基于訂單的紡紗排產(chǎn)信息化系統(tǒng)開發(fā)及應(yīng)用
2023-05-30 15:42:06金海偉戴寧沈春婭史偉民胡旭東
現(xiàn)代紡織技術(shù) 2023年3期
關(guān)鍵詞:信息化
金海偉 戴寧 沈春婭 史偉民 胡旭東
摘 要:針對(duì)目前紡紗車間加工工序復(fù)雜多樣、生產(chǎn)部門間信息交互閉塞、訂單按期交貨能力不足以及人力物力調(diào)配不合理等痛點(diǎn)問題,以企業(yè)實(shí)際生產(chǎn)車間為對(duì)象,在對(duì)生產(chǎn)現(xiàn)狀分析的基礎(chǔ)上進(jìn)行排產(chǎn)流程設(shè)計(jì)以及生產(chǎn)訂單分析,并采用微服務(wù)架構(gòu)進(jìn)行合理的紡紗排產(chǎn)信息化系統(tǒng)設(shè)計(jì)。應(yīng)用結(jié)果顯示該系統(tǒng)為以訂單為導(dǎo)向的生產(chǎn)計(jì)劃排產(chǎn)和車間作業(yè)執(zhí)行提供了科學(xué)、高效的管理模式,保證了紗線訂單正常生產(chǎn)進(jìn)度和按期交貨,為企業(yè)后續(xù)信息化發(fā)展奠定了基礎(chǔ)。
關(guān)鍵詞:紡紗車間;生產(chǎn)訂單;排產(chǎn)系統(tǒng);信息化
中圖分類號(hào):TS 111.8
文獻(xiàn)標(biāo)志碼:A
文章編號(hào):1009-265X(2023)03-0045-08
基金項(xiàng)目:浙江省博士后科研項(xiàng)目擇優(yōu)資助一等資助項(xiàng)目(ZJ2021038);浙江理工大學(xué)科研啟動(dòng)基金項(xiàng)目(11150131722114);浙江省科技計(jì)劃項(xiàng)目(2022C01202)
作者簡(jiǎn)介:金海偉(1998—),男,浙江溫州人,碩士研究生,主要從事紡織裝備技術(shù)及智能制造方面的研究。
通信作者:戴寧,E-mail: 990713260@qq.com
伴隨著信息革命的快速發(fā)展,以信息技術(shù)為主導(dǎo)的高新技術(shù)極大推進(jìn)了紡紗行業(yè)的發(fā)展,提高了勞動(dòng)生產(chǎn)率和工作效率[1-2]。然而目前大部分紡紗企業(yè)的生產(chǎn)排產(chǎn)依然根據(jù)經(jīng)驗(yàn)擬定總計(jì)劃再直接下發(fā)到生產(chǎn)車間進(jìn)行生產(chǎn),這樣的“黑燈排法”造成的結(jié)果是溝通成本高、生產(chǎn)效率低,影響企業(yè)的競(jìng)爭(zhēng)能力和生產(chǎn)效益,因此科學(xué)實(shí)用的排產(chǎn)方法對(duì)企業(yè)制定生產(chǎn)計(jì)劃起著重要的作用。馬春俠等[3]針對(duì)小規(guī)模的紡紗車間提出了正排和倒排兩種方法,并依據(jù)排產(chǎn)模型確定不同制品的加工機(jī)臺(tái)、投入順序從而縮短了生產(chǎn)周期,但其研究對(duì)象主要適用于固定工序路線,對(duì)具有不同訂單品種的多樣化加工工序生產(chǎn)模式并不適用;陳天水[4]結(jié)合紡織品制造商生產(chǎn)現(xiàn)狀,提出通過從供應(yīng)商、訂單及原料的三維關(guān)聯(lián)來改善企業(yè)運(yùn)營管理現(xiàn)狀,但其無法根據(jù)訂單生產(chǎn)過程的實(shí)際使用情況(如因設(shè)備損壞導(dǎo)致的預(yù)計(jì)訂單延期等)對(duì)生產(chǎn)進(jìn)行有效的動(dòng)態(tài)調(diào)整;練坤玉[5]通過對(duì)企業(yè)生產(chǎn)管理的調(diào)研,設(shè)計(jì)出面向中小型企業(yè)的訂單型紡織計(jì)劃調(diào)度信息化系統(tǒng),解決了企業(yè)中業(yè)務(wù)管理不規(guī)范、人為制定計(jì)劃緩慢、生產(chǎn)調(diào)度困難等問題,然而該系統(tǒng)僅部分管理模塊實(shí)現(xiàn)了B/S模式,無法滿足工作人員隨時(shí)隨地通過瀏覽器、手機(jī)APP等方式進(jìn)行辦公。基于此,本文以實(shí)際紡紗生產(chǎn)車間為對(duì)象開展研究,進(jìn)行紡紗排產(chǎn)信息化系統(tǒng)的開發(fā)及應(yīng)用,從而通過信息化管理實(shí)現(xiàn)排產(chǎn)作業(yè)科學(xué)化、高效化、便捷化。
1 企業(yè)現(xiàn)狀分析
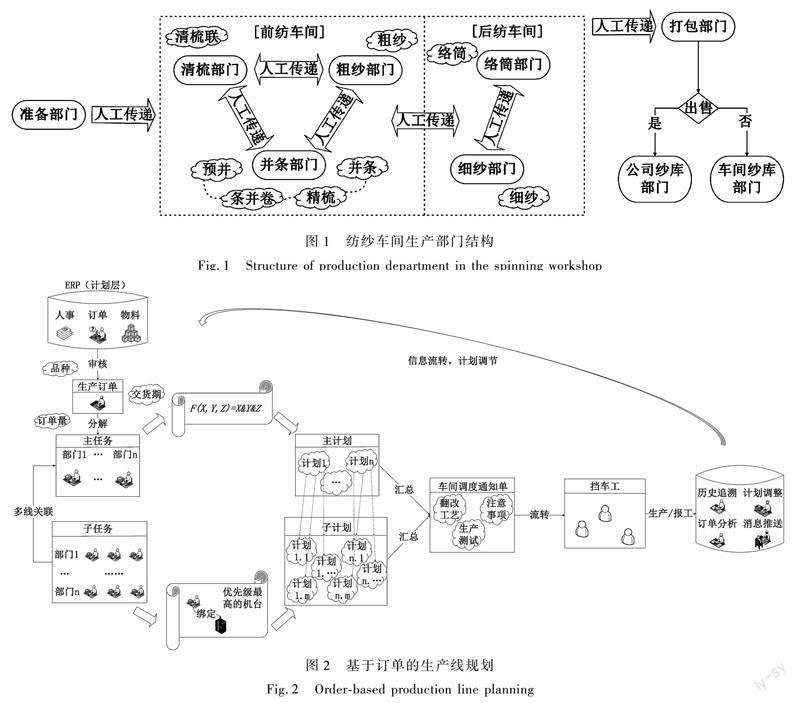
本文以河北石家莊市某企業(yè)的紡紗生產(chǎn)車間為研究對(duì)象,該企業(yè)的紡紗工藝過程以棉紡、混紡為主,各生產(chǎn)部門結(jié)構(gòu)如圖1所示。
從準(zhǔn)備部門中的原料到入庫后的紗線,生產(chǎn)流程將根據(jù)訂單需求品種的產(chǎn)品工藝來規(guī)劃工序路線以及生產(chǎn)設(shè)備型號(hào)。例如混紡紗是由不同纖維按一定比例混合紡制,因此需要根據(jù)混紡比例設(shè)定不同加工參數(shù)的并條工序(混一、混二等)和相應(yīng)機(jī)臺(tái)。此外,相較于普梳紡紗(梳棉制成棉條后供并條使用),精梳工藝路線需將普梳過的棉條經(jīng)過預(yù)并、成卷,然后通過精梳機(jī)進(jìn)一步梳理,其紗線在質(zhì)感、耐用度與均勻度等方面上都有一定程度的提升[6],但過多的工序切換和工藝翻改導(dǎo)致車間工作人員工作量增加、機(jī)臺(tái)調(diào)度的靈活性下降、紗線原料的浪費(fèi)等問題。因此針對(duì)生產(chǎn)中加工環(huán)節(jié)的多樣性,原本各自獨(dú)立的生產(chǎn)部門需要及時(shí)進(jìn)行信息共享并作出應(yīng)對(duì)措施。
公司現(xiàn)役的紡紗裝備具有自動(dòng)化程度高等特點(diǎn)(如自動(dòng)絡(luò)筒機(jī)),并在傳統(tǒng)的環(huán)錠細(xì)紗機(jī)上加入了緊密紡技術(shù),使得成紗具有毛羽少、強(qiáng)力高的特點(diǎn)[7]。此外,通過工業(yè)互聯(lián)網(wǎng)、云端服務(wù)器將海量的生產(chǎn)數(shù)據(jù)與制造執(zhí)行系統(tǒng)(MES)、企業(yè)資源規(guī)劃系統(tǒng)(ERP)、數(shù)據(jù)采集與監(jiān)視控制系統(tǒng)(SCADA)等聯(lián)通,實(shí)現(xiàn)了信息化基礎(chǔ)平臺(tái)搭建。但目前企業(yè)部門間仍采用紙質(zhì)表單和人工交互的方式來進(jìn)行加工計(jì)劃的執(zhí)行以及部門間生產(chǎn)信息的傳遞,低效的業(yè)務(wù)交互方式造成訂單難以按期交貨、人力物力調(diào)配不合理等問題。因此需要根據(jù)目前的生產(chǎn)情況優(yōu)化原有的排產(chǎn)流程,并通過信息化對(duì)所有的訂單、部門、計(jì)劃以及人力物力進(jìn)行管理,形成高效的生產(chǎn)管理模式。
2 排產(chǎn)流程設(shè)計(jì)
結(jié)合實(shí)際生產(chǎn)情況和業(yè)務(wù)功能特點(diǎn)以及信息化發(fā)展需求,本文將訂單由ERP下發(fā)至生產(chǎn)車間到生產(chǎn)結(jié)束的過程作為該訂單的生產(chǎn)周期,并設(shè)計(jì)了基于訂單的生產(chǎn)線規(guī)劃圖(見圖2)。
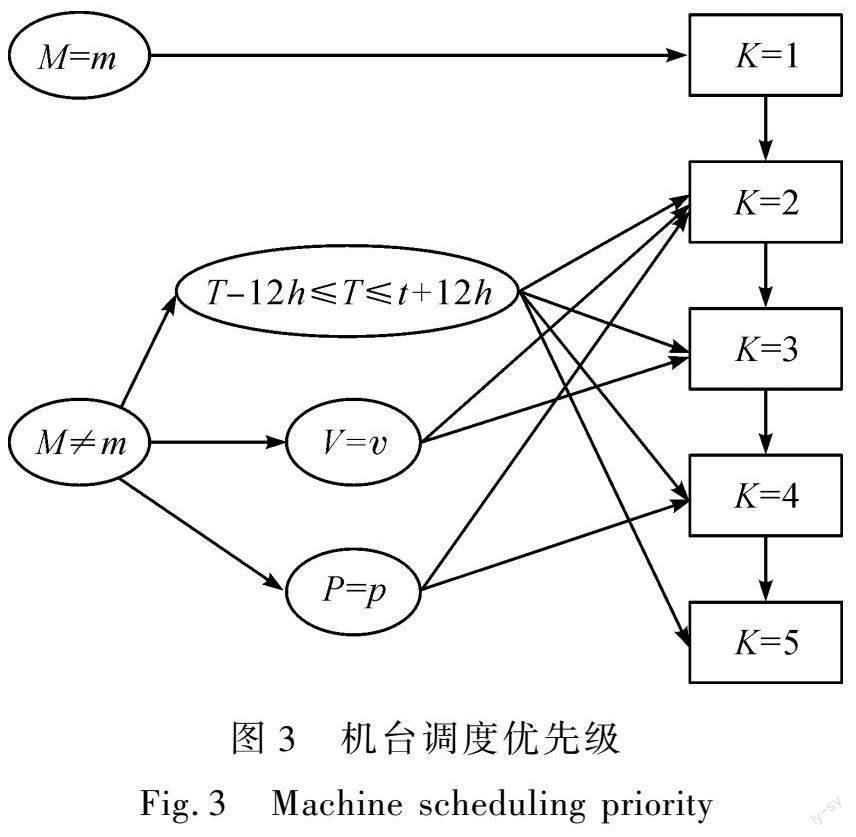
由圖2可知,該紡紗車間的生產(chǎn)運(yùn)作以紗線訂單為導(dǎo)向。依照訂單的品種、數(shù)量、交期需求等,結(jié)合產(chǎn)品工藝對(duì)訂單進(jìn)行分解從而確定所需的工序數(shù)和每個(gè)工序下預(yù)設(shè)的機(jī)臺(tái)數(shù),其分別對(duì)應(yīng)各部門下的主任務(wù)以及子任務(wù)數(shù)。一方面,上層主任務(wù)將目標(biāo)函數(shù)F(X,Y,Z)中X(工藝信息)、Y(部門組別)、Z(子計(jì)劃數(shù))3個(gè)綜合模型作為索引展開加工計(jì)劃。另一方面,下層子任務(wù)與當(dāng)前生產(chǎn)車間內(nèi)優(yōu)先級(jí)最高的機(jī)臺(tái)綁定形成子計(jì)劃,因此加工計(jì)劃下的子計(jì)劃數(shù)即為該工序下的工作機(jī)臺(tái)數(shù)。而機(jī)臺(tái)的優(yōu)先等級(jí)K由如圖3所示的排列組合方式?jīng)Q定,圖3中M(機(jī)臺(tái)狀態(tài))、T(預(yù)完工時(shí)間)、V(在機(jī)品種)、P(在機(jī)擋車工)為機(jī)臺(tái)調(diào)度的約束參數(shù),m(空閑)、t(計(jì)劃生產(chǎn)時(shí)間)、v(計(jì)劃品種)、p(計(jì)劃擋車工)為機(jī)臺(tái)調(diào)度的約束參數(shù)目標(biāo)值。根據(jù)所選機(jī)臺(tái)的屬性是否滿足目標(biāo)值來判定其K值大小,且K越小表示調(diào)度優(yōu)先級(jí)越高。匹配過程中優(yōu)先選擇空閑機(jī)臺(tái),若設(shè)備處于生產(chǎn)狀態(tài),則在滿足其預(yù)完工時(shí)間在計(jì)劃生產(chǎn)時(shí)間前后12 h(單班時(shí)長)區(qū)間內(nèi)的前提下進(jìn)行關(guān)聯(lián)。
經(jīng)審核后,將制成的加工計(jì)劃轉(zhuǎn)換為車間調(diào)度通知單,作為車間內(nèi)指揮生產(chǎn)的信息載體,通知單包含關(guān)聯(lián)機(jī)臺(tái)的翻改工藝、生產(chǎn)測(cè)試情況、注意事項(xiàng)等。相比于以往的人為口述或者手寫通知單,新的通知單流轉(zhuǎn)于各部門下的擋車工間,提高了信息傳遞的高效性及穩(wěn)定性。擋車工隨即根據(jù)下發(fā)的通知控制機(jī)臺(tái)生產(chǎn),并在生產(chǎn)結(jié)束后將產(chǎn)量信息錄入至系統(tǒng)中。最后部門負(fù)責(zé)人經(jīng)由擋車工的報(bào)產(chǎn)記錄,清晰掌握現(xiàn)場(chǎng)的生產(chǎn)情況和各加工環(huán)節(jié)信息,通過消息通知等方式在生產(chǎn)部門間形成信息流轉(zhuǎn)從而對(duì)當(dāng)前生產(chǎn)訂單做出改善性計(jì)劃調(diào)整。
3 生產(chǎn)訂單分析
考慮到產(chǎn)品品種、訂單數(shù)量、交期等多樣性因素,在該排產(chǎn)系統(tǒng)的構(gòu)建中,需基于訂單的需求對(duì)各加工計(jì)劃展開評(píng)估和調(diào)整,從而保證訂單按期交貨能力,提高企業(yè)盈利[8-10]。
3.1 加工計(jì)劃評(píng)估與調(diào)整
現(xiàn)假設(shè)客戶向企業(yè)提交生產(chǎn)訂單及其訂單總量N和訂單交期TE。加工流程如圖4所示,其中l(wèi)為工序號(hào),l=1,2,…,n,計(jì)劃加工量pl為計(jì)劃制定時(shí)確認(rèn)的完成指標(biāo)(由訂單總量N決定),而報(bào)工數(shù)rl則為加工完成量。
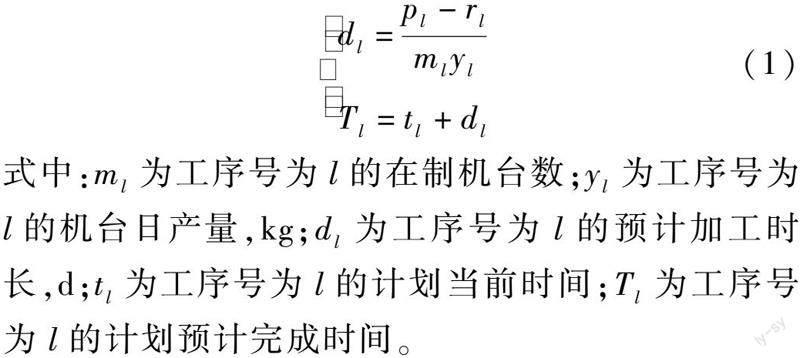
根據(jù)各加工計(jì)劃此刻的生產(chǎn)能力得出其預(yù)計(jì)加工時(shí)長和完成時(shí)間,如式(1)所示。
式中:ml為工序號(hào)為l的在制機(jī)臺(tái)數(shù);yl為工序號(hào)為l的機(jī)臺(tái)日產(chǎn)量,kg;dl為工序號(hào)為l的預(yù)計(jì)加工時(shí)長,d;tl為工序號(hào)為l的計(jì)劃當(dāng)前時(shí)間;Tl為工序號(hào)為l的計(jì)劃預(yù)計(jì)完成時(shí)間。
生產(chǎn)過程中,計(jì)劃的加工時(shí)長dl由于機(jī)臺(tái)故障等原因增加,導(dǎo)致其預(yù)計(jì)完成時(shí)間Tl超過了訂單交期TE,造成訂單生產(chǎn)延期。因此需按如圖5所示模型對(duì)訂單下的各加工計(jì)劃進(jìn)行評(píng)估。
若計(jì)劃的預(yù)計(jì)完成時(shí)間超過訂單交期,應(yīng)增加該計(jì)劃的在制臺(tái)數(shù)ml(根據(jù)圖3所示進(jìn)行機(jī)臺(tái)調(diào)度),同時(shí)避免調(diào)整后的完成時(shí)間早于前一道工序,故使ml滿足如式(2)所示約束條件。通過調(diào)整使每條計(jì)劃符合評(píng)估標(biāo)準(zhǔn),保證訂單按期交貨。
式中:Tl-1為前一道工序的計(jì)劃預(yù)計(jì)完成時(shí)間。
3.2 實(shí)例分析
本節(jié)以ERP下發(fā)的一條紗線訂單為例,通過上述方法進(jìn)行生產(chǎn)線調(diào)整以保證訂單按期交貨。已知訂單總量為30000 kg,根據(jù)其需求品種SZB9.7(天竹),判斷工序路線為普梳路線,因此紗線需經(jīng)過“清梳聯(lián)—并條(頭并)—并條(末并)—粗紗—細(xì)紗—絡(luò)筒”六道工序加工而成,下單、交期時(shí)間分別為2022年5月30日和6月20日。針對(duì)當(dāng)前訂單信息,展開的上層主任務(wù)共有6條,對(duì)應(yīng)的加工計(jì)劃參數(shù)信息如表1所示。其中計(jì)劃單下的子計(jì)劃數(shù)即為該工序在制機(jī)臺(tái)數(shù),而機(jī)臺(tái)型號(hào)由工藝需要選定,并根據(jù)紡紗車間近1個(gè)月的報(bào)產(chǎn)記錄得出臺(tái)均班產(chǎn)量信息。另外前后紡車間的日開班數(shù)均為2,A班時(shí)間為8:00至20:00,B班時(shí)間為20:00至翌日8:00。最后考慮到生產(chǎn)中的加工損耗(約為1 %)、運(yùn)輸損耗等,故各計(jì)劃的加工量需在訂單總量的基礎(chǔ)上增加1 %~2 %。
由表1信息分析得出該訂單的初始生產(chǎn)進(jìn)度情況(如圖6(a)),其中橫坐標(biāo)為時(shí)間,縱坐標(biāo)自上而下分別為清梳至絡(luò)筒計(jì)劃。圖6(a)中,隨著時(shí)間的推移各加工計(jì)劃相繼展開,a為清梳計(jì)劃的開始時(shí)間點(diǎn),b為其預(yù)計(jì)完工時(shí)間點(diǎn),兩者的時(shí)間間隔為8.1 d,依此類推,k、l、9.9 d分別為絡(luò)筒計(jì)劃的開始、完工時(shí)間點(diǎn)以及加工時(shí)長。生產(chǎn)初期各加工計(jì)劃均預(yù)計(jì)在交期前完成。然而生產(chǎn)過程中機(jī)臺(tái)由于故障產(chǎn)能降低,造成計(jì)劃的預(yù)計(jì)完成時(shí)間延后,于某一換班時(shí)刻針對(duì)當(dāng)前各計(jì)劃生產(chǎn)能力分析得出訂單異常生產(chǎn)進(jìn)度(如圖6(b)),根據(jù)圖5所示模型對(duì)各計(jì)劃進(jìn)行評(píng)估發(fā)現(xiàn)需對(duì)絡(luò)筒計(jì)劃進(jìn)行調(diào)整。此時(shí)絡(luò)筒計(jì)劃剩余加工量25921.5 kg,已加工時(shí)長1.5 d,由前一班的報(bào)產(chǎn)量可知絡(luò)筒機(jī)的臺(tái)班產(chǎn)量下降至263.7 kg。因此由式(2)求得絡(luò)筒計(jì)劃的在制機(jī)臺(tái)數(shù)應(yīng)維持在6臺(tái),調(diào)整后的訂單進(jìn)度顯示當(dāng)前各計(jì)劃均不逾期(如圖6(c))。該實(shí)例描述了在絡(luò)筒環(huán)節(jié),計(jì)劃預(yù)計(jì)完成時(shí)間超過訂單交期時(shí)的調(diào)整過程,若訂單中其他環(huán)節(jié)出現(xiàn)多條異常加工計(jì)劃,圖5模型以及式(2)約束條件同樣適用。兩者對(duì)各計(jì)劃依次進(jìn)行評(píng)估與調(diào)整,最終保證訂單生產(chǎn)進(jìn)度正常以及按期交貨。
4 系統(tǒng)開發(fā)及應(yīng)用
為方便負(fù)責(zé)人調(diào)整生產(chǎn)計(jì)劃、幫助車間員工快速生產(chǎn)報(bào)工、實(shí)現(xiàn)對(duì)訂單進(jìn)度定期分析以保證其按期交貨,本文構(gòu)建基于訂單的云服務(wù)平臺(tái)系統(tǒng)實(shí)現(xiàn)在紡紗車間生產(chǎn)排產(chǎn)過程中的高效管理模式。
4.1 系統(tǒng)開發(fā)
如圖7所示,采用微服務(wù)架構(gòu)與規(guī)則引擎對(duì)系統(tǒng)進(jìn)行微服務(wù)拆分以提升生產(chǎn)排產(chǎn)以及訂單分析的效率。4個(gè)獨(dú)立的微服務(wù)模塊通過服務(wù)網(wǎng)關(guān)與訪問層中的PC端和移動(dòng)端應(yīng)用展開排產(chǎn)業(yè)務(wù)交互,其中計(jì)劃排產(chǎn)、生產(chǎn)報(bào)工兩個(gè)微服務(wù)模塊實(shí)現(xiàn)訂單的分解、下發(fā)、執(zhí)行。報(bào)產(chǎn)信息錄入后,信息追溯模塊提供的訂單、計(jì)劃追溯功能幫助分析管理模塊對(duì)生產(chǎn)訂單展開分析,若發(fā)現(xiàn)異常訂單可及時(shí)通過計(jì)劃
排產(chǎn)模塊調(diào)整加工計(jì)劃。當(dāng)發(fā)生業(yè)務(wù)請(qǐng)求時(shí),對(duì)應(yīng)的微服務(wù)模塊在紡紗排產(chǎn)信息化存儲(chǔ)模型中進(jìn)行排產(chǎn)信息讀寫,隨后將數(shù)據(jù)集持久化并封裝返回,實(shí)現(xiàn)瀏覽界面的動(dòng)態(tài)渲染。
開發(fā)過程中考慮到紡紗生產(chǎn)車間涉及訂單信息量大、加工工序多樣、車間環(huán)境復(fù)雜,因此合理的存儲(chǔ)模型設(shè)計(jì)是系統(tǒng)構(gòu)建的前提。結(jié)合排產(chǎn)流程,設(shè)計(jì)如圖8所示業(yè)務(wù)關(guān)系E-R圖,從實(shí)際車間中抽象出訂單、部門、計(jì)劃以及人員設(shè)備之間的關(guān)系,依照此業(yè)務(wù)關(guān)系在數(shù)據(jù)庫中搭建數(shù)字化存儲(chǔ)模型,滿足后續(xù)微服務(wù)模塊進(jìn)行高效的排產(chǎn)信息讀寫。
最終排產(chǎn)系統(tǒng)在云服務(wù)中成功搭建,其中PC端應(yīng)用主要集中在MES中,包括計(jì)劃制定與調(diào)整、信息追溯、訂單分析以及消息通知等功能,利用信息化服務(wù)平臺(tái)的數(shù)據(jù)統(tǒng)計(jì)、分析管理功能幫助用戶快速了解各部門信息以及訂單狀態(tài)并做出改善措施。而基于移動(dòng)端平臺(tái)不依賴地域限制的特點(diǎn),擋車工通過手機(jī)APP快速實(shí)現(xiàn)設(shè)備生產(chǎn)和報(bào)工報(bào)產(chǎn),從而改善以往繁瑣的加工計(jì)劃執(zhí)行過程。
4.2 系統(tǒng)生產(chǎn)應(yīng)用
為檢驗(yàn)排產(chǎn)系統(tǒng)的有效性,在企業(yè)紡紗車間中采用該系統(tǒng)進(jìn)行基于訂單的生產(chǎn)管理。根據(jù)排產(chǎn)流程(圖2)對(duì)紗線訂單進(jìn)行分解并下發(fā)至各部門,由生產(chǎn)部門制定各自的加工計(jì)劃并交由擋車工生產(chǎn)報(bào)工。報(bào)產(chǎn)過程在手機(jī)APP上實(shí)現(xiàn)(如圖9(a)),選擇加工工序后通過掃描機(jī)臺(tái)上的二維碼獲取設(shè)備參數(shù),并與加工單號(hào)、產(chǎn)量、生產(chǎn)日期及班次信息相結(jié)合作為報(bào)產(chǎn)記錄存入數(shù)據(jù)庫中。如圖9(b)、圖9(c)所示,用戶依靠系統(tǒng)的信息追溯功能可查詢紡紗車間內(nèi)的紗線訂單狀態(tài),同時(shí)可選擇指定訂單查看其排產(chǎn)詳情,掌握該訂單下各加工計(jì)劃信息以及生產(chǎn)進(jìn)度。此外,系統(tǒng)在每次換班時(shí)刻自動(dòng)輪詢生產(chǎn)中的訂單并根據(jù)圖5模型分析其生產(chǎn)進(jìn)度,若預(yù)測(cè)到某訂單將出現(xiàn)生產(chǎn)延期,會(huì)自動(dòng)推送訂單異常通知。該通知由多個(gè)部門共享并給出生產(chǎn)線調(diào)整建議,部門負(fù)責(zé)人針對(duì)建議內(nèi)容以及相關(guān)部門的生產(chǎn)情況在計(jì)劃詳情界面(如圖9(d)所示以絡(luò)筒計(jì)劃為例)中進(jìn)行計(jì)劃調(diào)整,保證該訂單按期交貨。在調(diào)整加工計(jì)劃參數(shù)的同時(shí),若需要增加在制機(jī)臺(tái)數(shù),系統(tǒng)將根據(jù)機(jī)臺(tái)調(diào)度優(yōu)先級(jí)(圖3)自動(dòng)篩選出當(dāng)前優(yōu)先等級(jí)最高的機(jī)臺(tái),負(fù)責(zé)人可在下方子計(jì)劃單的機(jī)器號(hào)中選擇該機(jī)臺(tái)與子計(jì)劃綁定。系統(tǒng)運(yùn)行期間由訂單任務(wù)分解得到的加工計(jì)劃下發(fā)到各車間交由負(fù)責(zé)人指揮生產(chǎn),生產(chǎn)過程穩(wěn)定高效,信息反饋即時(shí),用戶體驗(yàn)無卡頓,訂單按期完成率、在制機(jī)臺(tái)率等均明顯提升。
5 結(jié) 論
本文針對(duì)目前紡紗車間加工工序復(fù)雜多樣、生產(chǎn)部門間信息交互閉塞、訂單按期交貨能力不足以及人力物力調(diào)配不合理等問題,結(jié)合企業(yè)生產(chǎn)現(xiàn)狀,對(duì)信息化管理、排產(chǎn)流程設(shè)計(jì)、訂單進(jìn)度分析以及分布式微服務(wù)架構(gòu)等方面開展了相關(guān)技術(shù)研究并實(shí)現(xiàn)了紡紗排產(chǎn)信息化系統(tǒng)的開發(fā)。目前,開發(fā)成果已應(yīng)用到企業(yè)生產(chǎn)管理中,并從實(shí)際應(yīng)用層面實(shí)現(xiàn)信息化生產(chǎn)排產(chǎn)以及訂單按期交貨,提升了紡紗車間生產(chǎn)效率、改善了企業(yè)生產(chǎn)管理模式。結(jié)論如下:
a)紡紗企業(yè)的信息化發(fā)展不僅集中在各工序設(shè)備、加工方式的自動(dòng)化,更關(guān)鍵在于工序之間信息的傳遞與共享,使生產(chǎn)排產(chǎn)與生產(chǎn)過程中的工藝、數(shù)據(jù)相結(jié)合,形成高效的生產(chǎn)管理模式。
b)訂單延誤情況下的處理措施是提升企業(yè)按期交貨能力的關(guān)鍵。目前采取的措施能快速提升車間的生產(chǎn)速度滿足交期時(shí)限,但隨著顧客需求個(gè)性化、加工環(huán)節(jié)聯(lián)系復(fù)雜化等現(xiàn)象更加顯著,僅采取增加在制臺(tái)數(shù)的方式會(huì)造成車間生產(chǎn)過載、資源浪費(fèi)等問題,因此針對(duì)排產(chǎn)系統(tǒng)的智能化有待進(jìn)一步的研究。
本文開發(fā)的基于生產(chǎn)訂單的紡紗排產(chǎn)系統(tǒng)其應(yīng)用,不僅僅局限于紡紗車間的信息化生產(chǎn)管理,對(duì)其他紡織企業(yè)車間的生產(chǎn)管理模式同樣具有重要工程應(yīng)用價(jià)值。
參考文獻(xiàn):
[1]殷士勇,鮑勁松,唐仕喜,等.環(huán)錠紡紗信息物理生產(chǎn)系統(tǒng)建模方法[J].紡織學(xué)報(bào),2021,42(2):65-73.
YIN Shiyong, BAO Jinsong, TANG Shixi, et al. Modeling method of cyber physical production system for ring spinning[J]. Journal of Textile Research, 2021, 42 (2):65-73.
[2]唐曉鳳.信息化時(shí)代紡織關(guān)聯(lián)企業(yè)的數(shù)據(jù)分析挖掘及應(yīng)用[J].棉紡織技術(shù),2021,49(11):87-88.
TANG Xiaofeng. Data analysis mining and application of textile related enterprises in the information age[J]. Cotton Textile Technology, 2021, 49(11):87-88.
[3]馬春俠,宋文賀.紡紗企業(yè)排產(chǎn)方法研究[J].天津工業(yè)大學(xué)學(xué)報(bào),2011,30(5):26-29.
MA Chunxia, SONG Wenhe. Study on production scheduling method in spinning enterprise[J]. Journal of Tiangong University, 2011, 30(5):26-29.
[4]陳天水.紡織品制造商采購、排產(chǎn)與交貨期決策研究[D].南京:南京大學(xué),2018.
CHEN Tianshui. Study on Purchasing, Scheduling and Delivery Strategy of Textile Manufacturers[D]. Nanjing: Nanjing University, 2018.
[5]練坤玉.訂單型紡織生產(chǎn)計(jì)劃調(diào)度系統(tǒng)設(shè)計(jì)與應(yīng)用研究[D].合肥:合肥工業(yè)大學(xué),2019.
LIAN Kunyu. The Research and Development of Textile Production Management Information System base on Orders[D]. Hefei: Hefei University of Technology, 2019.
[6]王水,王敏其,關(guān)會(huì)成,等.高支精梳棉經(jīng)編無縫服裝的開發(fā)[J].針織工業(yè),2014,302(3):1-3.
WANG Shui, WANG Minqi, GUAN Huicheng, et al. Development of warp knitted seamless garment with high count combed cotton yarn[J]. Knitting Industries, 2014 , 302(3):1-3.
[7]劉可帥,李婉,余豪,等.紡紗三角區(qū)形態(tài)變化對(duì)環(huán)錠紗線質(zhì)量的影響[J].紡織學(xué)報(bào),2014,35(12):36-40.
LIU Keshuai, LI Wan, YU Hao, et al. Influence of spinning triangle shape change on ring spun yarn properties[J]. Journal of Textile Research, 2014, 35(12):36-40.
[8]李霞,郭浩龍,張保威,等.紡織企業(yè)實(shí)時(shí)訂單追蹤系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)[J].現(xiàn)代紡織技術(shù),2015,23(4):35-38.
LI Xia, GUO Haolong, ZHANG Baowei, et al. Design and implementation of real-time order tracking system for textile enterprises[J]. Advanced Textile Technology, 2015, 23(4):35-38.
[9]許文祥,郭順生,王磊,等.面向生產(chǎn)任務(wù)的建材裝備制造企業(yè)物料流進(jìn)度動(dòng)態(tài)管控系統(tǒng)[J].計(jì)算機(jī)集成制造系統(tǒng),2019,25(3):629-642.
XU Wenxiang, GUO Shunsheng, WANG Lei, et al. Dynamic material flow schedule control system oriented to production tasks for manufacturing enterprise of building material equipment[J]. Computer Integrated Manufacturing Systems, 2019,25(3):629-642.
[10]張煒,王少杰,甘雅文,等.面向柔性定制的并行不等效客車混裝線生產(chǎn)計(jì)劃主從聯(lián)合優(yōu)化[J].機(jī)械工程學(xué)報(bào),2020,56(22):24-37.
ZHANG Wei, WANG Shaojie, GAN Yawen, et al. Flexible customization oriented leader-follower joint optimization of production planning for parallel and non-equivalence bus mixed-model assembly lines[J]. Journal of Mechanical Engineering, 2020, 56(22): 24-37.
Abstract: With the rapid development of the information revolution, high-tech technology dominated by information technology has greatly promoted the development of the spinning industry and improved labor productivity and work efficiency. However, at present, the production and production of most spinning enterprises still draw up master plans based on experience and send them directly to the production workshop for production. Such a "black light layout" causes the results of high communication cost and low production efficiency, which affects the competitiveness and production efficiency of enterprises. Therefore, scientific and practical production scheduling method plays an important role in making production plans. We take the actual spinning production workshop as the object to carry out research to develop and apply the spinning production information system, so as to realize the scientific, efficient and convenient scheduling operation through information management.
First of all, aiming at the complexand diverse processing process of the spinning workshop, the occlusion of information interaction between production departments, insufficient order delivery capacity on time, and unreasonable allocation of human and material resources, we designed an order-based production line planning drawing in combination with the actual production situation and business function characteristics and information development needs. Considering the variety of products, order quantity, delivery date and other factors, we further carry out analysis and adjustment of production orders. Finally, in order to facilitate the person-in-charge to adjust the production plan, help the employees of the workshop to produce and report work quickly, and realize the regular analysis of the order progress to ensure their timely delivery, we build an order-based cloud service platform system to realize an efficient management model in the production and scheduling process of the spinning workshop. At present, the development results have been applied to enterprise production management, and information production scheduling and order delivery on time have been realized from the practical application level, which has improved the production efficiency of spinning workshops and improved the enterprise production management mode. The research results show that the informatization development of spinning enterprises not only focuses on the automation of various process equipments and processing methods, but also lies in the transmission and sharing of information between processes, so as to combine production scheduling with the process and data in the production process to form an efficient production management model.
The measures taken in this paper in the case of order delay can quickly improve the production speed of the workshop to meet the delivery time limit. However, with the phenomenon of customer needs being personalized and the complexity of processing links, only increasing the number of tables in the production capacity will cause overload, waste of resources and other problems in the workshop. Therefore, further research is needed to realize the intellectualization of the production scheduling system. In addition, the spinning production system based on production orders is not limited to the information production management of the spinning workshop, but also has important engineering application value for the production management mode of other textile enterprise workshops.
Keywords: spinning workshop; production order; scheduling system; informatization
猜你喜歡
中小學(xué)信息技術(shù)教育(2021年8期)2021-09-10 17:59:45
中小學(xué)信息技術(shù)教育(2021年4期)2021-06-06 04:36:26
甘肅教育(2020年18期)2020-10-28 09:06:02
河南水利年鑒(2020年0期)2020-06-09 05:43:44
活力(2019年21期)2019-04-01 12:16:40
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:02
消費(fèi)導(dǎo)刊(2017年20期)2018-01-03 06:27:29
中國公路(2017年10期)2017-07-21 14:02:37
中國公路(2017年10期)2017-07-21 14:02:37
中國衛(wèi)生(2015年7期)2015-11-08 11:10:00