耐磨陶瓷耐沖擊試驗及分析
2023-04-29 00:44:03楊忠斌馮文強王強
冶金信息導刊 2023年1期
關鍵詞:分析
楊忠斌 馮文強 王強
摘 要:介紹耐磨陶瓷的兩種簡單耐沖擊試驗和Q235B鋼塊擊裂(開)耐磨陶瓷塊沖擊點壓強的一種估算方法,對設備合理選用耐磨陶瓷有一定的指導意義。
關鍵詞:耐磨陶瓷;耐沖擊;試驗;分析
IMPACT RESISTANCE TEST AND ANALYSIS OF WEAR-RESISTANT CERAMICS
Yang Zhongbin1 2 Feng Wenqiang1 2 Wang Qiang1 2
(1.Hebei Province Intelligent Furnace Top Equipment Engineering Research Center. Qinhuangdao 066318,China; 2.Qinhuangdao Qinye Heavy Industry Co., Ltd. Qinhuangdao 066318,China)
Abstract:This paper introduces two simple impact tests of wear-resistant ceramics and a method for estimating the impact point pressure of Q235B steel blocks cracking (opening) wear-resistant ceramic blocks, which has certain guiding significance for the rational selection of wear-resistant ceramics for equipment.
Key words:wear-resistant ceramics; impact resistance; test; analysis
0 前 言
耐磨陶瓷是以Al2O3為原料、以稀有金屬氧化物為熔劑、經過1 650 ℃以上的溫度燒結制成的特種陶瓷,具有硬度高、耐磨與耐熱性好、重量輕的特點,在鋼鐵、火電、煤炭、礦山、化工、水泥、港口及其他機械等行業的輸料、制粉、排灰除塵等磨損較大設備上的應用越來越多。目前,國內常用的耐磨陶瓷Al2O3含量為95%(俗稱95瓷)和92%(俗稱92瓷)。
耐磨陶瓷還具有對微小缺陷十分敏感、斷裂韌度較低的物理特性。目前,對耐磨陶瓷的耐磨性、抗壓強度、抗彎強度及陶瓷斷裂韌性研究的公開資料及數據很多,并且基本一致。但對多大的沖擊點壓強能將耐磨陶瓷破裂,公開資料中的研究結果均為實驗室條件下取得的,并且沒有Q235B鋼塊沖擊耐磨陶瓷的研究數據。
相關資料表明,在測試Al2O3材料樣塊表面的維氏硬度時,當測試壓頭產生23.7 GPa的壓強后,壓頭下Al2O3樣塊表面的底痕邊緣會發生細微破碎,同時在任痕角上沿對角線延長方向上產生裂紋[2]。另有資料顯示,基于AD95陶瓷高壓聲速研究結果,對雨貢紐狀態的有效剪切模量進行了分析討論,結果表明:1)與無損傷情況下的理論有效剪切模量相比,實測的有效剪切模量在加載應力大于HEL之后具有明顯的下降過程,體現了材料開始發生等效損傷以及損傷程度不斷增加的過程。2)有效剪切模量雖然降低但并不降低到零,材料仍然具有一定表觀強度。3)當加載應力大于約40 GPa之后,有效剪切模量隨加載應力的增加逐漸增大,明顯低于理論有效剪切模量,但變化趨勢近乎平行,表明此時材料發生了嚴重的等效損傷,處于類流體狀態[3]。
秦冶重工公司的主導產品之一高爐爐頂裝料設備,是煉鐵高爐接收并向爐內傳輸爐料的關鍵設備,爐料中大多夾雜鋼板等硬物,如近年為提高出鐵產量,鋼鐵廠會在爐料中有計劃添加廢鋼,廢鋼等硬物沖擊力對設備的影響不容忽視。我們為確保設備應用耐磨陶瓷的部位使用壽命符合預期要求,對耐磨陶瓷進行了一些模擬工況條件的簡單耐沖擊試驗與分析。
1 耐磨陶瓷的耐沖擊試驗
1.1 物體自由落體垂直沖擊平置耐磨陶瓷板的試驗
1.1.1 試驗情況
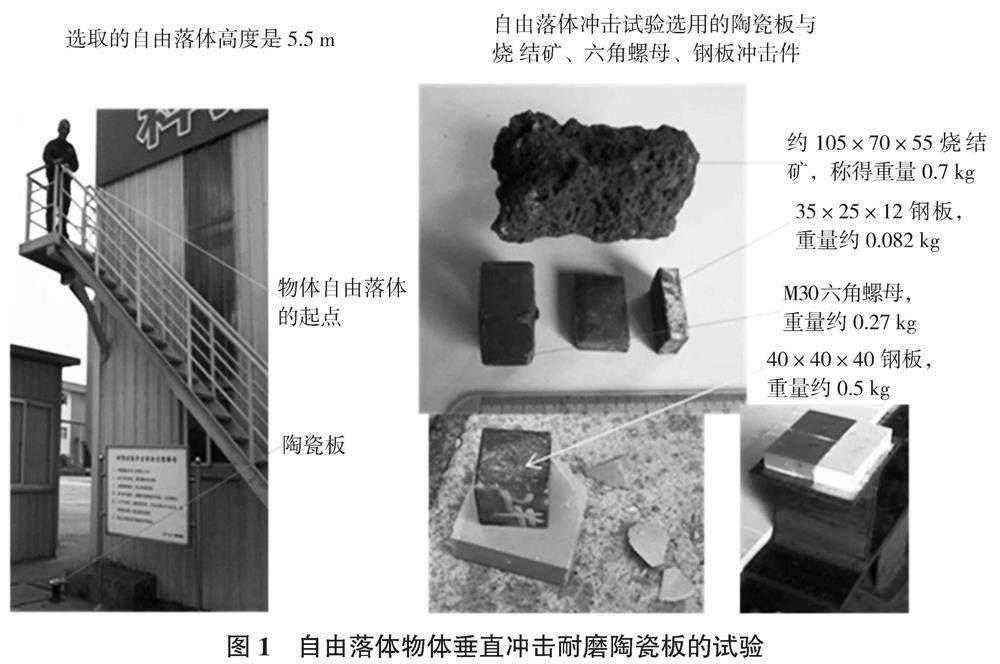
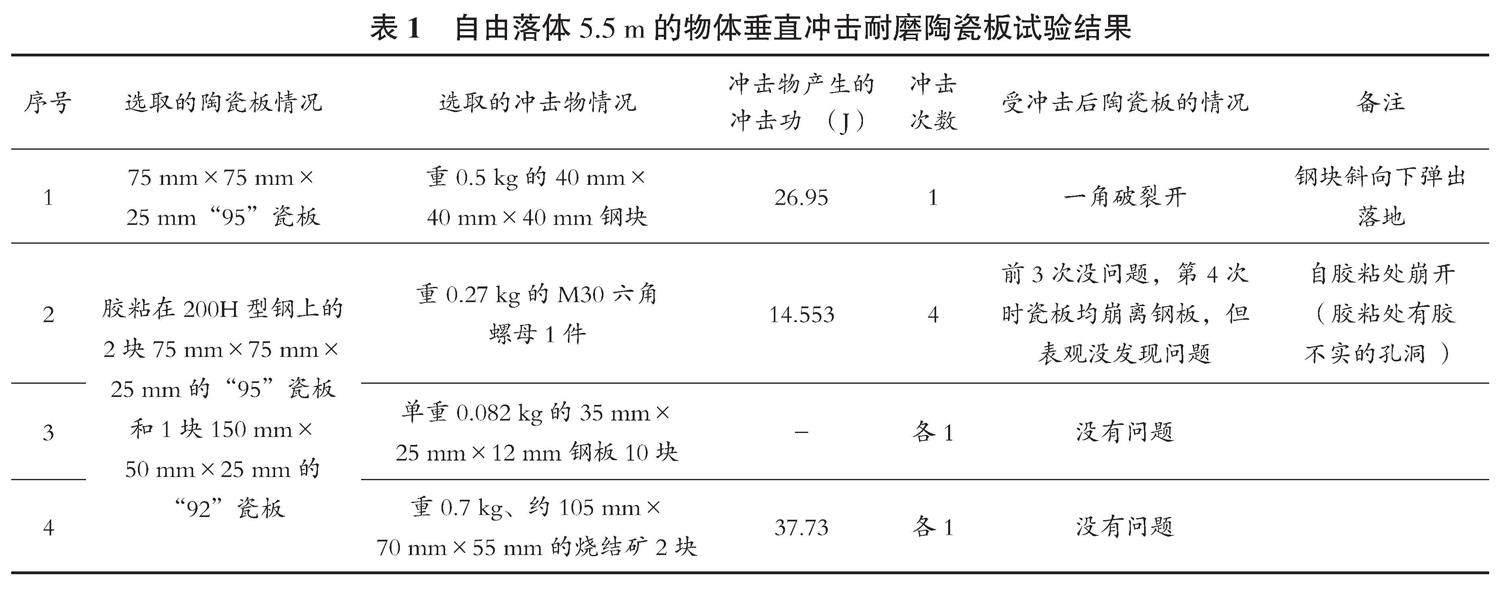
選取2種耐磨陶瓷板,進行了圖1所示的物體自由落體垂直沖擊它們的試驗,結果見表1。
試驗中,Q235B材質的40 mm×40 mm×40 mm鋼塊自由落體5.5 m擊裂(開)浮放在石板上的耐磨陶瓷板時,鋼塊被斜向下彈出、落地,鋼塊一尖角被壓碓成圖2-2中的三角形 。隨后,又多次用同樣尺寸的幾個鋼塊,自由落體2 m垂直沖擊另外的75 mm×75 mm×25 mm耐磨陶瓷板,陶瓷板除出現沖擊亮印之外,沒有損傷,鋼塊被彈起幅度很小,鋼塊邊角有不同程度的變形,均明顯小于前述擊裂(開)陶瓷襯板的鋼塊變形。
1.1.2 估算40 mm×40 mm×40 mm鋼塊自由落體5.5 m擊裂(開)耐磨陶瓷板的沖擊點壓強
1.1.2.1 繪制分析圖
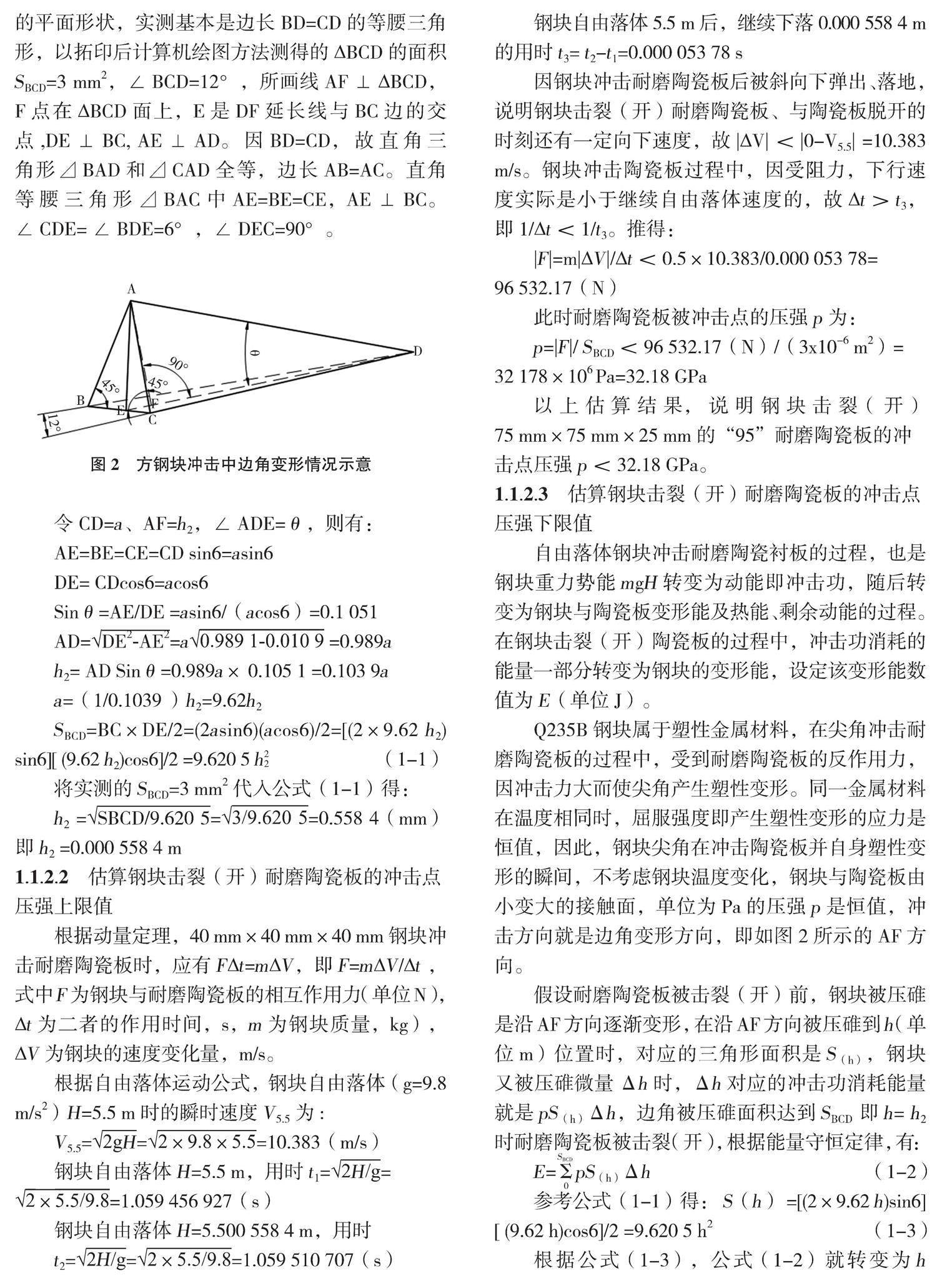
圖2是我們根據試驗情況繪制的分析圖,其中A角是試驗用40 mm×40 mm×40 mm鋼塊擊裂(開)陶瓷板前的原始角,?BCD是方鋼塊A角被壓碓后的平面形狀,實測基本是邊長BD=CD的等腰三角形,以拓印后計算機繪圖方法測得的?BCD的面積SBCD=3 mm2,∠BCD=12°,所畫線AF⊥?BCD,F點在?BCD面上,E是DF延長線與BC邊的交點,DE⊥BC, AE⊥AD。因BD=CD,故直角三角形⊿BAD和⊿CAD全等,邊長AB=AC。直角等腰三角形⊿BAC中AE=BE=CE,AE⊥BC。∠CDE=∠BDE=6°,∠DEC=90°。
令CD=a、AF=h2,∠ADE=θ,則有:
AE=BE=CE=CD sin6=asin6
DE= CDcos6=acos6
Sinθ=AE/DE =asin6/(acos6)=0.1 051
AD=√DE2-AE2=a√0.989 1-0.010 9 =0.989a
h2= AD Sinθ=0.989a× 0.105 1 =0.103 9a
a=(1/0.1039 )h2=9.62h2
SBCD=BC×DE/2=(2asin6)(acos6)/2=[(2×9.62 h2)sin6][ (9.62 h2)cos6]/2 =9.620 5 h2 2? ? ? ? ? ? ? ? ? ? ? ?(1-1)
將實測的SBCD=3 mm2代入公式(1-1)得:
h2 =√SBCD/9.620 5=√3/9.620 5=0.558 4(mm)即h2 =0.000 558 4 m
1.1.2.2 估算鋼塊擊裂(開)耐磨陶瓷板的沖擊點壓強上限值
根據動量定理,40 mm×40 mm×40 mm鋼塊沖擊耐磨陶瓷板時,應有F?t=m?V,即F=m?V/?t ,式中F為鋼塊與耐磨陶瓷板的相互作用力(單位N),?t為二者的作用時間,s,m為鋼塊質量,kg),?V為鋼塊的速度變化量,m/s。
根據自由落體運動公式,鋼塊自由落體(g=9.8 m/s2)H=5.5 m時的瞬時速度V5.5為:
V5.5=√2gH=√2×9.8×5.5=10.383(m/s)
鋼塊自由落體H=5.5 m,用時t1=√2H/g=
√2×5.5/9.8=1.059 456 927(s)
鋼塊自由落體H=5.500 558 4 m,用時
t2=√2H/g=√2×5.5/9.8=1.059 510 707(s)
鋼塊自由落體5.5 m后,繼續下落0.000 558 4 m的用時t3= t2-t1=0.000 053 78 s因鋼塊沖擊耐磨陶瓷板后被斜向下彈出、落地,說明鋼塊擊裂(開)耐磨陶瓷板、與陶瓷板脫開的時刻還有一定向下速度,故|?V| <|0-V5.5| =10.383 m/s。鋼塊沖擊陶瓷板過程中,因受阻力,下行速度實際是小于繼續自由落體速度的,故?t>t3,即1/?t<1/t3。推得:
|F|=m|?V|/?t<0.5×10.383/0.000 053 78=96 532.17(N)
此時耐磨陶瓷板被沖擊點的壓強p為:
p=|F|/ SBCD<96 532.17(N)/(3x10-6 m2)=32 178×106 Pa=32.18 GPa
以上估算結果,說明鋼塊擊裂(開)
75 mm×75 mm×25 mm的“95”耐磨陶瓷板的沖擊點壓強p<32.18 GPa。
1.1.2.3 估算鋼塊擊裂(開)耐磨陶瓷板的沖擊點壓強下限值
自由落體鋼塊沖擊耐磨陶瓷襯板的過程,也是鋼塊重力勢能mgH轉變為動能即沖擊功,隨后轉變為鋼塊與陶瓷板變形能及熱能、剩余動能的過程。在鋼塊擊裂(開)陶瓷板的過程中,沖擊功消耗的能量一部分轉變為鋼塊的變形能,設定該變形能數值為E(單位J)。
Q235B鋼塊屬于塑性金屬材料,在尖角沖擊耐磨陶瓷板的過程中,受到耐磨陶瓷板的反作用力,因沖擊力大而使尖角產生塑性變形。同一金屬材料在溫度相同時,屈服強度即產生塑性變形的應力是恒值,因此,鋼塊尖角在沖擊陶瓷板并自身塑性變形的瞬間,不考慮鋼塊溫度變化,鋼塊與陶瓷板由小變大的接觸面,單位為Pa的壓強p是恒值,沖擊方向就是邊角變形方向,即如圖2所示的AF方向。
假設耐磨陶瓷板被擊裂(開)前,鋼塊被壓碓是沿AF方向逐漸變形,在沿AF方向被壓碓到h(單位m)位置時,對應的三角形面積是S(h),鋼塊又被壓碓微量Δh時,Δh對應的沖擊功消耗能量就是pS(h)Δh,邊角被壓碓面積達到SBCD 即h= h2時耐磨陶瓷板被擊裂(開),根據能量守恒定律,有:
E=ΣpS(h)Δh? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?(1-2)
參考公式(1-1)得: S(h) =[(2×9.62 h)sin6]
[ (9.62 h)cos6]/2 =9.620 5 h2? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (1-3)
根據公式(1-3),公式(1-2)就轉變為h的函數公式:
E=Σ9.620 5ph2?h
利用積分推得:
E=∫h2 09.620 5ph2dh=∫0.0005584 09.620 5ph2dh=
3.206 8p h3l0.0005584 0 +C=3.206 8×0.000 558 43p+C=
5.583 5×10-10p+C? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?(1-4)
在E=0時,沒有變形能,也就不存在產生變形的作用力,即此情況下p=0,代入上式就有C=0
公式(1-4)即為:
E=5.583 5×10-10p? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?(1-5)
重0.5 kg的40 mm×40 mm×40 mm鋼塊自由落體2 m時,具有的能量mgH=0.5 kg×9.8 m/s2×
2 m=9.8 J,前述的試驗中,此鋼塊沒有將陶瓷板擊裂(開),說明擊裂(開)陶瓷板的沖擊功應大于
9.8 J。由公式(1-5)推得擊裂(開)耐磨陶瓷板的p為:
5.583 5×10-10 p>9.8
p>1.755×1010 Pa即p>17.55 GPa
以上估算結果,說明鋼塊擊裂(開)
75 mm×75 mm×25 mm的“95”耐磨陶瓷板的沖擊點壓強p>17.55 GPa。
1.1.2.4 對估算結果的說明
以上的估算結果說明:具有9.8 J沖擊功的Q235B鋼塊沖擊75 mm×75 mm×25 mm的“95”耐磨陶瓷板,在尖角被碓成近3 mm2、沖擊點壓強大于17.55 GPa后,可能會將耐磨陶瓷擊裂(開);具有26.95 J沖擊功的Q235B鋼塊沖擊75 mm×
75 mm×25 mm的“95”耐磨陶瓷板,在尖角被碓成3 mm2時,會將耐磨陶瓷被擊裂(開),此時沖擊點壓強小于32.18 GPa。
以上的估算結果,與前文所述參考資料中介紹的23.7 GPa測試壓頭會使“Al2O3樣塊表面的底痕邊緣會發生細微破碎,同時在任痕角上沿對角線延長方向上產生裂紋”[2]和資料中介紹的發生嚴重等效損傷時的40 GPa有差異[3]。我們認為有以下三方面原因:
1)實驗室試驗用的耐磨陶瓷,其質量指標通常優于工業產品的質量指標。
2)試驗中取沒將陶瓷板擊裂(開)的9.8 J沖擊功作為擊裂(開)陶瓷板的沖擊點壓強下限因子,所得數值明顯會比實際值小,這樣設計選型時會更安全。如果有必要,可以大于9.8 J沖擊功的Q235B鋼塊繼續試驗,找出準確的沖擊點壓強下限值。
3)試驗中選用的耐磨陶瓷板是浮放在石板上的,鋼塊尖角沖擊使耐磨陶瓷板破裂(開),耐磨陶瓷板不是被固定好實施剪切,因此,陶瓷破裂時所受沖擊壓力會小于40 GPa。
1.2 物料自由落體沖擊45°耐磨陶瓷板的試驗
為了解高爐爐頂裝料設備在工況條件下,物料對內襯耐磨陶瓷板部件的沖擊情況,我們分別選取25 mm厚的“95”陶瓷板和“92”陶瓷板,粘接了兩塊1 800 mm×1 800 mm試板(鋼板厚25 mm),在帶有高清錄像儀的爐頂設備試驗平臺上,進行了圖3所示的物料自由落體9 m沖擊45°陶瓷板的試驗,結果見表2,陶瓷板出現的現象見圖4。
試驗顯示,重6.89 kg、沖擊功810 J的Q235B鋼板沒有擊裂(開)陶瓷板,810 J與1.1試驗中擊裂(開)陶瓷板的重0.5 kg鋼塊沖擊功26.95 J的比值為30.06。
2 耐磨陶瓷板耐沖擊試驗結論
通過以上的試驗及分析,我們可以得出以下結論:
1)粘接在鋼板上的陶瓷板,顯著比浮放在石板上的陶瓷板耐沖擊,即被擊裂(開)的風險小很多。
2)粒度75 mm的燒結礦自由落體9 m、以45°沖擊(沖擊功172 J)粘接在25 mm厚鋼板上的25 mm厚“92” 或“95”陶瓷板,擊傷陶瓷板的風險很小。
3)自由落體12 m的6.89 kg、190 mm×185 mm×25 mm鋼板(Q235B材質),以45°沖擊(沖擊功810 J)粘接在25 mm厚鋼板上的25 mm厚“92” 或“95”陶瓷板中部的同一部位三次,不會擊裂(開)陶瓷板,會砸出小凹坑,但無肉眼可見裂紋。
4)粘接在鋼板上的陶瓷板,如果用膠的質量或粘接質量欠佳,在硬物的沖擊下,即使表面沒有被擊傷,也有與鋼板脫離的風險。設計時,應根據工況條件,對陶瓷板選用適宜的固定方法,例如除膠粘之外,還可以選用膠粘與焊接壓塊相結合、膠粘與燕尾槽卡板固定相結合等方法,膠的質量一定要符合工況條件。
5)陶瓷板暴露在外的邊沿受硬物沖擊時,容易被擊傷(如掉岔)。設計時,應盡量使陶瓷板邊沿不被沖擊,如果邊沿被沖擊不可避免,在邊沿貼放尺寸適當的金屬護板也是一種可行的保護方法。
6) 相互粘接的陶瓷板,其接縫處受硬物沖擊時,接縫的邊沿容易被擊傷。設計時,應盡量使縫隙最小。
參考文獻
[1] 陳文,吳建青,許啟明.《材料物理性能》[M].武漢:武漢理工大學出版社,2010.
[2] newmaker. 《陶瓷的力學性能》.佳工機電網.
[3] 孫占峰. 氧化鋁陶瓷沖擊壓縮損傷及殘余強度實驗研究[D].中國工程物理研究院,2012.
[4] 苗玉金.耐磨陶瓷在高爐爐頂裝料設備上的應用與調研[J].通用機械,2014(2):27-31.
[5] 成大先.《機械設計手冊》[M].(第5版)北京:化學工業出版社,2007.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06