難以適用高速激光熔覆。
2) 激光熔覆材料體系以自熔性合金粉末(Co/Ni/Fe基)和陶瓷及復合粉末為主[16],熔覆層硬度較高,需要對十字頭摩擦副配型和磨損機理進行研究,目前缺乏該方面的工作,進而影響該技術的生產應用。
2.5 十字頭表面改性技術選擇
通過十字頭表面改性技術的工藝、特點及適用性分析,在技術應用時應遵循3方面原則:
1) 為了提升涂層結合強度,要求基體與涂層冶金結合,以等離子噴焊和高速激光熔覆為宜。
2) 從十字頭摩擦副匹配及工況分析,要求采用成熟的銅合金自潤滑體系涂層,以等離子噴焊為優,電弧噴涂次之。
3) 從降低稀釋率,同時使涂層組織致密,表面平整光滑,以高速激光熔覆為優,等離子噴焊次之。綜合考慮,適用于十字頭表面改性的最優工藝技術是等離子噴焊技術。
3 結語
針對鉆井泵十字頭磨損問題,本文對比分析了巴氏合金澆注、電弧噴涂、等離子噴焊和激光熔覆4種十字頭表面改性技術,從磨損機理、涂層結合強度、涂層材料體系及質量等角度對其進行分析評價,最終確定等離子噴焊技術方案可作為目前十字頭表面改性最有應用價值的技術,而高速激光熔覆技術具備顯著的應用潛力,應予以關注。
參考文獻:
[1] 郭茂磊,何建春,劉敏,等.鉆井泵十字頭導板修復工藝研究[J].設備管理與維修,2018(15):56-57.
[2] 趙雋海.1600型五缸鉆井泵動力端的研究[D].蘭州:蘭州理工大學,2012.
[3] 劉戰鋒,李俊.十字頭和導板摩擦失效原因分析[J].電子世界,2014(18):355.
[4] 南飛艷,耿建成,馬曉琴,等.十字頭滑塊端面錫基合金澆注研究[J].熱加工工藝,2013,42(15):60-62.
[5] 張興發,黃順俊.天然氣壓縮機十字頭摩擦層和本體的選材及結合形式[J].石油機械,1997(3):5-7.
[6] 陳麗娟,劉劍,張連芝.影響軸瓦巴氏合金澆注質量的因素及改進措施[J].沈陽工業大學學報,2002,24(3):193-195.
[7] 王建國.巴士合金十字頭澆注氣孔缺陷的改進[J].電子制作,2014(22):19-20.
[8] 李傳啟,李新德.淺談熱噴涂技術的功用及工藝特性[J].裝備制造技術,2010(8):98-100.
[9] 中國機械工程學會焊接學會.焊接手冊:第1卷:焊接方法與設備[M],北京:機械工業出版社,2015:782-789.
[10] 朱元朝,張雙勝,李崗,等.淺談泵十字頭噴涂滑履材料的工藝實踐及應用[J].科技創新導報,2013(18):67-68.
[11] 張磊.鋁青銅合金粉末等離子弧堆焊工藝的研究[D].北京:北京工業大學,2016.
[12] 蔚曉嘉,赫虎在,郭治安.自熔性銅粉與鑄鐵噴焊結合的界面研究[J].太原理工大學學報,2007(5):408-411.
[13] 韓秋華,王瑞權,王雨懷.表面噴焊對鑄鐵表面組織和性能的影響[J].大型鑄鍛件,2010(1):4-8.
[14] 李曉康.不銹鋼激光熔覆Mo2C/Co基合金涂層組織與性能研究[D].蘭州:蘭州理工大學,2012.
[15] 張津超,石世宏,龔燕琪,等.激光熔覆技術研究進展[J].表面技術,2020(10):1-11.
[15] 董世運,馬運哲,徐濱士,等.激光熔覆材料研究現狀[J].材料導報,2006(6):5-9.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 12:44:57
中國科技博覽(2016年19期)2016-10-19 12:07:10
中國科技博覽(2016年19期)2016-10-19 11:56:58
中國科技博覽(2016年18期)2016-10-19 11:28:27
中國科技博覽(2016年18期)2016-10-19 11:16:57
中國科技博覽(2016年18期)2016-10-19 11:12:23
中國科技博覽(2016年18期)2016-10-19 09:33:57
中國科技博覽(2016年18期)2016-10-19 09:04:19
中國科技博覽(2016年18期)2016-10-19 08:55:40
科技視界(2016年21期)2016-10-17 20:00:58
