基于激光剪切散斑干涉的包覆藥柱界面缺陷類型分辨①
2023-05-23 03:52:22占明明李東峰簡琦薇張貴輝
固體火箭技術 2023年2期
王 碩,占明明,劉 斌*,李東峰,簡琦薇,張貴輝
(1.上海工程技術大學 機械與汽車工程學院,上海 201620;2.湖北航天化學技術研究所,特種推進劑研究室,襄陽 441003)
0 引言
固體推進劑作為一種高能復合材料,廣泛應用于導彈和航天運載系統[1]。包覆層作為固體推進劑結構的重要組成部分,不僅能隔絕高溫保護固體推進劑,還將直接影響固體推進劑內彈道性能[2]。然而,藥柱基體在包覆過程中,包覆層與襯層之間不可避免地會產生如脫粘、氣泡、夾雜等缺陷[3-5]。實際工程發現,脫粘缺陷會嚴重影響固體推進劑藥柱的結構完整性,它是導致固體發動機的發射失敗或者爆炸的主要原因[6-7]。目前,很多無損檢測方法均可成功檢測固體推進劑包覆層缺陷,如光學[8]、超聲[9]、X射線[10]、脈沖熱成像[11]等。這些技術均有各自的優勢和局限性,其中激光剪切散斑干涉技術具有實時、高效率、無污染、結構簡單、無接觸等特點,在實際檢測工程中被廣泛使用[12-16]。
然而,高精度的激光剪切散斑干涉技術不僅可以得到脫粘缺陷干涉條紋,還能得到氣泡缺陷及夾雜缺陷等非脫粘類缺陷的干涉圖像[17]。在固體推進劑包覆層與襯層之間的氣泡、夾雜等缺陷往往會讓檢測人員產生誤判,對非脫粘缺陷的固體推進劑進行剖開檢查,造成固體推進劑樣品的大量浪費。因此,對固體推進劑包覆層脫粘類缺陷和非脫粘類缺陷進行分辨十分必要。現有針對固體推進劑包覆層缺陷類型識別的研究較少。MAJID等[18]利用內聚力模型和有限元方法得出了不同缺陷類型對粘接接頭強度有顯著影響,但并沒有對缺陷類型進行區分。張軍等[19]利用有限元軟件分析了氣泡缺陷對粘接結構的影響。然而,該研究在模擬氣泡缺陷時,去除了缺陷位置處的襯層,與實際情況存在較大差異,與脫粘缺陷的模擬并無明顯差別。
本文自主搭建激光剪切散斑測試系統,利用負壓加載激勵,對預設有脫粘缺陷、氣泡缺陷和夾雜缺陷的平板試樣進行缺陷檢測。同時,利用有限元數值計算方法,在負壓加載和熱加載兩種條件下,對三種缺陷結構的離面位移進行定量分析,對比脫粘缺陷與非脫粘缺陷的變形差異。
1 實驗
1.1 實驗對象和缺陷類型
預設有不同缺陷類型的平板試件如圖1所示,尺寸為200 mm×200 mm×50 mm。試件包覆層為類橡膠,厚度為2 mm,長和寬略大于基體尺寸(圖1(a));襯層的厚度約為0.5 mm;固體推進劑試件均為湖北航天化學技術研究所提供。試件包覆層和襯層的成分均與真實的包覆藥柱一致,基體采用特殊復合材料模擬,不具有危險性。試件中缺陷的大小和布置由湖北航天化學技術研究所依據其內部的文件《激光錯位散斑包覆藥柱襯層脫粘缺陷制作方式》來設計和完成制作的。試件在包覆層A與襯層之間預設有夾雜缺陷和脫粘缺陷(圖1(b)),包覆層B與襯層之間預設有氣泡缺陷(圖1(c))。
在A1區域中,以普通透明膠帶分割出不同尺寸的圓形,貼在包覆層上,制作成夾雜缺陷,夾雜缺陷直徑分別為1、2、3、5、8 mm,每行中3個缺陷尺寸相同。在A2區域中,以普通透明膠帶包裹圓形塑料片,貼在包覆層上,制作成脫粘缺陷,脫粘缺陷直徑分別為1、2、3、4、5 mm,每行中3個缺陷尺寸相同。包覆層A內各缺陷尺寸見表1。

表1 包覆層A內各缺陷類型與尺寸Table 1 The types and sizes of defects in A coating layer
在B1區域中,將真實固體推進劑中出現的單個圓形氣泡缺陷剪下(裁剪時無法完全保證裁剪區域為圓形),放置于平板試樣襯層中,制作成單個氣泡缺陷。其中,B1-1內部有多個單一氣泡,B1-2和B1-3缺陷均是只有一個氣泡。在B2區域中,將真實固體推進劑中出現的密集氣泡缺陷剪下,放置在平板試樣襯層中,制作密集型氣泡缺陷。包覆層B下襯層內各缺陷類型及尺寸如表2所示。
(a)The specimen structure (b)Defects preset on surface A of specimen (c)Defects preset on surface B of specimen圖1 平板檢測試件Fig.1 Plate test specimen

表2 包覆層B內各缺陷類型與尺寸Table 2 The types and sizes of defects in B coating layer
1.2 剪切散斑干涉檢測系統
剪切散斑干涉是一種可精確檢測物體表面微小離面變形的光學干涉技術[13]。對檢測物體進行外部激勵,使得物體表面發生變形,由于缺陷區域與正常區域的細微變形差異,會引起干涉條紋發生“畸變”,形成“蝴蝶狀”條紋。因此,可根據特殊干涉條紋來判斷缺陷位置、形狀、大小等信息[20]。
剪切散斑干涉技術的原理如圖2(a)所示。擴束后的激光照射在被測物體的表面,漫反射的激光在分光鏡處產生透射和反射,分別到達剪切鏡和相移鏡。剪切鏡產生一個微小的剪切角度,使得再次被反射的兩束激光在數字相機靶面上發生干涉,最終形成散斑干涉圖像。物體表面的離面位移是指垂直于物體方向(圖2中z方向)上的位移[21]。因為激光照射方向與觀察方向的夾角幾乎為零且均垂直于物體表面,當物體的表面發生變形時,剪切散斑干涉測量的相位差和物體表面離面位移一階導數的關系為
?w/?x=Δφλ/(4πδ)
(1)
式中λ為激光的波長;δ為剪切量的大小;Δφ為被測物體由于變形引起的位相差。
本文基于剪切散斑干涉原理構建了無損檢測系統,如圖2(b)所示。無損檢測系統主要組件包括負壓艙、平板試件、激光器、分光鏡、數字相機、剪切鏡、PTZ控制器、PTZ、反射鏡、信號發生器、計算機。前期研究[22]已證明,在利用剪切散斑干涉光測系統對包覆試樣進行缺陷檢測時,負壓加載可以作為有效的外部激勵條件。
(a)Optical path of shearography interference (b)Experimental detection system圖2 剪切散斑干涉光測系統Fig.2 Shearography interferometry optical measurement system1—Vacuum chamber;2—Plate sample;3—Laser;4—Beam splitter mirror;5—Digital camera;6—Shear mirror; 7—PTZ control;8—PTZ;9—Reflective mirror;10—Signal generator;11—Computer
1.3 有限元數值模擬
為了進一步分析脫粘缺陷、夾雜缺陷和氣泡缺陷在真空負壓加載條件下的變形機理,利用ABAQUS軟件對三種缺陷進行了仿真模擬。試件整體采用二維平面結構,包括橡膠包覆層、粘結劑(襯層)和基體。試件整體寬度為30 mm。橡膠層厚度為2 mm,襯層厚度為0.5 mm,基體厚度為15 mm。各部分材料參數如表3所示[23-24]。其中,基體以粘彈性泊松比和Prony級數來表征粘彈性[25],剪切松弛模量(G)和對應的松弛時間(τ)如表4所示。仿真模擬過程中,固定基體的底面,限制其6個自由度,而兩邊設置為自由邊界。負壓加載條件為5、10、15、20 kPa四種情況。另外,本文還采用了熱加載方式對脫粘缺陷、夾雜缺陷和氣泡缺陷進行了研究。

表3 材料的力學參數和熱學參數Table 3 Mechanical and thermal parameters of the material

表4 基體的Prony 級數Table 4 Prony series of binder
(a)Debonding defect
模擬脫粘時,將缺陷位置處的襯層結構去除,使得包覆層與基體之間完全分離,如圖3(a)所示。設計脫粘缺陷尺寸分別為5、10、20 mm。模擬氣泡缺陷時,設置R=0.06 mm的圓球代替氣泡[26],氣泡布置于襯層中,如圖3(b)所示。通過設計圓球數量使氣泡缺陷尺寸與脫粘缺陷尺寸保持一致。同時,為了體現不同氣泡密集程度,分別設計了單層、雙層和三層氣泡的缺陷。模擬夾雜缺陷時,設計將0.1 mm的薄片夾雜物置于襯層中,并緊貼橡膠層下方,如圖3(c)所示。設計薄片夾雜物尺寸為5 mm和10 mm,材質為聚氯乙烯,材料參數如表3所示。
2 結果分析與討論
2.1 負壓加載下缺陷干涉條紋
包覆層A與襯層間的夾雜缺陷和脫粘缺陷檢測結果如圖4所示。當負壓加載值達到10 kPa時,A1區域內夾雜缺陷沒有出現明顯的條紋,而A2區域內所有脫粘缺陷均出現了剪切散斑特征條紋。當負壓加載值達到20 kPa時,A2區域中尺寸較大的脫粘缺陷的特征條紋已經模糊,而A1區域始終未出現明顯的特征條紋。可見,即使在20 kPa負壓激勵下,A1區域內夾雜缺陷處的表面變形仍無法達到光測系統檢測范圍。實驗結果表明,在相同負壓激勵下,脫粘缺陷的離面位移要明顯大于夾雜缺陷。
包覆層B與襯層之間的氣泡缺陷檢測結果如圖5所示。負壓加載到5 kPa時,B1區域內單個氣泡缺陷和B2區域內密集氣泡缺陷均產生了明顯特征條紋,但B2區域內密集氣泡缺陷條紋已模糊化,說明B2區域內密集氣泡缺陷所引起的離面位移更大。當負壓加載值達到10 kPa時,B1區域中直徑為2 mm的氣泡缺陷特征條紋開始模糊,直徑為1.5 mm氣泡缺陷的特征條紋也進一步增加,而B2區域內密集氣泡缺陷的特征條紋更加模糊。分析認為,由于氣泡缺陷制作是將真實存在的氣泡缺陷從原有的襯層中剪下來,所以放置在平板試樣中的尺寸要稍大于氣泡的尺寸。B1區域中直徑為1.5 mm和直徑為2 mm的氣泡缺陷比A2區域同尺寸的脫粘缺陷要大。另外,檢測氣泡缺陷得到的特征條紋與脫粘缺陷相比,二者并沒有明顯的差異,其原因可能是氣泡缺陷的制作方式與脫粘缺陷的制作方式類似。因此,后續會改進氣泡缺陷的制作方法,能夠更加接近真實的氣泡缺陷。
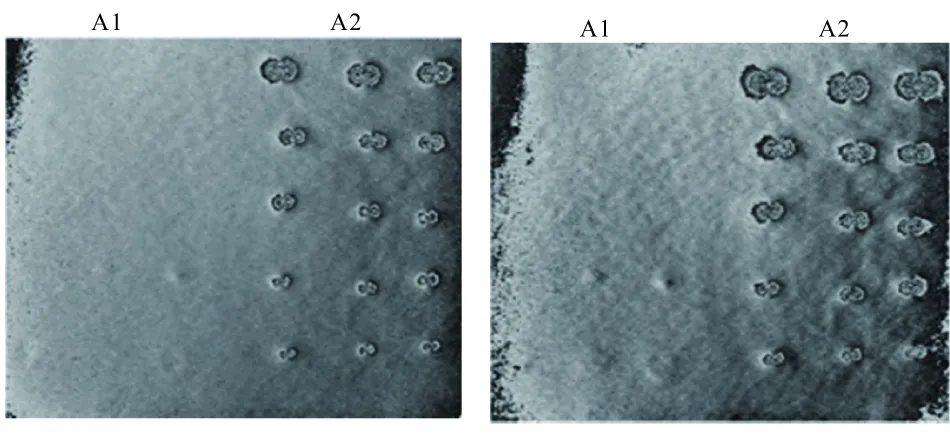
(a)10 kPa (b)20 kPa圖4 包覆層A缺陷檢測結果Fig.4 Defect detection results of coating layer A
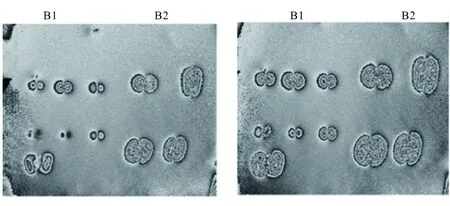
(a)5 kPa (b)10 kPa圖5 包覆層B缺陷檢測結果Fig.5 Defect detection results of coating layer B
2.2 負壓加載下缺陷變形規律
利用剪切散斑干涉技術對試件進行缺陷檢測時,檢測到的是缺陷區域與非缺陷區域離面變形的差異,而這些差異主要體現在包覆層上。另外,在同等外部激勵條件下,基體的變形遠小于包覆層的變形,且缺陷尺寸越大基體的變形對包覆層的影響越小。因此,在數值模擬中僅考慮包覆層離面位移的差別,不考慮時間的影響。以5 mm缺陷在10 kPa負載加載條件下的位移云圖為例,如圖6所示,當缺陷尺寸和負壓加載程度相同時,脫粘缺陷的變形要明顯大于氣泡缺陷和夾雜缺陷。因此,利用包覆層變形程度可以清晰地區分出脫粘缺陷與非脫粘缺陷。
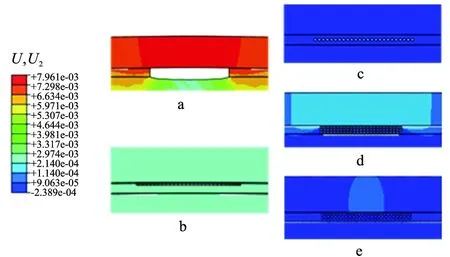
圖6 5 mm缺陷在10 kPa下的仿真云圖(a.脫粘缺陷;b.夾雜缺陷;c.單層氣泡缺陷;d.雙層氣泡缺陷;e.三層氣泡缺陷)Fig.6 Simulation contour of 5 mm defect under 10 kPa(a.Debonding defect;b.Inclusion defect;c.Single-layer bubble defect;d.Double-layer bubble defect;e.Three-layer bubble defect)
(a)φ5 mm defect
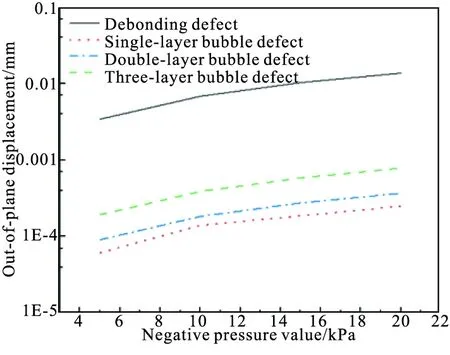
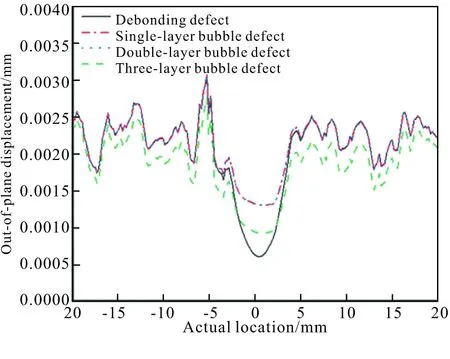
脫粘缺陷和氣泡缺陷在負壓加載條件下的離面位移有限元計算結果如圖7所示。
由圖7可見,隨著負壓加載值不斷增大,各缺陷的離面位移隨之增大。對于同一尺寸的脫粘缺陷和氣泡缺陷,相同負壓加載條件下脫粘缺陷的離面位移比氣泡缺陷的離面位移明顯大1~2個數量級。對于同一尺寸的氣泡缺陷,相同負壓加載條件下氣泡缺陷的離面位移與氣泡密集度呈正相關。由單層氣泡增加到3層氣泡,氣泡的密集程度越大,其離面位移越大。這是因為氣泡越密集,氣泡所在區域粘接強度越小,而脫粘缺陷位置處的粘接強度等于零。
脫粘缺陷和夾雜缺陷在負壓加載條件下的離面位移有限元計算結果如圖8所示。

(a)φ5 mm defect (b)φ10 mm defect圖8 負壓加載條件下脫粘缺陷和夾雜缺陷的離面位移對比Fig.8 Comparison of out-of-plane displacements of debonding defects and inclusion defects under negative pressure loading
由圖8可見,對于直徑5 mm的脫粘缺陷和夾雜缺陷,相同負壓加載條件下,脫粘缺陷的離面位移明顯大于夾雜缺陷的離面位移。當負壓加載值為5 kPa時,脫粘缺陷的離面位移是夾雜缺陷的離面位移的2倍。當負壓加載值為10、15、20 kPa時,脫粘缺陷的離面位移是夾雜缺陷的離面位移的2~3倍。對于直徑10 mm的脫粘缺陷和夾雜缺陷,在負壓加載值為5~20 kPa下,脫粘缺陷的離面位移均是夾雜缺陷離面位移的近10倍。
由此可見,對于同一尺寸和深度的脫粘缺陷和非脫粘缺陷(氣泡缺陷和夾雜缺陷),在利用負壓作為外部激勵時,脫粘缺陷變形明顯比夾雜缺陷更突出,離面位移更大,而且隨著缺陷尺寸的增加,這種差距更顯著。因此,基于負壓加載的剪切散斑干涉可有效分辨脫粘缺陷和非脫粘缺陷。
2.3 熱加載下缺陷變形規律
物體表面熱量的改變也會使物體內部不同的材料發生不同的熱膨脹現象,而缺陷位置處的變形更加明顯。如圖9所示,在熱加載條件下,脫粘缺陷位置處的包覆層變形明顯大于非脫粘缺陷處的。
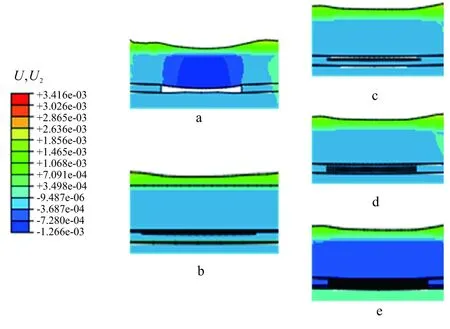
圖9 5 mm缺陷在熱加載下的仿真云圖(a.脫粘缺陷;b.夾雜缺陷;c.單層氣泡缺陷;d.雙層氣泡缺陷;e.三層氣泡缺陷)Fig.9 Simulation nephogram of 5 mm defect under thermal loading(a.Debonding defect;b.Inclusion defect;c.Single-layer bubble defect;d.Double-layer bubble defect;e.Three-layer bubble defect)
(a)φ5 mm bubble defect
熱加載條件下脫粘缺陷、氣泡缺陷和夾雜缺陷的離面位移有限元計算結果如圖10所示。相同熱加載條件下,當缺陷尺寸為5 mm時,脫粘缺陷最大離面位移是單層和雙層氣泡缺陷最大離面位移的近3倍,是三層氣泡缺陷的最大離面位移的近2倍。隨著缺陷尺寸的增加,脫粘缺陷和氣泡缺陷之間的最大離面位移值差異更為顯著。直徑20 mm的脫粘缺陷最大離面位移可達氣泡缺陷最大離面位移的5倍。對于夾雜缺陷,相同熱加載條件下,直徑5 mm和10 mm的夾雜缺陷最大離面位移值差異不大,但直徑5 mm的脫粘缺陷的最大離面位移明顯小于直徑10 mm的脫粘缺陷。
此外,同一尺寸的脫粘缺陷最大離面位移顯著大于夾雜缺陷。缺陷尺寸為5 mm時,脫粘缺陷最大離面位移幾乎是夾雜缺陷最大離面位移的3倍;缺陷尺寸為10 mm時,脫粘缺陷最大離面位移幾乎是夾雜缺陷最大離面位移的10倍。因此,利用熱加載條件下離面位移差異,也可以區分脫粘缺陷和夾雜缺陷及氣泡缺陷等非脫粘缺陷。另外,作者將在后續研究工作中,設計均勻熱加載裝置,以實現試件在熱加載條件下的剪切散斑無損檢測實驗,驗證有限元仿真結果。
3 結論
(1)自主搭建的剪切散斑干涉光測系統能夠精確檢測負壓加載條件下包覆層粘接缺陷,根據剪切散斑特征條紋變化,可以發現脫粘缺陷變形比非脫粘缺陷變形更加顯著。
(2)有限元模擬結果表明,負壓加載條件下相同尺寸的脫粘缺陷離面位移比氣泡缺陷大1~2個數量級,比夾雜缺陷大2~10倍。有限元計算結果進一步驗證了光測實驗結果,負壓加載下剪切散斑干涉特征條紋可以分辨脫粘缺陷和非脫粘缺陷。
(3)有限元模擬結果表明,熱加載條件下脫粘缺陷離面位移相較于非脫粘缺陷也有顯著差距,且缺陷尺寸越大差異越顯著。對于小尺寸缺陷,脫粘缺陷的離面位移是氣泡缺陷、夾雜缺陷的2~3倍;對于大尺寸缺陷,脫粘缺陷的離面位移是氣泡缺陷的5倍,是夾雜缺陷的10倍。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36