基于西門子1200PLC 的自動物料分揀實訓(xùn)平臺
2023-07-26 10:14:52閆曉陽
裝備制造技術(shù) 2023年5期
閆曉陽
(河南省經(jīng)濟管理學(xué)校,河南 南陽 473000)
0 引言
實訓(xùn)平臺由PLC 總站、上料模塊、傳輸模塊、桁架模塊、倉儲模塊等構(gòu)成,可作為柔性檢測物料發(fā)揀平臺,平臺采取模塊化設(shè)計方式,模塊下部設(shè)置快換材板,采用常規(guī)工具即可實現(xiàn)模塊的拆卸與安裝,可根據(jù)教學(xué)需要重構(gòu)物料分揀系統(tǒng)[1-3],可有效解決實訓(xùn)場地利用率低、教學(xué)內(nèi)容固化和學(xué)習(xí)創(chuàng)新不足等問題。
1 物料分揀實訓(xùn)平臺的布局與流程
實訓(xùn)平臺采取模塊化設(shè)計可實現(xiàn)多種不同應(yīng)用場景的工藝流程的組合,總體布局見圖1 所示,平臺有常用機械和電氣元器件,更換模塊時可根據(jù)教學(xué)需要選擇相應(yīng)的零部件,不存在元器件受損無法更換的問題。

圖1 物料分揀實訓(xùn)平臺總體布局
選擇西門子S7-1200 PLC 作為控制核心,實現(xiàn)對實訓(xùn)平臺每個模塊的控制,西門子TP700 觸摸屏作為人機界面,觸摸屏上設(shè)置有手動/自動、啟動、停止、急停、復(fù)位等軟元件,點擊復(fù)位按鈕時,實訓(xùn)平臺的滑臺、氣缸等執(zhí)行機構(gòu)會自動回到零位,狀態(tài)指示燈會變黃,等待控制器發(fā)送的控制命令,實訓(xùn)平臺控制系統(tǒng)流程如下:在自動控制模式下,通過上料模塊提供待分揀材料,通過皮帶將材料輸送至模塊中間傳感器進行檢測,采用光纖、電感和電容三種類型的傳感器對物料進行檢測,分別識別表面噴砂且進行陽極氧化處理的棒材、表面未噴砂和未陽極氧化金屬棒材、白色尼龍棒材,將最終識別結(jié)果回傳給PLC 控制器,再控制氣缸電磁閥的動作,推料氣缸伸出后將相關(guān)物料推至分揀倉內(nèi),這樣就可以完成物料的分揀。機械手把物料暫存臺上已噴砂陽極氧化棒料搬運到皮帶傳輸中后區(qū)域,再將物料傳輸?shù)侥┒私挥晒怆妭鞲衅鳎俨捎描旒軝C械手、上下料機械手把物料搬到立體倉庫中的設(shè)定庫位;手動模式下,學(xué)生可以操作觸摸屏上對應(yīng)模塊進行控制。
2 實訓(xùn)平臺控制系統(tǒng)模塊構(gòu)成
2.1 上料模塊
上料模塊用于自動將待分揀物料進行上料,模塊采用鋁材加工而成,配合雙軸推料氣缸完成動作,氣缸前端推桿安裝于物料推塊部位,推桿伸出則帶動物料實現(xiàn)同步移動,物料會被推送到皮帶傳輸線上,如圖2 所示。設(shè)計有快換板底座,可用于模塊的快速拆卸與安裝,設(shè)計有井式料倉來對物料進行存儲,安裝有電容式接近傳感器,可檢測料倉內(nèi)是否有物料,如果PLC 控制器檢測到有物料則發(fā)送上料命令,沒有物料則進行空倉報警。設(shè)計有彈片式端子臺,可以為電氣線路連接提供便利。料倉內(nèi)放置三種不同的物料,PLC 按照邏輯指令來控制上料模塊,通過控制氣動電磁閥來使氣缸、推桿等完成相應(yīng)動作,料倉底部安裝有電容式接近傳感器,上料模塊接收到啟動信號后,先檢測上料推塊是否在原點,如果沒有在原點位置則自動回到原點。檢測料倉內(nèi)是否有存料,如果有存料則控制推料氣缸帶動物料向前伸出,物料落到傳輸皮帶,物料到達指定位置后氣缸動作進行復(fù)位。
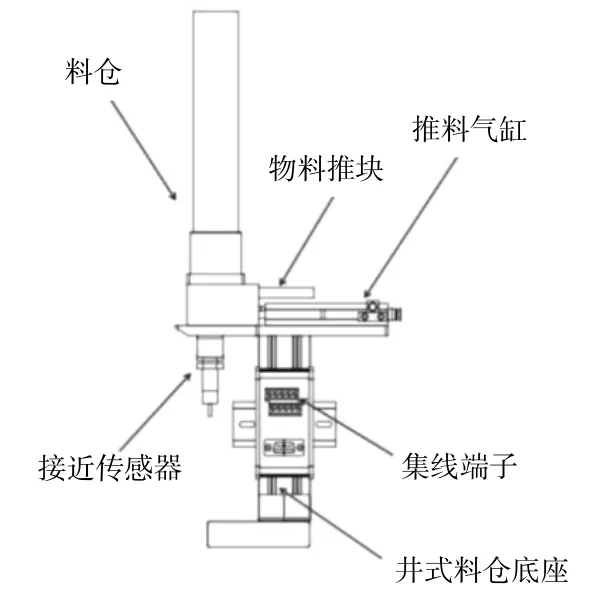
圖2 上料模塊結(jié)構(gòu)
2.2 傳輸線模塊
如圖3 所示,物料傳輸模塊上安裝有導(dǎo)軌,避免物料在傳輸時跑偏,皮帶模組采用直流電機+減速機來進行驅(qū)動,直流電機和減速機安裝于固定板上,光纖傳感器對噴砂處理和陽極氧化的棒料進行檢測,電感傳感器對未砂陽極氧化處理的棒材進行檢測,電容傳感器對白色尼龍棒料進行檢測。安裝有三個筆形單軸推料氣缸,可把傳感器識別出物料推至分揀倉內(nèi),氣缸安裝于三個支架上,設(shè)置有待分揀物料暫存臺,可存儲合格品,機械手把合格物料搬至皮帶傳輸線中后段,設(shè)計有2 個傾斜式分揀料倉,用來存儲分揀完成后的物料,確保分揀完成后物料可滑到倉底部。設(shè)置有V 型回正擋塊,用于將皮帶上跑偏物料回正,可以使皮帶末端光電傳感器準確識別出來,為桁架機械手抓取物料提供便利,光電傳感器對物料位置是否回正進行檢測,到達指定位置后由PLC 來控制機械手臂來對物料進行抓取和搬運。

圖3 傳輸線模塊結(jié)構(gòu)
上料模塊把物料推至皮帶傳輸線上,導(dǎo)軌用于對物料運行姿態(tài)進行調(diào)整,避免物料產(chǎn)生跑偏。待分揀物料被推出以后,PLC 發(fā)出指令使直流電機轉(zhuǎn)動,驅(qū)動輸送皮帶實現(xiàn)運轉(zhuǎn),物料移動至傳感器檢測位置和分揀單元位置時,PLC 發(fā)出指令使電機停止轉(zhuǎn)動,不同傳感器檢測待分揀物料類型,如果為表面噴砂處理陽極氧化棒材,氣缸一推送物料至?xí)捍媾_,檢測為未處理棒材,氣缸二將物料推送至分揀料倉,如果為白色尼龍棒材,氣缸三將物料推送到揀料倉。機械手把斬存臺中材料抓取、搬運到皮帶傳輸線中后區(qū)間,再繼續(xù)由皮帶傳輸至末端,末端光電傳感器對材料進行檢測,把來料信號傳給PLC 控制器,發(fā)送指令控制桁架機械手把物料搬動到暫存臺。
2.3 桁架機械手模塊
如圖4 所示,機械手由伺服電機、驅(qū)動器、聯(lián)軸器、同步滑臺模組、伸縮氣缸、氣動手指、光電開關(guān)、傳感器等構(gòu)成。伺服電機為機械手臂提供驅(qū)動力,配合精密滑臺模組來對行程區(qū)間內(nèi)位置進行準確定位,再配合雙軸伸縮氣缸和氣動手指,把皮帶末端由光電傳感器檢測到物料搬至?xí)捍媾_。伺服電機轉(zhuǎn)動時,通過聯(lián)軸器拖動同步帶進行運轉(zhuǎn),并驅(qū)動滑臺以X軸方向進行運移,并帶動升降氣缸和氣動手指共同運動,物料位于正上方即可提取物料。滑臺模組橫梁部位設(shè)置3 個光電開關(guān),對機械手X軸方向運動進行限位。物料被傳送至尾部光電傳感器位置進行檢測,PLC 發(fā)出指令控制伺服電機運行,滑動驅(qū)動伸縮氣缸、氣動手指移動至物料正上方,氣缸伸出,氣動手指夾緊,氣缸回縮,同步皮帶驅(qū)動滑臺移動至?xí)捍媾_上方,將物料存在暫存臺,電容接近傳感器檢測到的物料,把檢測信號回傳給PLC,這樣就可以實現(xiàn)對機械手臂的上料、下料的控制,把物料移動到立體倉庫中指定位置。

圖4 桁架機械手模塊
2.4 立體倉儲模塊
如圖5 所示,倉庫模塊由上料機械手、下料機械手和立庫倉庫構(gòu)成,上料和下料機械手臂對物料進行搬移,是由精密滑臺模組、氣動缸、氣動手指、傳感器等組成,伺服電機驅(qū)動器控制電機運轉(zhuǎn),用于控制上下料機械手臂在X、Z軸方向?qū)崿F(xiàn)運移。立體倉庫由鋁合金支架組合而成,用于物料的存儲,設(shè)計為三層,每層留有四個庫位,總計12 個庫位,機械手臂在物料入庫操作時,會根據(jù)控制程序從左至右、從下至上次序進行擺放,也可以根據(jù)教學(xué)需要修改PLC 程序來改變?nèi)霂炜刂屏鞒獭I稀⑾铝鲜直凼状螁訒r,會在X、Z軸方向都回到零點,位于暫存臺底部的傳感器檢測到物料時,PLC 會發(fā)出控制信號給上料、下料機械手臂,在X、Z軸兩個方向進行移動,減速器駁動同步步在滑臺上運移,上料、下料機械手會移動到暫存臺前方。X、Z軸都到達指定取位料位以后,氣缸會伸出,氣動手指夾緊,實現(xiàn)對物料的提取,再沿著X軸向右移動,沿Z軸向上移動,移動到指定庫位以后,氣動手指放開進行放料操作,氣缸復(fù)位回到初始位置,完成自動庫控制。

圖5 上下料機械手和立庫倉庫結(jié)構(gòu)
3 應(yīng)用實踐
3.1 應(yīng)用測試存在問題與解決方法
對每個模塊進行單獨測試,發(fā)現(xiàn)推料機構(gòu)出現(xiàn)偶爾無法推料現(xiàn)象,分析發(fā)現(xiàn)待分揀物料沒有被倉底傳感器檢測到,可以合理調(diào)整物料位置來提高檢測準確性;待檢測物料沒有被推到指定位置,這是由于推料氣缸運行速度太快引起的物料被推落,或速度過慢而無法運移到指定位置,分析是由于氣缸進氣量沒有合理設(shè)置,對氣缸進氣量旋鈕進行調(diào)整后達到理想推出速度;待分揀物料被推至?xí)捍媾_,傳感器檢測出的合格物料進行分揀時存在被推至?xí)捍媾_現(xiàn)象,經(jīng)分析是由于物料暫存臺擋片厚度不夠,物料在承受氣缸橫向推力時,擋片無法抵消受力而使物料移出暫存臺,更換足夠厚度擋片后不再發(fā)生該現(xiàn)象。
3.2 運行數(shù)據(jù)分析
將數(shù)量為50 個的不同物料投入倉內(nèi),噴砂陽極氧化物料、未噴砂陽極氧化物料各為20 個,尼龍棒料為10 個,對混合物料進行分揀,重復(fù)進行8 次分揀訓(xùn)練,每個試驗準確率可高達97.3%,可以達到物料分揀和教學(xué)實訓(xùn)的設(shè)計要求。
4 結(jié)語
綜上所述,以西門子S7-1200 PLC 的作為控制核心,結(jié)合機械和電氣控制兩方面技術(shù),對實訓(xùn)平臺每個模塊結(jié)構(gòu)與布局進行設(shè)計,采用傳感器檢測技術(shù)實時采集物料類型與狀態(tài),采用機械手臂來提升物料運行效率與分揀精度,采用氣動控制技術(shù)實現(xiàn)模塊的動作,通過聯(lián)機調(diào)試發(fā)現(xiàn)問題并進行整改后表明,物料分揀實訓(xùn)平臺可以達到預(yù)期效果。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
裝備制造技術(shù)(2020年12期)2020-05-22 09:25:38
福建教育學(xué)院學(xué)報(2019年4期)2019-06-12 08:39:10
計算機測量與控制(2017年6期)2017-07-01 16:23:53
電子制作(2017年8期)2017-06-05 09:36:15
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12