基于25%偏置碰撞工況下2 000 MPa級熱氣脹成型A柱的輕量化研究
2023-04-29 08:05:15李超萬龍張東升李彥云
汽車工藝與材料 2023年3期
李超 萬龍 張東升 李彥云

摘要:基于正面25%偏置碰撞工況,通過建立數(shù)學模型進行仿真分析,以2 000 MPa級熱成形鋼替代A柱1 500 MPa級熱成形鋼,對于材料結(jié)構(gòu)成形方式以熱氣脹成形方式替代傳統(tǒng)熱成形方式,在某車型A柱結(jié)構(gòu)上實現(xiàn)了輕量化設(shè)計。通過小偏置碰撞性能模擬分析,得出A柱使用2 000 MPa級熱成形鋼方案滿足性能要求;通過成本對比分析,由于零件數(shù)量的減少,A柱使用2 000 MPa級熱氣脹成形整體方案的單車成本及零件質(zhì)量均有下降。分析結(jié)果表明,基于2 000 MPa級熱氣脹的A柱輕量化設(shè)計方案具有可行性,可實現(xiàn)單車成本降低10.51元,與原A柱相比質(zhì)量降低27.5%,具有良好的經(jīng)濟效益及輕量化效果,同時應(yīng)用熱氣脹成形方法減小了A柱腔體截面,使A柱障礙角減小22.2%,有效改善了A柱視野盲區(qū)。
關(guān)鍵詞:2 000 MPa 熱氣脹成形 A柱 輕量化 小偏置碰 障礙角
中圖分類號:U467.1+4? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220216
Abstract: Based on the frontal 25% offset collision condition, a mathematical model was established for simulation analysis. 2 000 MPa hot formed steel was used to replace 1 500 MPa hot formed steel, and the hot gas expansion method was used to replace the traditional hot forming method, thus realizing lightweight design on A-pillar structure of a vehicle model. Through the simulation analysis of small offset impact performance, it was concluded that the solution of 2 000 MPa hot formed steel meets the performance requirements. Through cost comparison and analysis, due to the reduction of the number of parts, the single vehicle cost and part mass of the overall scheme of 2 000 MPa hot gas expansion have decreased. The analysis results show that the lightweight design of A-pillar based on 2 000 MPa thermal expansion is feasible, which can reduce the cost of a single vehicle by 10.51 RMB and the weight of the designed A-pillar is 27.5% lower than the original one, which makes it have good economic benefits and lightweight effect. At the same time, the application of thermal expansion reduces the section of A-pillar cavity, reduces the obstacle angle of A-pillar by 22.2%, and effectively improves the blind area of A-pillar visual field.
Key words: 2 000 MPa, Thermal expansion forming, A-pillar, Lightweight, Small offset collision, Obstacle angle
1 前言
正面25%偏置碰撞工況是中國保險汽車安全指數(shù)(C-IASI)車內(nèi)乘員安全指數(shù)的重要工況之一,據(jù)IIHS研究表明,正面25%偏置碰撞評級得到優(yōu)秀(G)、良好(A)或一般(M)的評級,相對于小偏置碰評級為較差(P)的車型,駕駛員在正面碰撞事故中的死亡可能性分別降低46%、33%[1]。正面25%偏置碰撞直接影響到消費者的財產(chǎn)和人身安全,近年來關(guān)注度比較高[2]。傳統(tǒng)汽車發(fā)生碰撞時,主要由防撞梁及縱梁組合結(jié)構(gòu)受力形變吸收碰撞能量,實現(xiàn)保護乘員。C-IASI中新增一項64.4 km/h速度的25%重疊的剛性壁障碰撞試驗,又稱小偏置碰撞試驗。當發(fā)生<25%重疊碰撞時,恰好避開傳統(tǒng)車縱梁吸能結(jié)構(gòu),直接沖擊車輛A柱及乘員艙,導(dǎo)致乘員艙嚴重變形,直接威脅乘員艙人身安全。A柱的變形程度直接影響了乘員的安全空間,因此A柱的設(shè)計對于小偏置碰非常重要。
本文基于某車型A柱的1 500 MPa級熱成形設(shè)計方案,使用2 000 MPa級熱氣脹成形方式進行優(yōu)化設(shè)計,得到輕量化設(shè)計方案,并依據(jù)正面25%偏置碰工況的仿真分析,得到輕量化結(jié)構(gòu)方案的可行性分析和成本對比分析,綜合得出2 000 MPa級熱氣脹成形方案應(yīng)用于A柱的可行性以及帶來的輕量化效果及經(jīng)濟效益顯著[3-7]。
2 25%小偏置碰撞評價方法
25%小偏置碰撞工況試驗如圖1所示,壁障最外側(cè)邊界與車輛中心線的距離為25%的車輛寬度。偏置碰撞的評價分為假人傷害、車輛結(jié)構(gòu)、約束系統(tǒng)與假人運動4個方面。假人傷害通過假人頭部和頸部、胸部、大腿和骻部、腿部和腳部的傷害測量值來評估。單項評價和整體評價均為優(yōu)秀、良好、及格和差。
小偏置碰撞總體評價根據(jù)車輛結(jié)構(gòu)、假人頭部和頸部、胸部、大腿和骻部、腿部和腳部的傷害測量值以及約束系統(tǒng)與假人運動等級計算得到,見表1。
圖2所示為某車型25%小偏置碰撞傳力示意,汽車與剛性壁障的重合程度是車寬的25%,以64.4 km/h恒定速度發(fā)生碰撞,在25%小偏置碰撞過程中,固定壁障直接接觸輪胎,輪胎帶著能量通過Shotgun結(jié)構(gòu)傳遞到A柱結(jié)構(gòu),這就要求A柱結(jié)構(gòu)要具有足夠的剛度和強度來保障乘員艙安全。
3 某車型A柱結(jié)構(gòu)分析
3.1 設(shè)計方案說明
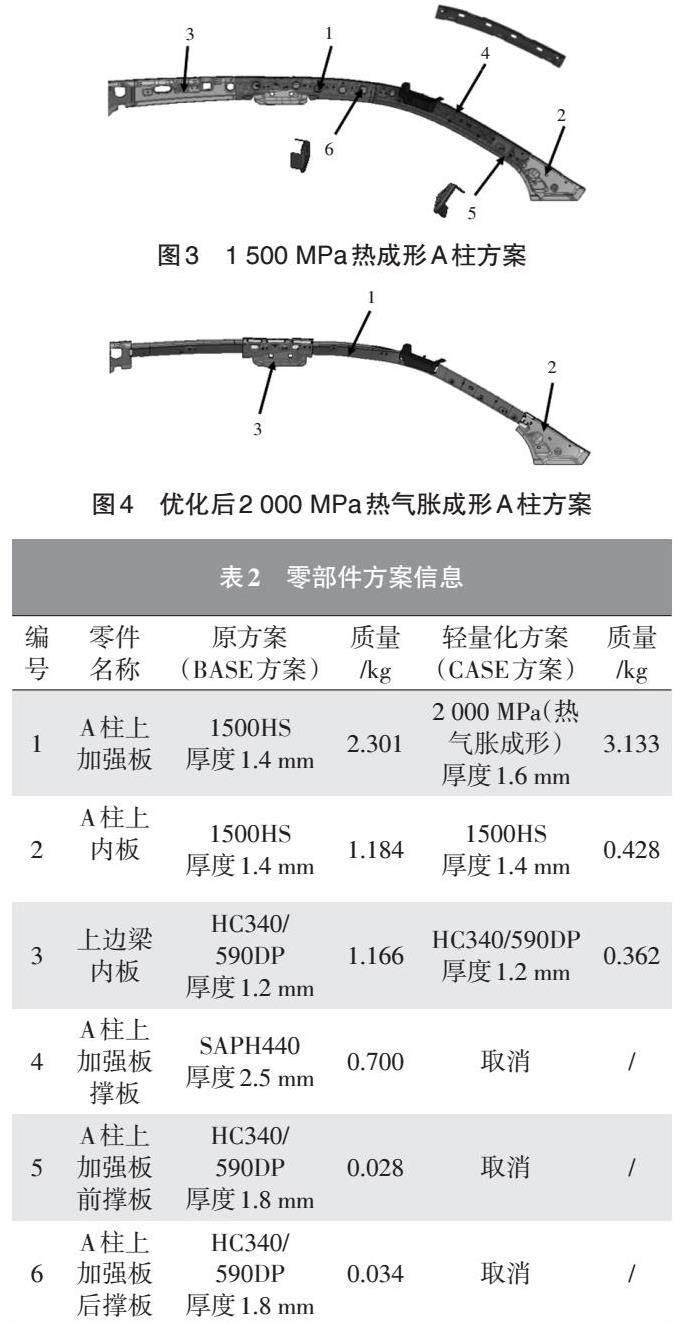
圖3、圖4分別為1 500 MPa級熱成形A柱(BASE方案)、2 000 MPa級熱氣脹成形A柱(CASE方案)的設(shè)計方案,2種方案的材料、零件數(shù)量及成形方式見表2。基于BASE方案,CASE方案在A柱加強板及A柱內(nèi)板上應(yīng)用了2 000 MPa熱氣脹一體封閉腔體成形技術(shù),從而取消了上邊梁加強板及A柱上加強板撐板、A柱上加強板前撐板、A柱上加強板后撐板,共計4個零件,焊點共減少49個,單車質(zhì)量降低2.98 kg,質(zhì)量降低27.5%。
3.2 成形可行性分析
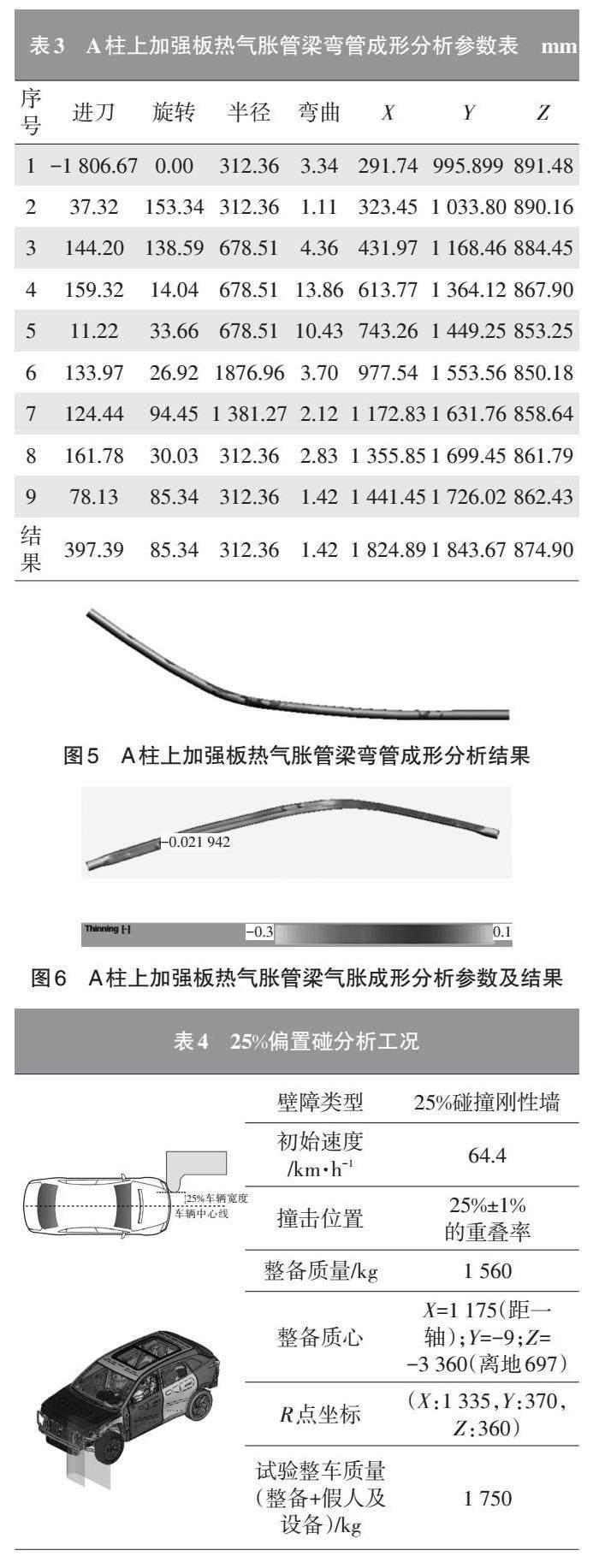
為研究A柱上加強板由1500HS鋼替換為2000HS鋼以及普通熱成形工藝替換熱氣脹成形工藝的成形可行性,用AutoForm軟件進行仿真分析。首先進行彎管模分析:對圓管進行4次彎曲操作,彎管半徑分別為312.36 mm、678.51 mm、1 876.96 mm和1 381.27 mm,從而得到A柱所需曲率,滿足成形要求,分析參數(shù)如表3所示,分析結(jié)果如圖5所示。其次,對A柱上加強板熱氣脹管梁應(yīng)用2 000 MPa級熱型材料進行分析,管件減薄率2.2%,滿足成形性要求,分析參數(shù)及結(jié)果如圖6所示。
3.3 安全性能分析——25%偏置碰工況
基于某車型A柱數(shù)據(jù)及仿真模型,其C-IASI小偏置碰撞車輛結(jié)構(gòu)評級目標為G。在原車型C-IASI小偏置碰撞仿真分析基礎(chǔ)上,將A柱上加強板結(jié)構(gòu)由1 500 MPa級熱成形鋼替換為2 000 MPa級熱成形鋼,并將成形方式由普通熱成形替換為熱氣脹成形,將2種方案分析結(jié)果進行對比和小偏置碰分析工況說明如表4所示。
仿真分析車身變形情況如圖7所示。分析可知,與BASE方案(1 500 MPa熱成形A柱)相比,CASE方案在小偏置碰工況下變形模式無顯著差異,均屬于合理變形模式。前防撞梁、前縱梁、前輪罩上邊梁、前圍下門檻位置發(fā)生吸能變形,乘員艙A柱上位置無變形。
車身測量點位置位移量如表5所示,測量點對應(yīng)整車位置如圖8所示。原方案與輕量化方案乘員艙位置數(shù)值相差不大,如圖9所示,輕量化方案的上鉸鏈位置數(shù)值略超出優(yōu)秀(G)的目標值,但整體結(jié)構(gòu)等級為G,滿足整體指標優(yōu)秀評級要求。
仿真分析結(jié)果表明,由1 500 MPa原方案更替換為2 000 MPa的輕量化方案是可行的。
3.4 成本對比分析
針對原方案及2 000 MPa方案進行零件成本及工裝費用分析,估算費用如表6所示。
目前由于2 000 MPa級熱成形鋼原材料價格仍顯著高于1 500 MPa級熱成形鋼[8],所以造成熱氣脹成形零件價格有一定程度上漲。由表5估算費用可知,由原1 500 MPa級熱成形鋼方案替換為2 000 MPa級熱氣脹成形鋼方案,因熱氣脹模具費用偏高,造成工裝費用上漲140萬元,熱成形零件成本增加16.88元,但通過熱氣脹工藝可以減少3個零件及49個焊點,總體單車成本可降低10.51元,實現(xiàn)降低質(zhì)量2.98 kg。分析表明,A柱上加強板應(yīng)用2 000 MPa級熱氣脹成形后,在滿足性能需求的條件下,雖熱氣脹成形零件成本上漲,但由于零件數(shù)量和焊點的減少,最終實現(xiàn)了單車成本和質(zhì)量的降低,具有顯著的經(jīng)濟效益及輕量化效果。
3.5 A柱障礙角對比分析
圖10為A柱水平截面障礙角示意,在A柱上做2個水平截面,即A柱與S1截面,從PM點向前做與水平面向上成2°的平面,過此平面與A柱相交的最前點做水平截面;A柱與S2截面,從PM點向前做與水平面向下成5°的平面,過此平面與A柱相交的最前點做水平截面。將S1、S2截面投影到駕駛員觀察時其眼睛所在的水平面內(nèi),A柱障礙角在該平面內(nèi)測量[9-10]。
圖11為原方案A柱與輕量化方案A柱障礙角截面對比示意,其中原方案A柱障礙角為5.08°,輕量化方案A柱障礙角為3.95°。輕量化方案A柱的截面結(jié)構(gòu)大小與原方案A柱相比明顯減小,比原方案A柱障礙角減小了22.2%,從而有效地改善了A柱的視野盲區(qū)。
輕量化方案滿足了小偏置碰撞安全性能要求、輕量化要求和降本要求。從圖11可以看出,輕量化方案熱氣脹封閉腔體A柱還能減小A柱截面,從而減小了A柱障礙角,有效改善A柱的視野盲區(qū)。
4 結(jié)束語
本文基于某車型A柱已應(yīng)用1 500 MPa級熱成形鋼的方案,使用2 000 MPa級熱氣脹封閉腔體成形方案進行輕量化設(shè)計,并進行成形、性能、成本及障礙角分析,得出以下結(jié)論。
a.在車身A柱加強板上采用2 000 MPa熱成形鋼,并采用熱氣脹封閉腔體成形方式,取消了內(nèi)部加強撐板結(jié)構(gòu)及焊點,使零件數(shù)量減少3個,焊點減少49個,質(zhì)量降低2.98 kg,與原A柱相比質(zhì)量降低27.5%。
b.通過工藝分析,采用2 000 MPa級熱成形鋼,進行熱氣脹管梁折彎成形及氣脹成形分析,通過4次彎曲操作得到A柱所需曲率,完成熱氣脹成形,減薄率≤2.2%,滿足成形要求。
c.通過小偏置碰仿真分析,在A柱上應(yīng)用2 000 MPa級熱成形鋼,取消內(nèi)部加強撐板后,乘員艙A柱位置無變形,輕量化方案的上鉸鏈位置數(shù)值略超出評級優(yōu)秀(G)的目標值,但整體結(jié)構(gòu)等級依然為優(yōu)秀(G),滿足整體指標優(yōu)秀評級要求,有效保障了小偏置碰撞工況下乘員的安全。
d.通過成本對比分析,由1 500 MPa級熱成形鋼切換為2 000 MPa級熱成形鋼,零件成本上升主要來源于原材料成本上漲;由普通熱成形工藝替換為熱氣脹成形工藝,工裝模具費用上升源于新工藝的技術(shù)成本;但通過減少零件數(shù)量及焊點數(shù)量,實現(xiàn)了單車成本及零件質(zhì)量的降低,具有顯著的經(jīng)濟效益及輕量化效果。
e.通過A柱障礙角的分析,A柱應(yīng)用2 000 MPa級熱氣脹成形工藝,實現(xiàn)零件腔體截面的減小,使A柱障礙角由5.08°減小為3.95°,減小了22.2%,從而有效改善了A柱視野盲區(qū)。
參考文獻:
[1] 中國保險行業(yè)協(xié)會.中國保險汽車安全指數(shù)規(guī)程: C-IASI-SM.CC-BO[S]. 北京: 中保研汽車技術(shù)研究院有限公司, 2020.
[2] 胡遠志. 某乘用車小偏置碰撞結(jié)構(gòu)耐撞性優(yōu)化仿真[D]. 重慶: 重慶理工大學, 2018.
[3] 袁清華, 黃重國, 吳昕, 等. 輕質(zhì)高強度汽車結(jié)構(gòu)件熱態(tài)金屬氣壓成形工藝[J]. 新技術(shù)新工藝, 2007(8): 52-54.
[4] 王彭濤, 李學濤, 李翔宇, 等. 2 000 MPa 熱沖壓鋼相變行為及熱沖壓溫度工藝研究[J]. 冶金與材料, 2019(5): 1-4.
[5] 馬鳴圖, 蔣松蔚, 李光瀛, 等. 熱沖壓成形鋼的研究進展[J]. 機械工程材料, 2020(7): 1-8.
[6] 王利剛, 李軍. 我國汽車輕量化材料“十三五”時期發(fā)展回顧及未來展望沖壓成形鋼的研究進展[J]. 新材料產(chǎn)業(yè), 2020(6): 25-30.
[7] 段宏強, 韓志勇, 王斌. 2 000 MPa熱成形車門防撞梁開發(fā)與性能研究[J]. 汽車工藝與材料, 2021(4): 33-39.
[8] 李彥云, 張東升, 李超. 基于2 000 MPa熱成型鋼的A柱輕量化設(shè)計[J]. 汽車工藝與材料, 2022(6): 55-58.
[9] 全國汽車標準化技術(shù)委員會. 汽車駕駛員前方視野要求及測量方法: GB 11562—2014[S]. 北京: 中國標準出版社, 2014.
[10] 吳傳紅. 汽車A柱視野研究與優(yōu)化[J]. 上海汽車.2017(9): 44-46.
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電影(2018年12期)2018-12-23 02:18:48
電子制作(2018年18期)2018-11-14 01:48:24
特別健康(2018年2期)2018-06-29 06:13:42
領(lǐng)導(dǎo)決策信息(2017年10期)2017-05-17 04:49:02
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
俄羅斯問題研究(2012年1期)2012-03-25 09:54:48