頂蓋激光釬焊焊接過程穩定性影響因素概述
2023-04-29 07:35:08馬慶王文紅郝永華
汽車工藝與材料 2023年3期
馬慶 王文紅 郝永華
摘要:為有效對激光釬焊焊接過程中各項影響因素進行針對性控制,保障焊接過程質量、效率的穩定性。本研究以某車型頂蓋激光釬焊為例,通過工藝過程中的優化驗證、問題處理的經驗積累以及行業中的相關應用實踐,從激光釬焊系統和車身精度及匹配控制系統2個方面系統性地對影響焊接過程穩定性因素進行剖析,同時對關聯系統分項制定控制措施,形成控制要求,以促進激光釬焊應用過程的穩定性,保證產品質量和生產效率。
關鍵詞:激光釬焊 穩定性 因素 控制要求
中圖分類號:U466? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220143
Abstract: In order to effectively control the influencing factors in the process of laser brazing, ensure the stability of quality and efficiency in the welding process, this article, taking the laser brazing of the top cover of a vehicle model as an example, analyzed the factors affecting the stability of the laser brazing process from 2 aspects of laser brazing system, body precision and matching control system through the experience accumulation of optimization verification and problem handling in the process and related application practices in the industry. At the same time, the control measures of the associated system were formulated and the control requirements were formed, to promote the stability of the laser brazing application process and ensure the product quality and production efficiency.
Key words: Laser brazing, Stability, Factor, Control requirement
1 前言
由于激光焊接技術不斷成熟[1],且用戶對焊縫感知質量標準不斷提高,使得激光焊接已成為汽車車身制造的標準工藝。對于車身涉及外觀的連接部位,許多汽車制造企業都采用了激光焊接,如車身頂蓋與側圍的連接。激光焊接設備系統本身復雜精密,加之車身制造過程的復雜性,這當中的多種因素直接或間接影響到激光焊接過程和焊縫質量的穩定性。為了滿足產品質量、生產效率要求,實現穩定的生產過程,需對這些過程影響因素進行有效控制。本研究以某車型為例,從設備參數、尺寸控制、物料質量、設備性能、過程維護方面探討激光釬焊過程的影響因素,同時以實際生產過程中的問題處理、過程維保內容為參考,介紹相應的控制方法和要求,以提升激光釬焊焊接過程的穩定性,為汽車制造提供實踐經驗。
2 激光釬焊工藝
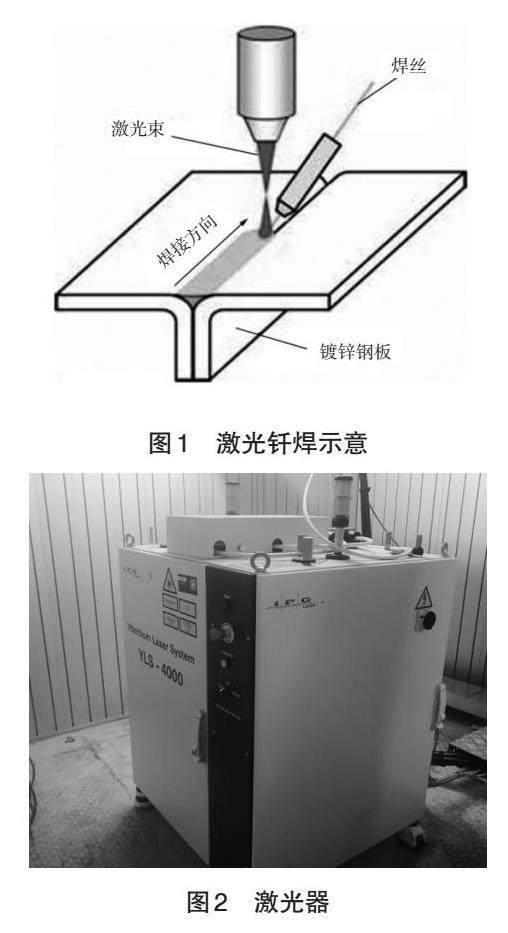
激光器產生的激光光束聚焦在焊絲表面,同時對焊絲進行加熱,使焊絲受熱熔化同時浸潤母材,填充鈑金搭接間隙,形成焊縫,實現良好的鈑金連接[2](圖1)。激光釬焊系統的構成主要包括激光器、焊接頭、冷卻水機組、送絲機、機器人、控制柜、工裝夾具、抽排風系統[3]。從過程功能上,激光釬焊可分為激光釬焊系統和車身精度及匹配控制系統。
3 激光釬焊系統
激光釬焊系統在具體的裝置分布和運行功能上主要包含激光器及光路系統、焊接控制系統、送絲系統和冷卻除塵系統4個部分。
3.1 激光器及光路系統
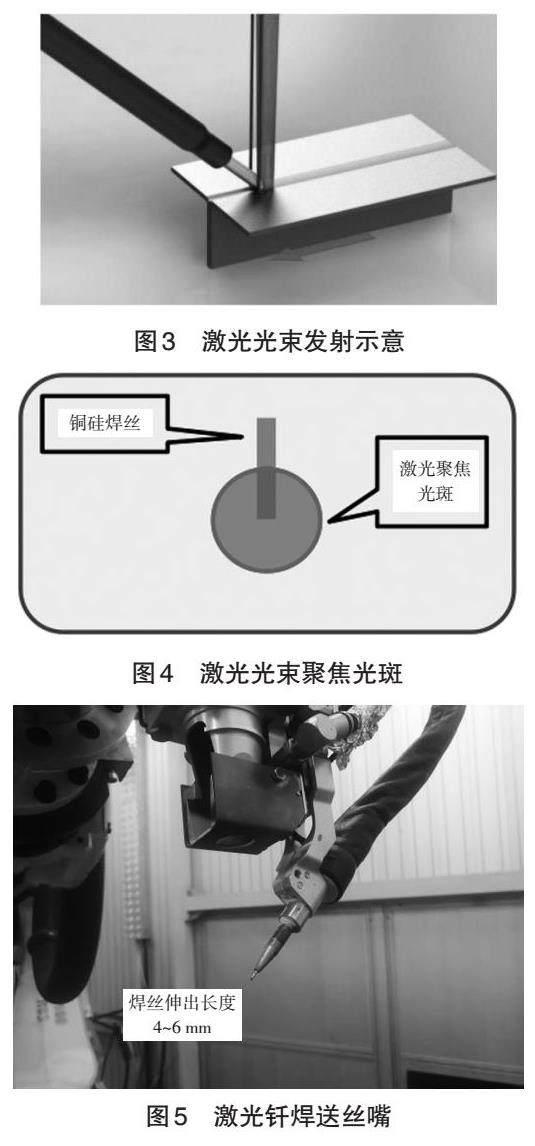
激光器(圖2)產生激光后耦合并輸出成一定功率及波長的激光光束,激光光束經光纖傳輸到激光焊接頭,激光焊接頭對傳輸過來的激光經過校準處理后,可以變成具備一定加工性能的能量光束(圖3),光束以光斑的形式顯示于焊接的部位以確保能量釋放于焊接所需的部位[3]。
激光光束聚焦成為光斑,光斑的尺寸、位置會對焊接過程產生直接影響。光斑的直徑影響焊料的鋪展,當光斑直徑過大時,如果激光功率不夠則無法及時熔化焊絲,如果激光功率足夠則會嚴重燒損母材。當光斑直徑過小時,激光光束集中在焊絲上,而對母材加熱不足會導致焊料在母材上冷卻過快而不易鋪展,導致焊料熔化不徹底,光斑直徑一般為3~4 mm[4]。光斑位置偏差會導致焊料熔化不徹底,從而形成氣孔、焊偏。光斑設定的位置一般在焊絲端部的中心位置(圖4),焊絲端部通常距離送絲嘴4~6 mm(圖5),距離太近會導致送絲嘴被燒傷損壞。激光器產生激光后耦合并輸出成一定功率及波長的激光光束,激光光束經光纖傳輸到激光焊接頭,激光焊接頭對傳輸過來的激光經過校準處理后,可以變成具備一定加工性能的能量光束,光束以光斑的形式顯示于焊接的部位以確保能量釋放于焊接所需的部位[3]。
鏡片需保持清潔,激光束溫度較高,長時間使用可能導致鏡片出現斑點,嚴重時會導致出現不穩定的氣孔缺陷[4]。
光束發射和結束的時機也會影響焊接過程,頂蓋前后端部與側圍的搭接通常設計呈“V”字形,不能達到≤0.3 mm間隙要求,容易導致焊縫填充不足,這種情況一般會通過提前出絲和延遲收絲來進行解決,光束的發射和停止必須和出絲、收絲的時機以及機器人的速度進行匹配。光束發射太早而未作用到焊絲上時,會對鈑金形成過燒;光束發射太晚,可能導致焊絲端部熔化不徹底形成焊瘤;光束結束太早,會導致后部粘絲,結束太晚也會導致鈑金過燒或者焊縫咬邊。
3.2 焊接控制系統
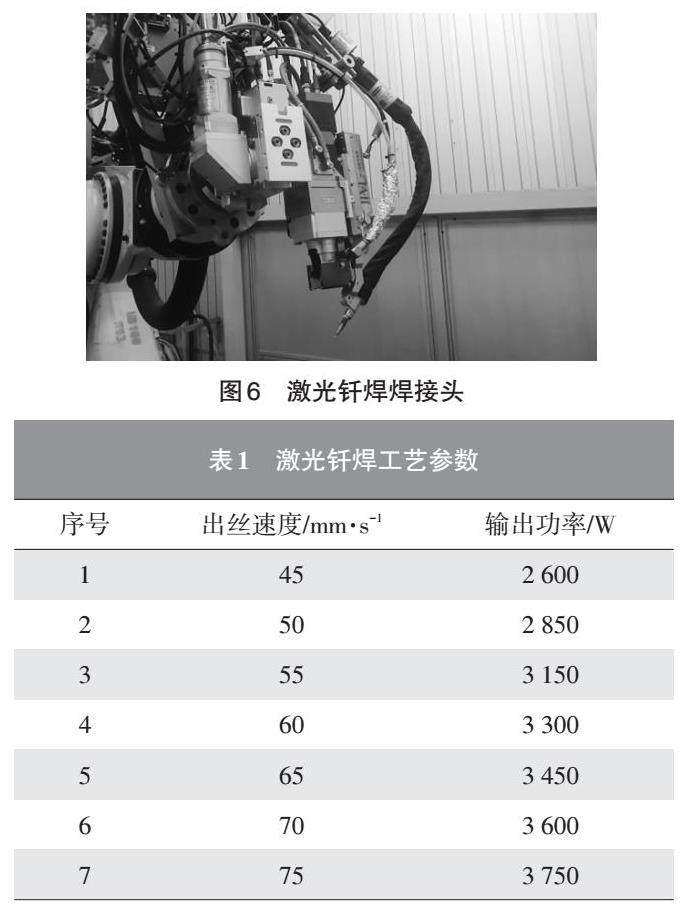
主要為焊接機器人帶著激光焊接頭(圖6)調用軌跡程序及焊接參數以合適的速度和角度,將聚焦后的激光光束準確均勻地作用到焊接部位的焊絲上,焊絲受熱熔化填充鈑金搭接縫隙。除機器人焊接軌跡和焊接程序對焊接過程有直接影響外,焊接壓緊力、焊接頭各連接裝置的牢固穩定、與工件的角度設置[5]參數、構造對焊接過程也會產生影響。
焊接頭對于焊接過程的影響主要體現在3個方面。
a.焊接頭構造。各部位結構、裝置、輔助管線連接必須牢固可靠,如氣管的防護、送絲嘴的強度、管線連接處加固等,防止運行過程中易出現松動磨損故障,同時結構排布必須要滿足其他裝置(如壓緊胎膜定位機構、胎膜等)的布局、焊接角度和軌跡調試要求。
b.焊接軌跡。主要是指焊接路徑以及軌跡程序的參數,如機器人焊接時的行走速度,可能會因為車身與頂蓋搭接狀態差異進行分段設置,同時必須與相關的光束發生時間、出絲速度進行匹配。
c.焊接參數。主要體現為焊接功率,功率過大,會導致過度熔化甚至出現燒邊以及焊接飛濺[6];功率過小,會導致焊接不徹底,從而出現焊縫表面凹凸不平和嚴重氣孔缺陷。焊接功率的實際輸出值應作為日常監控項目。焊接參數還包括焊接速度、送絲速度、送絲電流。焊接速度取決于能量密度,能量密度越大焊接速度越快,焊接速度與送絲速度保持在1:1左右,通常設定為45~75 mm/s。激光釬焊為熱絲焊,熱絲電流保持在120 A左右[7]。考慮到鈑金間隙影響,可根據實際狀態調整焊接速度,一般頭部起弧和尾部收弧時的機器人速度略低,以保證填充足夠。根據實際應用的狀態得出的激光釬焊參考工藝參數見表1。
3.3 送絲系統
包括推絲和拉絲,兩者相互密切配合確保焊絲輸送過程均勻穩定,這兩個環節的結構之間任何一處異常就可能導致焊絲輸送不暢或送絲異常,如滾輪卡滯、送絲管磨損、送絲速度不匹配、出絲角度不合理等,都會導致焊絲在出絲過程中不穩定,從而與機器人速度、激光發生功率無法匹配,影響過程穩定性[8]。
送絲不穩定可能導致焊縫填充不足形成焊縫凹陷或者斷焊,出絲角度不穩定可能導致焊縫偏移。為確保出絲的穩定性,需要定期進行推拉絲驗證,即確認出絲的實際速度與設定速度是否一致,同時需定期對送絲裝置進行點檢,包括送絲管路是否穩定牢固、出絲口是否磨損、送絲管道是否異常彎折、送絲滾輪是否卡滯[9]。送絲速度會在控制面板上進行顯示,可通過實時數據來確定送絲是否穩定,同時也可根據顯示界面的推絲和拉絲的電流值來確定送絲是否順暢,不同的送絲速度設置對應不同的推拉絲電流(圖7)。
3.4 冷卻除塵系統
激光的產生會發出大量熱量,為了保證激光器正常工作,需要使用冷卻裝置來保證激光器溫度恒定。同時高功率的激光器進行焊接時,會產生對人體有害的氣體和粉塵,抽風除塵系統可排除產生的煙霧及粉塵,保證焊房內各類系統裝置的潔凈,同時也有益現場人員的身心健康。
冷卻水機組是用于對激光器進行冷卻的裝置(圖8),為保證冷卻功能的穩定性,需定期更換蒸餾水,可通過機組上的實時溫度顯示來監控冷卻的有效性,一般建議低溫區的溫度不大于25 ℃,才能滿足焊接的連續性,若溫度偏高,會導致焊接過程中突然中斷。
激光發生裝置需保持干燥,不能過熱,以保證激光發射的效果,通常在激光器所在的區域使用空調冷卻,同時開啟除濕功能。
4 車身精度及匹配控制系統
對于車身精度及匹配控制主要為2個方面:一方面是焊接部位車身結構及關聯零部件的尺寸和位置控制,另一方面就是對焊接部位的鈑金表面質量狀態進行控制。其中車身結構及關聯零部件的尺寸又包括車身骨架尺寸、頂蓋位置精度、頂蓋壓緊狀態和車身零件尺寸狀態。
4.1 車身骨架尺寸的穩定性
本研究車型所在的產線為多車型柔性生產,車身骨架定位采用側框自動推進(圖9),由側框上的夾具對側圍總成和前后橫梁進行定位夾緊。由于定位工位為多車型生產,涉及夾具的切換,所以除了夾具自身裝置結構的穩定可靠以外,還要確保夾具墻在工位上的精確穩定。不僅要求夾具墻每次推進后的位置一致,還要確保每一次車型切換時夾具推進的一致性。由于推進力度很大,所以要保證前后及上下用于定位夾具墻的裝置連接強度足夠,本研究所列車型的夾具墻定位裝置(圖10)全部采用高強度螺栓連接,確保定位裝置的抗沖擊性,同時夾具推進過程中要避免碰撞干涉而影響位置精度。
為保證車身骨架尺寸的穩定性,主要是要確保夾具的穩定性,在夾具投用時必須進行充分的重復性驗證同時按期進行尺寸測量維護。日常點檢時要關注檢查夾具墻定位裝置的可靠性。
4.2 頂蓋位置穩定性
本研究所列車型的頂蓋定位工藝為:由機器人帶抓手對頂蓋進行抓取(圖11),頂蓋后部由定位銷對Y向和X向進行定位,前部在抓手上采用兩邊限位對Y向進行定位,確保頂蓋總成在抓手上的穩定性;然后機器人在將頂蓋放置到車身骨架之前,利用激光視覺拍攝對車身位置進行確認后,進行對中補償,確保頂蓋總成能夠居于車身骨架的中心位置。對中視覺的基準選取非常重要,選取的點位必須能夠代表側圍外板的位置,同時必須是固定且精度較高的點位,比如側圍外板上不受其他零件搭接干擾的孔位。頂蓋居中放置后,在后部進行點焊定位,前部不宜進行定位,確保后續胎膜下壓時頂蓋能夠隨胎膜下壓進行匹配位移,從而保證頂蓋與側圍的搭接貼合到位。
4.3 頂蓋壓緊狀態
帶頂蓋的車身骨架到達激光釬焊工位后,機器人抓取壓緊胎膜放置于頂蓋上部(圖12),胎膜底部對頂蓋形成下壓。工位前后兩側各有一處定位銷對胎膜進行精確導向和限位,確保胎膜能夠均勻壓緊頂蓋,這不僅能夠實現頂蓋與側圍外板的搭接間隙滿足焊接要求,也避免了頂蓋表面質量受到損傷。生產期間要定期對胎膜的狀態,如潔凈度、胎膜各壓緊面的一致性及穩定性等進行點檢。
4.4 車身件及尺寸匹配
激光釬焊工藝要求焊接部位的車身件匹配間隙≤0.3 mm,同時車身的整體偏差也必須在穩定可接收的偏差范圍內,尺寸匹配的穩定性監控主要有2個方面:一是車身零件的穩定性,除了自身設計滿足焊接要求外,可以通過藍光掃描和檢具對頂蓋、側圍外板、前后橫梁進行日常監控;二是白車身整體尺寸的穩定性,可通過激光在線測量設備進行實時監控和三坐標測量設備進行離線抽檢。
4.5 鈑金表面質量
激光釬焊焊接部位的表面質量包括2個方面,一是焊接前零件表面的潔凈度,附著于焊接部位鈑金上的粉塵、焊渣、油污、殘膠會導致焊縫氣孔缺陷。其次是焊接區域零件自身以及搭接區域鈑金表面的平整性和搭接狀態,不得有零件變形、搭接錯位、鈑金異常凹凸的問題,頂蓋搭接區域(一般為側圍上邊梁Z向)的鈑金平整,焊點不得有明顯扭曲和凸起,確保頂蓋搭接后能夠與側圍外板貼合到位。針對表面質量狀態一般在焊接之前會對表面潔凈度、平整狀態和搭接狀態進行檢查和處理。為避免此類問題出現,在產線設計應進行相應工藝規劃,如表面清潔度處理工藝等。
5 過程穩定性控制要求
通過對各類控制系統以及相關的因素進行分析,每一類系統都存在可能對激光釬焊過程產生影響的因素,結合車型實際生產過程中的激光釬焊系統運行保障機制以及故障處理經驗,現對每一類系統的控制要素制定具體要求,詳見表2。
6 結束語
為獲得穩定的焊接過程,必須保持激光釬焊系統和車身精度及匹配控制系統的穩定性,通過對各類子系統的要素進行分析,識別出對焊接過程產生影響的各項要素,同時明確相應的控制要點,通過這些對這些要點的控制執行,能夠有效促進焊接過程的穩定性,為其他汽車制造企業提升激光釬焊的焊接過程穩定性、保證產品質量和生產效率上提供借鑒。
參考文獻:
[1] 董功杰, 王曉雋, 陳聰, 等. 激光焊接在白車身制造中的應用和發展[J]. 汽車工藝與材料, 2021, 395(11): 1-9.
[2] 李小飛, 郭志勇. 汽車頂蓋激光焊應用分析[J]. 焊接技術, 2020, 49(1): 42-43.
[3] 姜楚山, 姬大鵬, 劉金龍, 等. 車身激光焊接工藝規劃及過程缺陷對策[J]. 汽車工藝師, 2019(10): 22-23.
[4] 王軍. 淺析激光釬焊缺陷形成原因及控制措施[J]. 汽車工藝與材料, 2010(9): 32-33.
[5] 張旭東, 貝松偉. 激光釬焊質量影響因素及對策分析[J]. 汽車工藝與材料, 2021, 394(10): 1-6.
[6] 李紹偉, 于治水, 張培磊, 等. 激光釬焊鍍鋅鋼板釬縫成形的影響因素及優化措施研究現狀[J]. 熱加工工藝, 2015,? 44(11): 5-6.
[7] 王曉兵, 李學梅, 岳智, 等. 汽車頂蓋激光釬焊工藝參數試驗研究[J]. 應用激光, 2020, 40(5): 823-824.
[8] 王曉兵, 岳智, 鄧大偉, 等. 頂蓋激光釬焊主要缺陷及關鍵影響因素的研究[J]. 時代汽車, 2020(12): 119-120.
[9] 毛中正, 李冠群, 張妍, 等. 激光釬焊機器人送絲系統優化和故障分析[J]. 中國設備工程, 2019(10): 63-64.